Изобретение относится к электромашиностроению, а именно к устройствам для механической обработки коллекторов якорей электрических машин, и может быть использовано при магнитно-абразивной обработке изделий типа тел вращения.
Целью изобретения является повышение качества обработки.
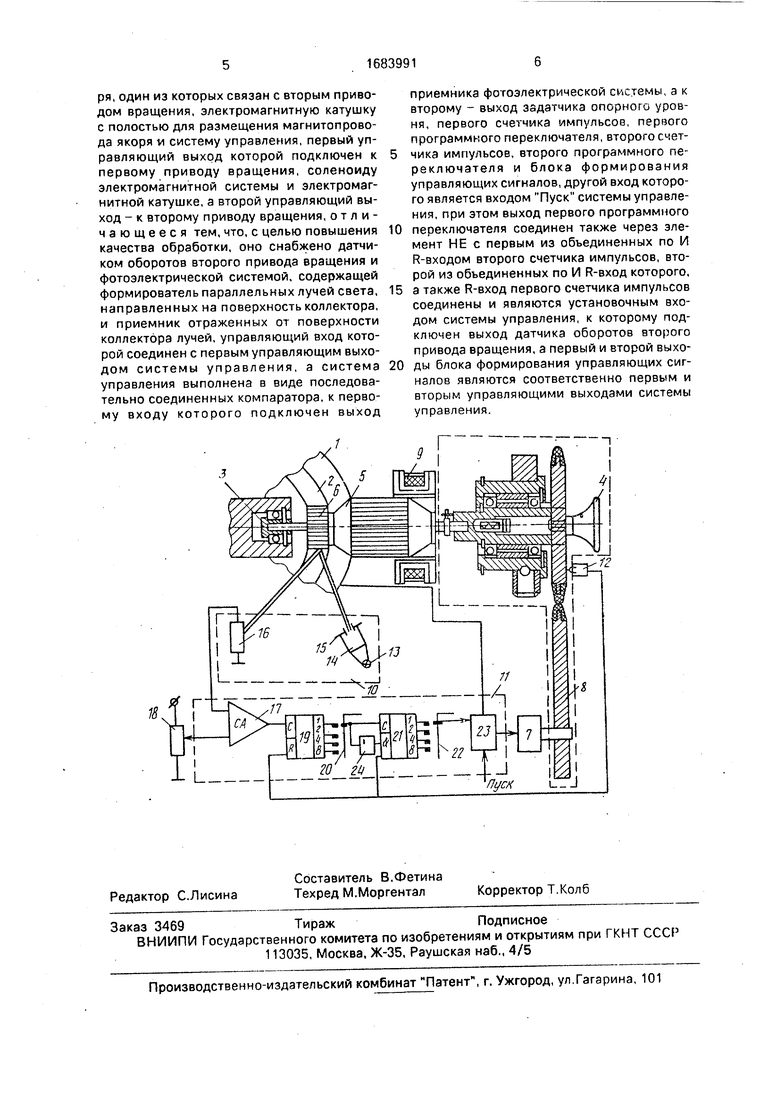
На чертеже приведена функциональная схема устройства для магнитно-абразивной обработки коллекторов якорей электрических машин.
Устройство для магнитно-абразивной обработки коллекторов электрических машин содержит электромагнитную систему с соленоидом 1 и вертикально установленными полюсными наконечниками 2, которые связаны с первым приводом вращения (не показан). Между полюсными наконечниками 2 расположены узлы 3 и 4 для установки вала якоря 5 с обрабатываемым коллектором 6, при этом узел 4 установки вала якоря 5 связан с вторым приводом 7 вращения через фрикционную передачу 8 и электромагнитной катушкой 9, в полости которой располагается магнитопровод якоря 5 со смещением относительно ее края, устанавливаемым экспериментально в зависимости
ОТ типа .о Mawnv ПОЛЮСНЫМИ НЭКОНвЧо
00 CJ
о о
никами 2 и коллектором б якоря 5 находится магнитно-абразивный порошок.
Устройство содержит также фотоэлектрическую систему 10, систему 11 управления и датчик 12 оборотов второго привода 7 вращения. Фотоэлектрическая система 10 содержит формирователь параллельных лучей света, направленных на поверхность коллектора 6 якоря 5, выполненный в виде источника 13 света, линзы 14, диафрагмы 15, и фотоприемник 16 отраженных от поверхности коллектора б лучей.
Система 11 управления выполнена в виде последовательно соединенных компаратора 17, к первому входу которого подключен выход фотоприемникэ 16 фотоэлектрической системы 10, а к второму - выход задатчика 18 опорного уровня, первого счетчика 19 импульсов, первого программного переключателя 20, в котором установлено число, соответствующее числу ламелей коллектора 6, второго счетчика 21 импульсов, второго программного переключателя 22 с установленным в нем числом, равным числу контрольных проверок коллектора 6 и блока 23 формирования управляющих сигналов, другой вход которого является входом Пуск системы 11 управления.
Выход первого программного переключателя 20 соединен также через элемент 24 НЕ (инвертор)с первым из объединенных по И R-входом второго счетчика 21 импульсов, второй из объединенных по И R-вход которого, а также R-вход первого счетчика 19 импульсов соединены и являются установочным входом системы 11 управления, к которому подключен выход датчика 12 оборотов второго привода 7 аращения.
Первый и второй выходы блока 23 формирования управляющих сигналов являются соответственно первым и вторым управляющими выходами системы 11 управления, при этом первый управляющий выход подключен к первому приводу вращения, соленоиду 1 электромагнитной системы, электромагнитной катушке 9 и управляющему входу фотоэлектрической системы 10, а второй управляющий выход - к второму приводу 7 вращения.
Устройство для магнитно-абразивной обработки коллекторов якорей электрических машин работает следующим образом.
После получения команды Пуск в системе 11 управления вырабатывается сигнал для включения первого привода вращения полюсных наконечников 2, катушки соленоида 1, второго привода 7 вращения и источника 13 света фотоэлектрической системы 10. После этого начинается абразивная обработка поверхности коллектора б, в процессе которой меняется ее шероховатость. Соответственно этому изменяется интенсивность отраженных от поверхности коллектора 6 лучей света, сформированных источником 13 света, линзой 14 и диафрагмой 15, которые воспринимаются фотоприемником 16.
Импульсный сигнал, амплитуда которо0 го пропорциональна чистоте поверхности коллектора 6, с выхода фотоприемникз 16 поступает на первый вход компаратора 17 системы 11 управления. На второй вход компаратора 17 поступает опорный сигнал, со5 ответствующий необходимому классу чистоты обрабатываемого коллектора 6. При достижении амплитудой импульсного сигнала величины опорного сигнала на выходе компаратора 17 появляется сигнал, ко0 торый отсчитывается первым счетчиком 19 импульсов, сброс которого производится после каждого оборота коллектора 6 датчиком 12 оборотов второго привода 7 вращения. Когда число импульсов, отсчитанных
5 первым счетчиком 19 импульсов, равно числу, установленному на первом программном переключателе 20, на его выходе появляется импульс, который отсчитывается вторым счетчиком 21 импульсов. При
0 совпадении количества импульсов, отсчитанных вторым счетчиком 21 с числом, установленным во втором программном переключателе 22, на его выходе пояаляется сигнал, отключающий блок 23 формирова5 ния управляющих сигналов. Это означает, что все ламели коллектора 6 обработаны до заданного класса чистоты и обработка завершена.
Если не все ламели коллектора 6 обра0 ботаны до заданного класса чистоты, то на выходе первого программного переключателя 20 импульс не появляется, и тогда сигнал с выхода датчика 12 оборотов второго привода 7 вращения совместно с инверс5 ным сигналом с выхода элемента 24 НЕ осуществляет сброс второго счетчика 21 импульсов в нулевое состояние/что означает необходимость ловторения цикла обработки.
0 Автоматический контроль поверхности обрабатываемых коллекторов б якорей 5 электрических машин позволяет повысить качество обработки.
Формула изобретения
5 Устройство для магнитно-абразивной обработки коллекторов якорей электрических машин, содержащее электромагнитную систему с соленоидом и полюсными наконечниками, связанными с первым приводом вращения, узлы установки вала якоря, один из которых связан с вторым приводом вращения, электромагнитную катушку с полостью для размещения магнитопрово- да якоря -и систему управления, первый управляющий выход которой подключен к первому приводу вращения, соленоиду электромагнитной системы и электромагнитной катушке, а второй управляющий выход - к второму приводу вращения, отличающееся тем, что, с целью повышения качества обработки, оно снабжено датчиком оборотов второго привода вращения и фотоэлектрической системой, содержащей формирователь параллельных лучей света, направленных на поверхность коллектора, и приемник отраженных от поверхности коллектора лучей, управляющий вход которой соединен с первым управляющим выходом системы управления, а система управления выполнена в виде последовательно соединенных компаратора, к первому входу которого подключен выход
приемника фотоэлектрической системы, а к второму - выход задатчика опорного уровня, первого счетчика импульсов, первого программного переключателя, второго счетчика импульсов, второго программного переключателя и блока формирования управляющих сигналов, другой вход которого является входом Пуск системы управления, при этом выход первого программного
переключателя соединен также через элемент НЕ с первым из объединенных по И R-входом второго счетчика импульсов, второй из объединенных по И R-вход которого,
а также R-вход первого счетчика импульсов соединены и являются установочным входом системы управления, к которому подключен выход датчика оборотов второго привода вращения, а первый и второй выходы блока формирования управляющих сигналов являются соответственно первым и вторым управляющими выходами системы управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки | 1984 |
|
SU1234167A1 |
| Устройство автоматической центрировки оптических деталей | 1980 |
|
SU901874A1 |
| Устройство для дуговой сварки с поперечными колебаниями сварочной горелки | 1983 |
|
SU1133059A1 |
| Устройство для программного управления сварочным станком | 1988 |
|
SU1661734A1 |
| Устройство для автоматической центрировки линз | 1982 |
|
SU1027561A1 |
| Устройство для автоматического регулирования подачи топлива и скорости движения конвейера бисквитных печей | 1938 |
|
SU59424A1 |
| Устройство для регистрации индикаторных диаграмм поршневых машин | 1988 |
|
SU1597634A1 |
| Устройство для измерения длины шерстяных тканей | 1987 |
|
SU1423948A1 |
| Вентильный электродвигатель | 1979 |
|
SU904135A1 |
| Многошпиндельный гайковерт | 1983 |
|
SU1142814A1 |
Изобретение относится к электромашиностроению и предназначено-для магнитно- абразивной обработки коллекторов якорей электрических машин. Целью изобретения является повышение качества обработки. В устройство введена система контроля обрабатываемой поверхности, содержащая датчик оборотов привода вращения якоря, и фотоэлектрическая система, в состав которой входят формирователь параллельных лучей света, направленных на обрабатываемую поверхность, и приемник отраженных от этой поверхности лучей. Система управления выполнена в виде последовательно соединенных компаратора, к первому входу которого подключен выход приемника фотоэлектрической системы, а к второму - выход задатчика опорного уровня. Она также содержит первый счетчик импульсов, первый программный переключатель, второй счетчик импульсов, второй программный переключатель и блок формирования управляющих сигналов, другой вход которого является входом Пуск системы управления, а к установочному входу системы управления подключен выход датчика оборотов привода вращения якоря. 1 ил. (Л С
,7
| Устройство для магнитно-абразивной обработки | 1984 |
|
SU1234167A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
