Изобретение относится к электромашиностроению, в частности к механической обработке коллекторов якорей электрических машин малой и средней, мощности, а также может быть использовано в других областях народного хозяйства, где необходима магнитно- абразивная обработка изделий типа тел вращения.
Цель изобретения - повышение производительности и качества при обработке коллекторов якорей электрических машин путем установки каждого якоря с возможностью вращения и осевой осцилляции при многопозиционной обработке.
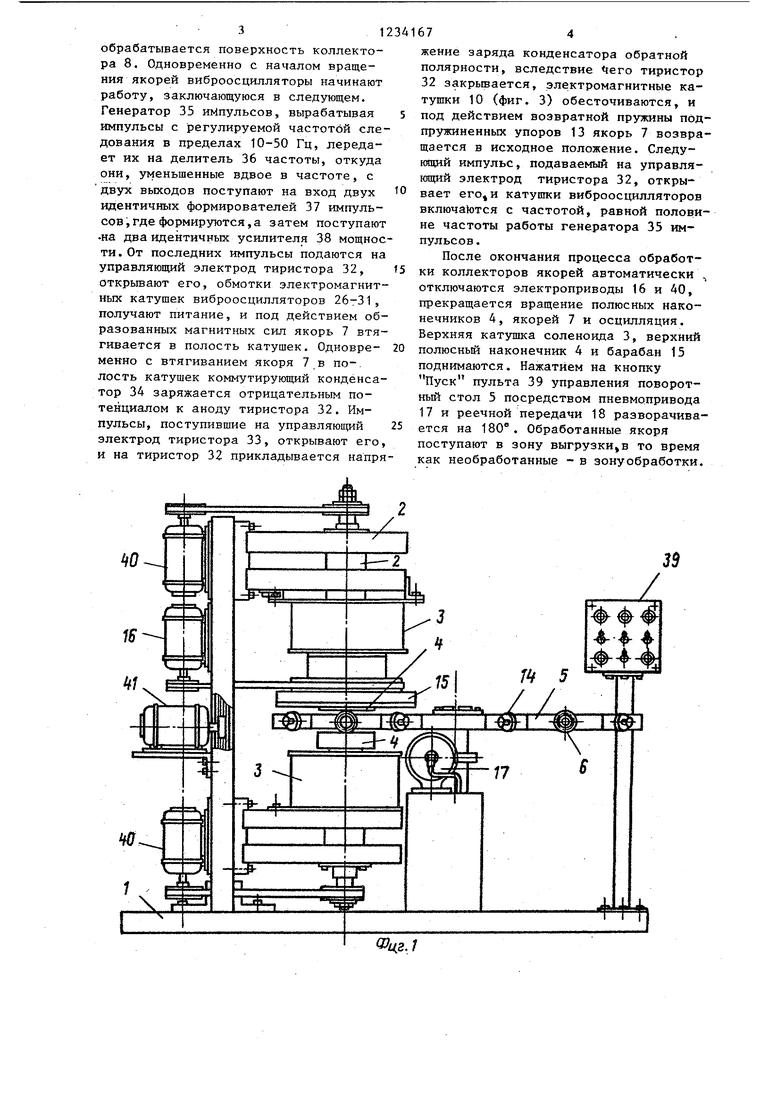
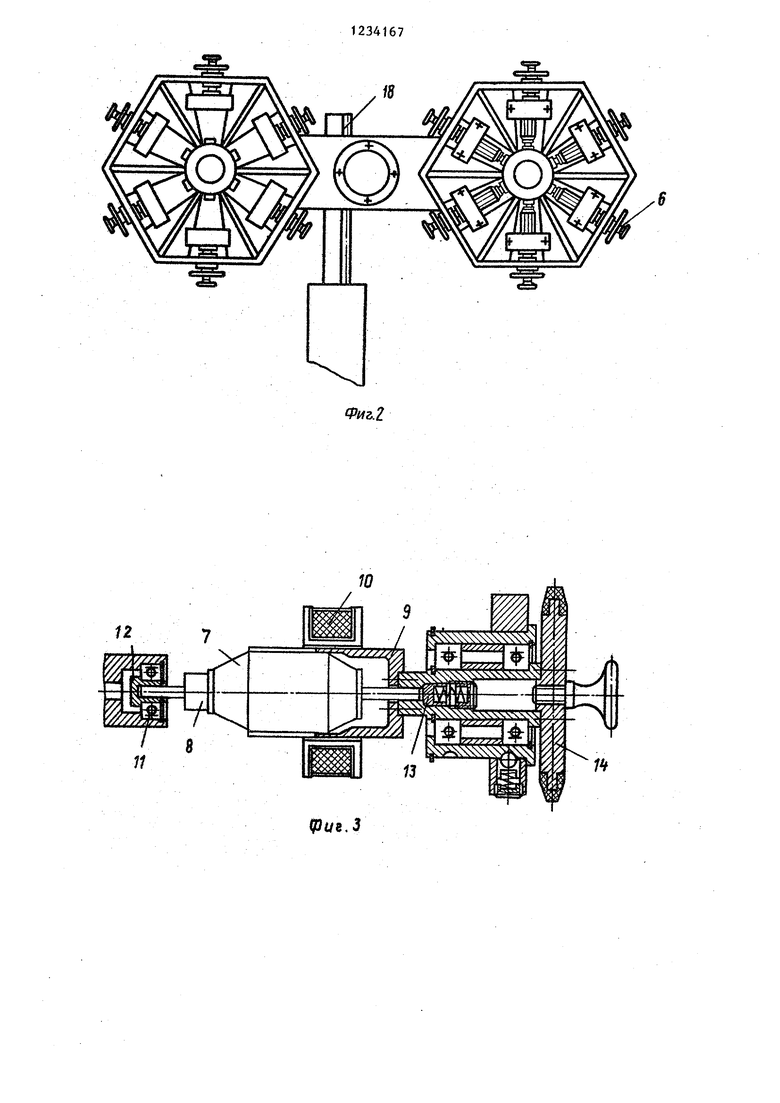
На фиг, 1 схематически изображено предлагаемое устройство, общий вид; на фиг. 2 - поворотньй двухпозицион- ный стол с узлами для установки деталей; на фиг. 3 - узел для установки детали; на фиг. 4 - схема управления электромагнитными катушками вибраторов.
Устройство для магнитно-абразивной обработки коллекторов якорей элек трических машин состоит из станины 1 (фиг. 1) на которой установлена магнитная система, состоящая из магни- топровода 2,катушки соленоида 3 и полюсных наконечников 4 чашеобразной формы,между которыми расположен двух- позицонньй поворотный .стол 5 о
На столе радиально расположены узлы 6 для установки якорей 7 с обрабатываемыми коллекторами 8 (фиг1 3). Каждый узел 6 снабжен диамагнитным стаканом 9 с посадочньм гнездом,пружиной в дне стакана и электромагнитной катушкой 10, охватьшающей диамаг- нитньш стакан с установленным в нем магнитопроводом якоря. Конец якоря 7 со стороны обрабатьшаемого коллектора 8 свободно располагают в подшипниках 11 скольжения опорного гнезда 12. Другой конец якоря 7 располагают в отверстии диамагнитного стакана 9 до соприкосновения с подпружиненным упором 13, причем жесткость пружины подбирается таким образом, чтобы сов- местно с массой якоря 7 образовать колебательную систему, собственная частота которой равна частоте заданной осцилляции обрабатываемого коллектора 8, Якорь 7 с обрабатываемым коллектором 8 овязан (фиг. 1) посредством фрикционного колеса 14 и барабана 15 с электроприводом 16. Двух
o
50
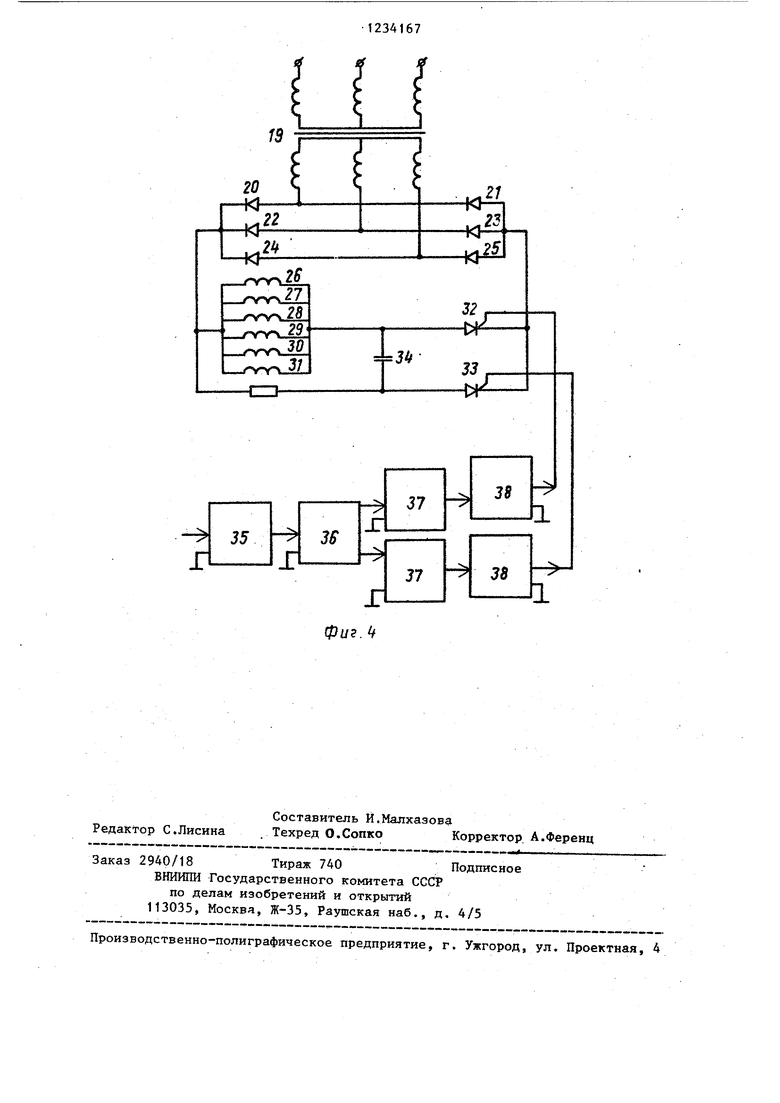
позиционньтй поворотный стол 5 для поворота вокруг оси на 180 соединен с пневмоприводом 17 (фиг. 1) через реечную передачу 18 (фиг. 2).. Система управления электромагнитными катушками 10 (фиг. 4) состоит из силовой цепи, включающей согласующий сило- вой трансформатор 19, вьшрямитель, собранньй по трехфазной мостовой схеме, которая состоит из диодов 20 - 25 обработки электромагнитных катушек виброосцилляторов 26 - 31, тиристоры 32, 33 и коммутируюш 1й конденс,атор 34. Цепь управления состоит из четы 5 рех блоков (фиг. 4): генератора 35 импульсов делителя 36 частоты, формирователя 37 импульсов и усилителя 38 мощности. Посредством цепи . управления происходит регулирование
20 частоты и длительность импульсов питания обмоток электромагнитных кату- шек виброосцилляторов 26 - 31. Работа станка регулируется пультом 39 управления. Полюсные наконечники 4
связаны с электроприводами 40 .(.Фиг.1)| а верхняя катушка соленоида 3, барабан 15 и верхний полюсньш наконечник 4 - с электроприводом 41 посредством червячной передачи.
Устройство для магнитно-абразивной обработки коллекторов электрических машин работает следующим образом. В начале работы каждую позицию двухпозиционн©го поворотного стола загружают обрабатьгоаемыми якорями 7, причем устанавливают их таким образом, что магнитопровод якоря введен в полость электромагнитных катушек 10 виброосцилляторов с некоторым смещением относительно их края.
В исходном положении, посредством электропривода 41 и червячной передачи барабан 15, верхняя катушка соленоида 3 и верхний полюсный наконечник 4 опускаются до получения необходимого зазора между поверхностью обрабатьшаемого коллектора 8 и полюсными наконечниками 4. Включением электроприводов 16 и 40 приводятся во вращение полюсные наконечники 4 и барабан 15, который через фрикционные колеса 14 сообщает вращательное движение диамагнитному стакану 9 с якорем 7. При подаче напряжения в катушки соленоида 3 из находящегося между вращающимися полюсными наконечниками 4 магнитно-абразивного материала формируется эластичная щетка , которой и
30
35
40
45
55
обрабатывается поверхность коллектора 8. Одновременно с началом вращения якорей виброосцилляторы начинают работу, заключающуюся в следующем. Генератор 35 импульсов, вырабатывая импульсы с регулируемой частотой следования в пределах 10-50 Гц, лереда- ет их на делитель 36 частоты, откуда они, уменьшенные вдвое в частоте, с двух выходов поступают на вход двух идентичных формирователей 37 импульсов , где формируются , а затем поступают на два идентичных усилителя 38 мощности. От последних импульсы подаются на управляющий электрод тиристора 32, открьшают его, обмотки электромагнитных катушек виброосцилляторов 26-31, получают питание, и под действием образованных магнитных сил якорь 7 втягивается в полость катушек. Одновре- менно с втягиванием якоря 7 в по-, лость катушек коммутирующий конденсатор 34 заряжается отрицательным потенциалом к аноду тиристора 32. Импульсы, поступившие на управляющий электрод тиристора 33, открывают его, и на тиристор 32 прикладывается напряжение заряда конденсатора обратной полярности, вследствие tero тиристор 32 закрывается, электромагнитные катушки 10 (фиг. 3) обесточиваются, и под действием возвратной пружины подпружиненных упоров 13 якорь 7 возвращается в исходное положение. Следу- кндий импульс, подаваемый на управляющий электрод тиристора 32, открывает катушки виброосцилляторов включа отся с частотой, равной половине частоты работы генератора 35 импульсов .
После окончания процесса обработки коллекторов якорей автоматически отключаются электроприводы 16 и 40, прекращается вращение полюсных наконечников 4, якорей 7 и осцилляция. Верхняя катушка соленоида 3, верхний полюсный наконечник 4 и барабан 15 поднимаются. Нажатием на кнопку Пуск пульта 39 управления поворотный стол 5 посредством пневмопривода 17 и реечной передачи 18 разворачивается на 180. Обработанные якоря поступают в зону выгрузки в то время как необработанные - в зонуобработки.
цг,1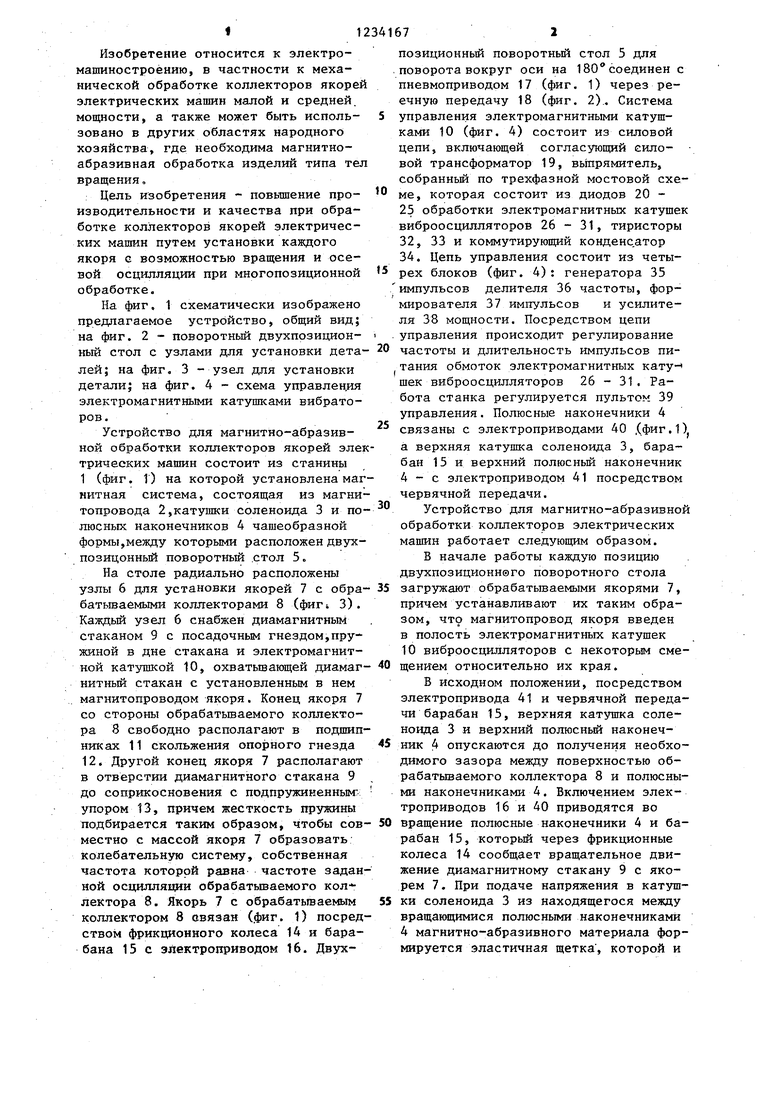
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскополировальный магнитно- абразивный станок | 1975 |
|
SU751597A1 |
| Устройство для магнитно-абразивной обработки коллекторов якорей электрических машин | 1986 |
|
SU1683991A1 |
| РЕЛЬСОВЫЙ ТОРМОЗ С ПОСТОЯННЫМИ МАГНИТАМИ | 2000 |
|
RU2185984C2 |
| Устройство для чистовой обработки ферромагнитных деталей | 1980 |
|
SU856767A1 |
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
| Устройство для объемной полировки | 1984 |
|
SU1212767A2 |
| Устройство для магнитно-абразивной обработки деталей типа тел вращения | 1986 |
|
SU1342705A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| ЭЛЕКТРОМАГНИТНЫЙ ПРИВОД ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ | 1991 |
|
RU2046540C1 |
фиг.З
Г5
Редактор С.Лисина
Составитель Й.Малхазова
Техред О.Сопко Корректор. А.Ференц
Заказ 2940/18 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Сакулевич Ф.Ю | |||
| Основы магнитно- абразивной обработки | |||
| Минск Наука и техника, 1981, с | |||
| Приспособление, заменяющее сигнальную веревку | 1921 |
|
SU168A1 |
