фие.1
Изобретение относится к станкостроению, а именно к способам шлифования.
Целью изобретения является повышение производительности,
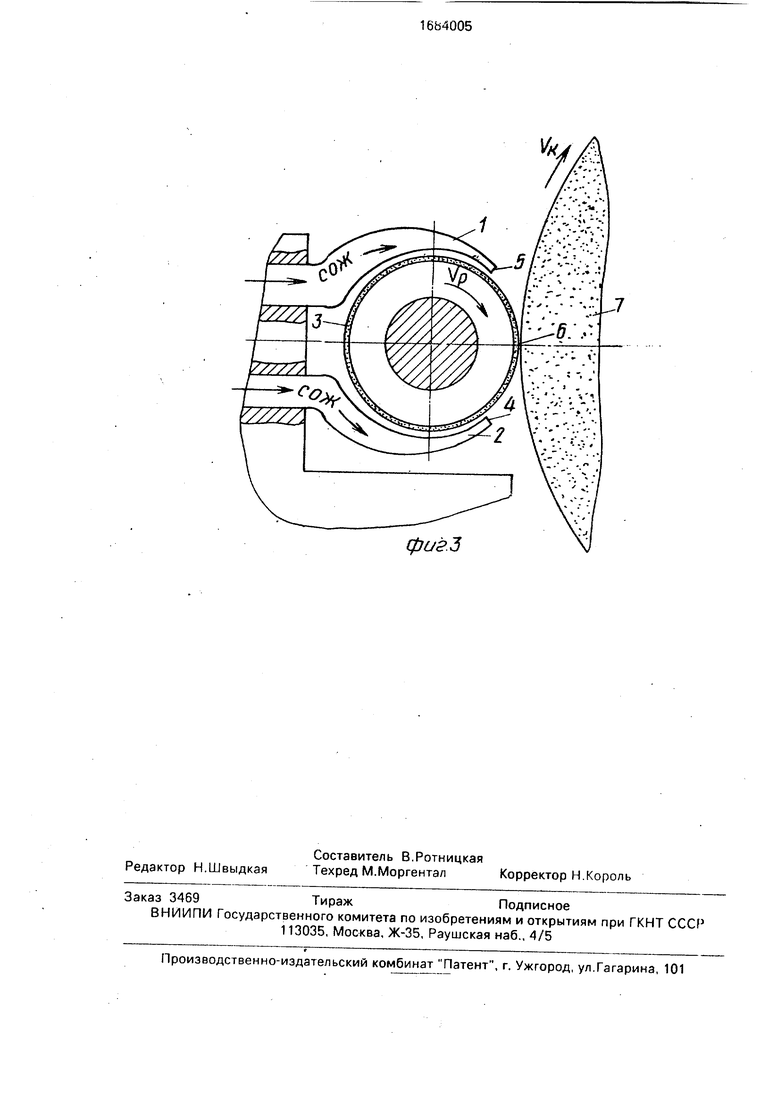
На фиг.1 приведена схема осуществле- ния способа при правке для чернового прохода; на фиг.2 - то же, при правке для чистового прохода; на фиг.З - схема устройства для осуществления способа.
Устройство для осуществления способа содержит систему подачи смазочно-охлаж- дающей жидкости (СОЖ) с двумя соплами 1 и 2, схватывающими правящий ролик 3, при этом выходные отверстия 4 и 5 сопел 1 и 2 направлены в зону б правки симметрично ролику 3.
Способ осуществляют следующим образом.
При шлифовании кругом 7 заготовки с черновым и чистовым проходами роликом 3 з зону 6 правки подается СОЖ. При этом осуществляют непрерывную правку круга 7 с режимами для чернового прохода с подачей СОЖ из сопла 1 против равнодействующей V векторов окружных скоростей круга 7 VK и ролика 3 Vp. В этом случае СОЖ легко проникает в зону б из-за пониженного давления в этой зоне. При правке круга 7 он имеет более развитой рельеф, большую режущую способность и более быстро и не- ровно обрабатывает деталь. При правке
круга 7 с режимами для чистового прохода СОЖ подают по указанной равнодействующей V из сопла 2, В этом случае в клиновой области зоны б создается повышенное давление, поэтому СОЖ, подаваемая в эту зону, препятствует эвакуации шлама, в связи с чем круг 7 имеет более гладкий рельеф и годится для качественного чистового прохода.
Пример. Заготовку из материала ВЖ-98 шлифуют кругом 92А35ПС27К5 ПП600-63-305 с непрерывной правкой роликом АСК400/315 с врезной подачей 0,14 мм/мин. При шлифовании в зону правки подают Аквопол-1. При подаче СОЖ указанным способом производительность повышается на 30-50%.
Формула изобретения Способ шлифования с непрерывной правкой круга роликом с различными режимами для чернового и чистового проходов, при котором в зону правки подают смазоч- н о-о хлаж дающую жидкость (СОЖ), отличающийся тем, что, с целью повышения производительности, при правке круга с ое- жимами для чернового прохода СОЖ подают против равнодействующей векторов окружных скоростей круга и ролика, а при правке круга с режимами для чистового прохода - по указанной равнодействующей.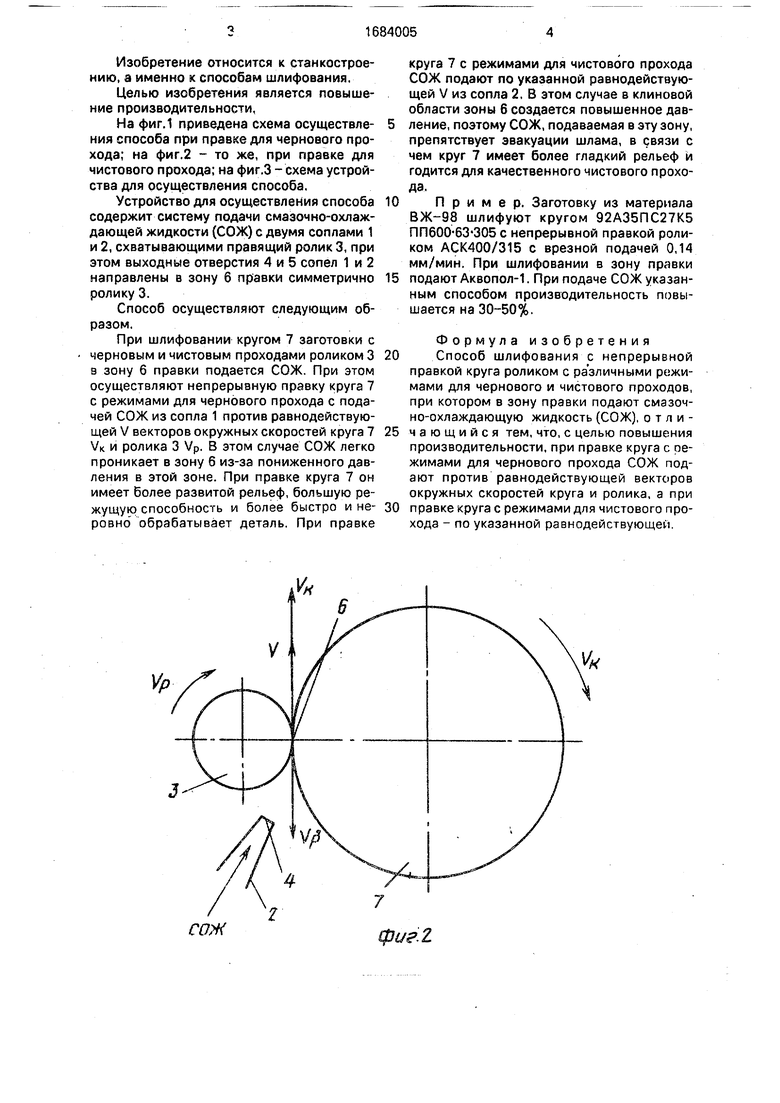
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2182531C2 |
| Способ правки шлифовального круга алмазным роликом | 1987 |
|
SU1523320A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288829C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152294C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152861C2 |
| Способ шлифования и устройство для его осуществления | 1987 |
|
SU1526966A1 |
| Способ изготовления деталей на плоскошлифовальных станках | 1987 |
|
SU1618591A1 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
Изобретение относится к станкостроению, а именно к способам шлифования. Целью изобретения является повышение производительности. При шлифовании кругом 7 заготовки осуществляют непрерывную правку круга 7 роликом 3 с различными СОЖ режимами для чернового прохода и чистового прохода и подают смазочно-охлаждаю- щую жидкость (СОЖ) в зону правки 6. При правке круга 7 с режимами для чернового прохода СОЖ подают против равнодействующей V векторов окружных скоростей круга 7 VK и ролика 3 Vp из сопла 1, выходное отверстие 5 которого направлено в зону 6. При правке круга 7 с режимами для чистового прохода СОЖ подают по указанной равнодействующей. При подаче против равнодействующей СОЖ вымывает шлам из зоны 6 и круг 7 получается более шероховатый и легче шлифует заготовку. При подаче по равнодействующей шлам не удаляется и заготовка качественнее шлифуется по чистовому режиму. 3 ил. Ё о 00 4 О о ел
СОЖ
7
фиг.I
фиаЗ
| Оптимизация режимов правки шлифовального круга - РЖ Технология машиностроения, 1988, № 12, 12А82. |
