Изобретение относится к технике оптимизации режима работы машины и может быть использовано во всех областях народного хозяйства, в частности в машиностроении при оптимизации режима резания на металлорежущих станках, например, на многокруговых круглошлифовальных.
Известен способ оптимизации режима резания на металлорежущих станках путем управления следяще-регулировочными приводами станка по результатам произведенного поиска сочетаний параметров процесса резания (сечение среза, скорость резания и подача) по экстремуму критерия оптимальности) (скорость износа инструмента) с использованием постоянных составляющих (критерия оптимальности, ограничений по параметрам процесса, величины допустимого износа), определяемых обработкой априорной информации о параметрах процесса, и текущего значения критерия оптимальности (скорость износа инструмента), вычисляемой на основе непосредственного измерения износа инструмента при его принудительном промежуточном выводе из зоны резания.
Недостатками известного способа являются следующие:
1. Информация об износе не текущая, а апостериорная, так как измерение износа производят при принудительном выводе инструмента из зоны обработки, т. е. по окончании данного промежутка (например, длины детали) обработки, и вычисление и регулирование последующих режимов по скорости предыдущего износа не есть оптимальные.
2. Зачастую скорость износа инструмента не может служить критерием оптимальности, так как этот критерий не влияет, в частности, при применении активного контроля, на точность размера обрабатываемой поверхности.
Не может этот критерий характеризовать и производительность процесса, так как величина износа, а следовательно, и скорость износа, могут изменяться, например, в зависимости от изменения характеристики материала инструмента и детали даже без изменения режимов обработки (см. Лурье Г.Б. Шлифование металлов. М. Машиностроение, 1969, с. 22-24). При прочих равных условиях, например, автоматическая смена изношенного инструмента или его заправка за минимальное (по сравнению с временем обработки) время или за промежуток времени между установками очередной детали на станке, очевидно, что от скорости износа инструмента производительность не страдает (см. то же, с. 22-23), так как объемный или весовой износ круга, например, шлифовального Qa за какой-либо промежуток времени равен объему или весу металла Qм, сошлифованному с детали за тот же промежуток времени, умноженному на удельный объем q, т. е. Qa q˙Qм и при q const между Qa и Qм прямая пропорциональная зависимость. Как отметили выше, не страдает от скорости износа инструмента и точность обработки.
3. Сечение среза F, скорость резания V, подача S, определяемые по оптимальной величине износа инструмента Δu (в пределах допустимого значения) не всегда характеризуют возможности станка. Например, S и V в пределах, допустимых паспортом станка. F a x b, или F 1/2 (a x b) в зависимости от принятой формы стружки. Например, при шлифовании (см. то же с. 12-14) b ширина среза есть функция от толщины среза а, тогда как а есть функция от удельного съема металла Qуд. Но, например, при шлифовании с продольной подачей, QудS˙V˙t (см. то же, с. 146), где t подача инструмента на глубину резания. Следовательно, F есть функция от S, V, t, т.е. Ff(S,V,t). На основании анализа литературных источников (см. например, Корсаков В.С. Точность механической обработки. М. Машгиз, 1961, с. 226-227 и с. 235) можно записать, что и Δu есть функция от S, V и t и времени обработки τ или длины пути l. Так как при известном способе оптимизации режимов величину износа Δu определяют при выходе инструмента из зоны обработки, т.е. по окончании длины обработки l, то Δu= C˙l˙Sx˙ Vy˙ tz; (см. то же, с. 235), где С коэффициент, зависящий от условий обработки, х, у, z показатели степени при режимах резания.
При шлифовании зависимость удельного износа инструмента от режимов равна выражению Q =C
=C . Выше было указано, что t˙S˙V Qуд. Обычно на современных шлифовальных станках скорость круга поддерживается постоянной, т.е. vкр const. Тогда Qa' C' ˙Qудх2; Но Q
. Выше было указано, что t˙S˙V Qуд. Обычно на современных шлифовальных станках скорость круга поддерживается постоянной, т.е. vкр const. Тогда Qa' C' ˙Qудх2; Но Q
 или Q
или Q
 , так как вместо τ мы приняли l. Объемный износ круга например, при круглом шлифовании с продольной подачей будет равен величине
, так как вместо τ мы приняли l. Объемный износ круга например, при круглом шлифовании с продольной подачей будет равен величине
Qa мкм Так ка к число оборотов круга, nкр диамет- ром Dкр равно nкр
мкм Так ка к число оборотов круга, nкр диамет- ром Dкр равно nкр , то Qa vкр˙l ˙ Δu. При vкр сonst и l const; Qa' C'' ˙Δu и Q
, то Qa vкр˙l ˙ Δu. При vкр сonst и l const; Qa' C'' ˙Δu и Q =
=  C″·Δu. С другой стороны Qa' C' ˙Qудхx2. Приравняв выражения получим C'' ˙ Δu= C' ˙Qудх2 (а).
C″·Δu. С другой стороны Qa' C' ˙Qудхx2. Приравняв выражения получим C'' ˙ Δu= C' ˙Qудх2 (а).
В технической литературе (см. например, Терган В.С. и др. Шлифование на круглошлифовальных станках. М. высшая школа, 1972, с. 202-203) указано, что радиальная сила Ру равна Ру Ср ˙Qш, а мощность шлифования Nшл равна Nшл CN ˙Qмn, где Qм минутный съем металла. Аналогично вышеизложенному, можно принять
Nшл CN'˙Qудn (б) и Ру Ср' ˙Qуд. Подставляя (б) в (а) получим
C''˙Δu Cк˙ Nшлр, где Р  или C''' ˙l˙ Sx Vу˙tz Cк˙ Nшлр. Для упрощения предположим, что х y z p 1. Тогда имеем:
или C''' ˙l˙ Sx Vу˙tz Cк˙ Nшлр. Для упрощения предположим, что х y z p 1. Тогда имеем:
Δu Co ˙S ˙V˙ t Cк ˙Nшл.
Если рассмотреть теперь влияние свойств обрабатываемого металла на величину износа инструмента, то можно установить, что при обработке некоторых сталей, например, аустенитной, нержавеющей с содержанием в химическом составе 0,1% серы, обеспечивается увеличение удельного съема металла на единицу изношенного круга до 10 раз, иными словами, на единицу снятого металла износ инструмента уменьшается в 10 раз.
Естественно, чтобы поддерживать величину износа Δu в принятых (оптимальных) пределах, необходимо при создавшейся ситуации увеличить произведение сочетаний параметров процесса S, V и t в 10 раз. При этом радиальная сила Ру увеличится в 10 раз. В результате этого не хватит мощности станка, погрешность формы и шероховатость поверхности детали будут значительно больше допустимых, деталь может вылететь из центров и произойдет поломка станка.
Резюмируя сказанное, отметим, что в известном способе в целом нет повышения эффективности процесса обработки, а только эффективность износа инструмента. Также необходимо отметить, что при алмазном инструменте практически нет износа, так как износ в 100-200 раз меньше.
Оптимальность процесса наилучшим образом оценивают такие критерии, как максимально допустимая производительность или минимальная себестоимость, а не оптимальный износ инструмента.
Возможности станка и качество обработанной поверхности лучше и надежнее характеризуется такими параметрами, как мощность резания Nрез, радиальная сила Ру, следовательно, тангенциальная сила Pz и суммарные упругие отжатия технологич- ской системы Σ Δyсистyсист режимы допуска- емые паспортом станка, а также величина допускаемого дефектного слоя или прижога поверхности детали, погрешность ее формы ΔΦ и шероховатость Ra или Rz, а не величина допустимого износа инструмента Δu и сечение среза F.
Цель настоящего изобретения состояла в разработке такого способа оптимизации режима работы оборудования, при котором есть эффект, и не только по производительности, но и качеству продукции при одновременном снижении себестоимости.
В соответствии с изобретением в качестве критерия оптимальности выбирают критерий, наиболее соответствующий физике процесса, например, производительность, в продолжении всего рабочего процесса обеспечивают режимы работы, близкие к вычисленным, при этом для вычисления оптимальных режимов используют соответствующие значения коэффициентов критерия оптимальности и ограничений и дополнительно корректируют режимы по изменению текущей информации.
Итак, общими признаками прототипа и предложения являются: оптимизация режима обработки на станке со следяще-регулировочными приводами, заключающаяся в том, что налагают ограничения на режим по возможностям станка, например, по мощности обработки, а регуляторы подач предварительно настраивают на заданные уровни срабатывания и работы для периода врезания, чернового и чистового этапов и периода "послеокончания" обработки, причем предельные режимы для настройки определены на ЭВМ по априорной информации (например, величины допустимого износа инструмента) путем решения математической модели процесса из математических зависимостей от режимов резания в виде критерия оптимальности и ограничений, налагаемых на режим, причем коррекцию режима обработки производят периодически по апостериорной информации (например, на основе измерения износа инструмента, о котором можно судить или непосредственно, измеряя его как в прототипе, или косвенно, определяя наличие износа круга и необходимости правки при выходе размера детали за пределы допуска).
В связи с вышеизложенным, целью изобретения является повышение эффективности процесса и качества обработки.
Поставленная цель достигается тем, что на станке, например, многоинструментальном, со следяще-регулировочными приводами, в т.ч. приборами активного контроля (ПАК), налагают ограничения на режим по возможностям станка, например, по мощности обработки, а ПАК и приводы, в т.ч. регуляторы подач, предварительно настраивают на заданные уровни срабатывания и работы для периода врезания, чернового и чистового этапов и периода "послеокончания" обработки ("послеоперационного" периода), причем предельные режимы для настройки определены на ЭВМ (стационарном или мини) по априорной информации путем решения математической модели процесса из математических зависимостей от режимов резания в виде критерия оптимальности (или оценочной функции) и ограничений, налагаемых на режим, а ПАК настроены (вручную или автоматически), исходя из технологических, в т.ч. размерных, параметров чертежа и техпроцесса, при этом коррекцию режима обработки и настройки ПАК производят периодически по апостериорной информации, при этом дополнительно корректируют режим, например, подачу, путем изменения степени открытия-закрытия дроссельной заслонки регулятора подач на каждом этапе цикла по тем ограничениям и технологическим параметрам, имеющим доминирующее значение и выход за пределы допустимого на данном этапе обработки, слежение за которыми осуществляют визуально или автоматически регистрирующими контрольными приборами, в т.ч. ПАК и датчиками, причем на этапе врезания устанавливают дроссельную заслонку на максимально допустимое открытие и по мере вступления в работу очередного инструмента (одного, двух и т.д.) дифференцировано уменьшают подачу до граничной величины чернового этапа, закрывая заслонку, т.е. корректируют по текущей информации по количеству одновременно работающих инструментов, а при переходе на черновой режим подачу, установленную в пределах расчетных для чернового режима, корректируют по результатам замеров мощности резания, например, по току нагрузки на приборе, величину которой устанавливают в пределах расчетно допустимой, а по мере ее выхода за пределы установленного изменяют подачу так, чтобы поддерживать мощность резания постоянной, по результатам изменения которой изменяют положение дроссельной заслонки подачи, и, наконец, на чистовом этапе подачу, установленную в пределах расчетных для чистового режима, из чернового на который происходит переход (вручную или автоматически от команды ПАК по достижении заданного размера обрабатываемой поверхности для начала чистовой обработки), дополнительно корректируют по результатам замеров температуры в зоне резания, для чего от датчика температуры преобразования информация передается на визуальный прибор наблюдения и по выходе температуры в зоне резания за пределы допустимого, подачу корректируют в сторону уменьшения, а после окончания обработки и выходе размера за пределы допустимого производят правку кругов.
Все это дает возможность повысить эффективность процесса, в т.ч. производительность, обработки при одновременном повышении качества конечного продукта, например, снижение брака по диаметральным размерам, погрешностям формы в продольном и поперечном сечениях, уменьшению шероховатости поверхности и температурным деформациям.
Естественно, что максимальное повышение эффективности процесса и качества конечного продукта можно обеспечить, если оптимизацию будем осуществлять на многокруговых круглошлифовальных станках, на этих станках можно осуществить производительный цикл обработки, если текущую коррекцию осуществлять по мощности шлифования, поддерживая ее на постоянном уровне за счет дополнительной коррекции поперечной подачи шлифовальных кругов, а в случае сложного цикла обработки, содержащего в т.ч. черновой и чистовой этапы и повышенных требований по качеству шлифования, например, по отсутствию прижогов, коррекцию режимов, по крайней мере, на чистовом этапе необходимо производить по результатам оценки величины температуры в зоне шлифования.
И, наконец, в случае предусмотренного анализа качества обработки с наличием обратной связи между уровнями оценки выбранной (из многих потоков) текущей информации с одной стороны и качества с другой, производят коррекцию режима обработки по результатам сопоставительного анализа, произведенного, например, на пристаночном миниЭВМ, с учетом внесенной до анализа коррекции в режимы резания, правки, балансировки и т. д. а также ввода тепла и/или "холода" в деталь, т.е. по результатам скорректированного уровня всех 3-х видов, в т.ч. текущей, информации.
Следовательно, (основной) отличительной особенностью предложения по сравнению с прототипом является дополнительная корректировка режимов по результатам слежения за уровнем текущей информации, в качестве которой выступают ограничения, наиболее существенные из числа заданных, например, величина допустимой мощности шлифования или электродвигателя главного привода, величина допустимой температуры в зоне шлифования и т.д. При этом, можно одновременно следить (с помощью следяще-регулировочных приводов станка) за уровнями нескольких текущих потоков информации, но корректировку режимов, естественно, производить по величине доминирующей информации.
Например, если одновременно следят за уровнями мощности шлифования и температуры в зоне шлифования, то если мощность шлифования и температура за пределами допуска, то снижают режимы пока оба ограничения не войдут в поле допуска.
Это очень легко осуществить. Например, каждый следяще-регулировочный привод связан со своим дросселем в общем гидроканале (гидропривода подач) и по величине сигнала, соответствующего величине отклонения уровня текущей информации (мощности шлифования или температуры в зоне шлифования), поворачивает дроссельную заслонку в соответствующее положение, например, в сторону закрытия.
Естественно, какой сигнал доминирует в данный момент, та дроссельная заслонка больше закроется и так как гидроканал общий, то выходная величина масла (или другой жидкости), управляющая подачей шлифовальной бабки, будет соответствовать наиболее закрытому дросселю, т.е. корректировка режима производится по величине "доминирующей" текущей информации. Но часто одновременное управление необязательно. Например, с целью повышения производительности можно управлять на первых этапах цикла только по мощности шлифования, когда припуски достаточны и повышенная величина дефектного слоя (из-за допущения некоторого повышения температуры) будет удалена на последующих этапах цикла, когда обработка будет осуществляться на более приемлемых режимах. Именно такое регулирование и показано ниже, на примере осуществления способа.
Необходимо было обеспечить заданную точность размера (2-ой класс) и допустимую погрешность в поперечном сечении: при одновременной обработке двух шеек 0,01 мм, пяти шеек 0,013 мм (при некруглостях 0,005 и 0,0065 мм). Кривые распределения, характеризующие погрешности размера и формы в поперечном сечении после обработки с вышепроизведенными расчетными параметрами показали, что заданная точность обеспечивается при максимальной производительности соответственно в 0,6 и 0,8 мин/шт.
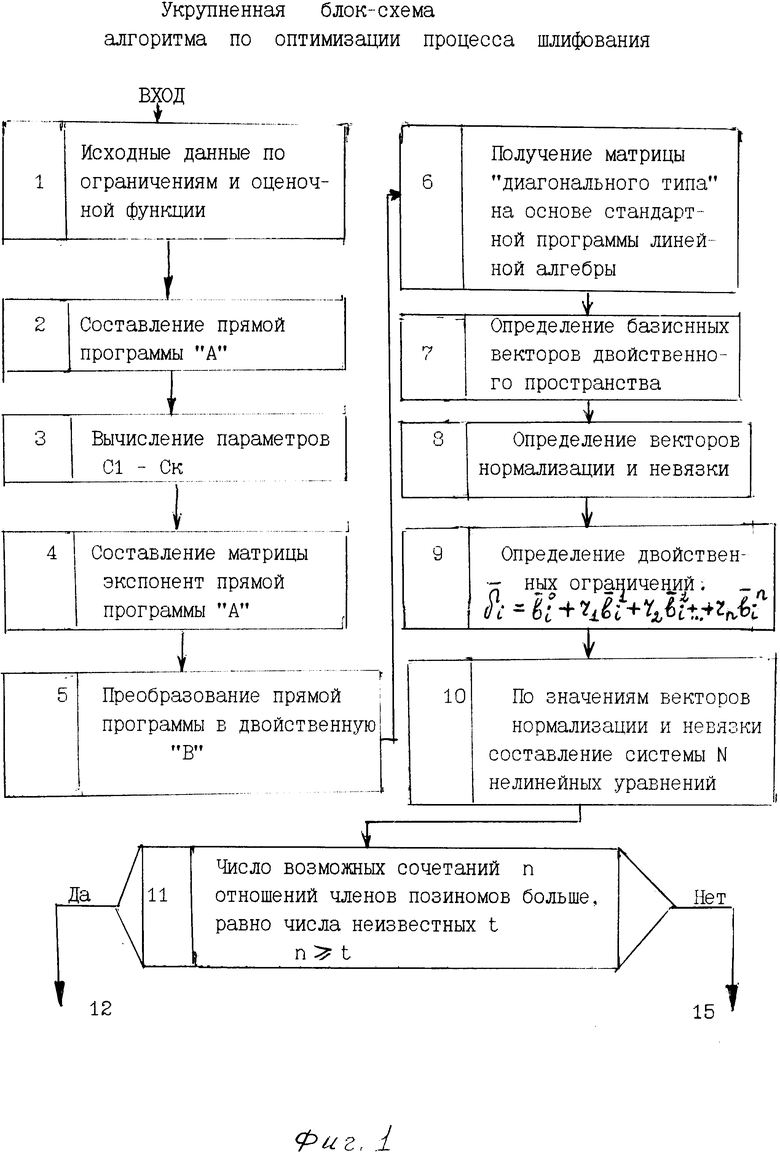
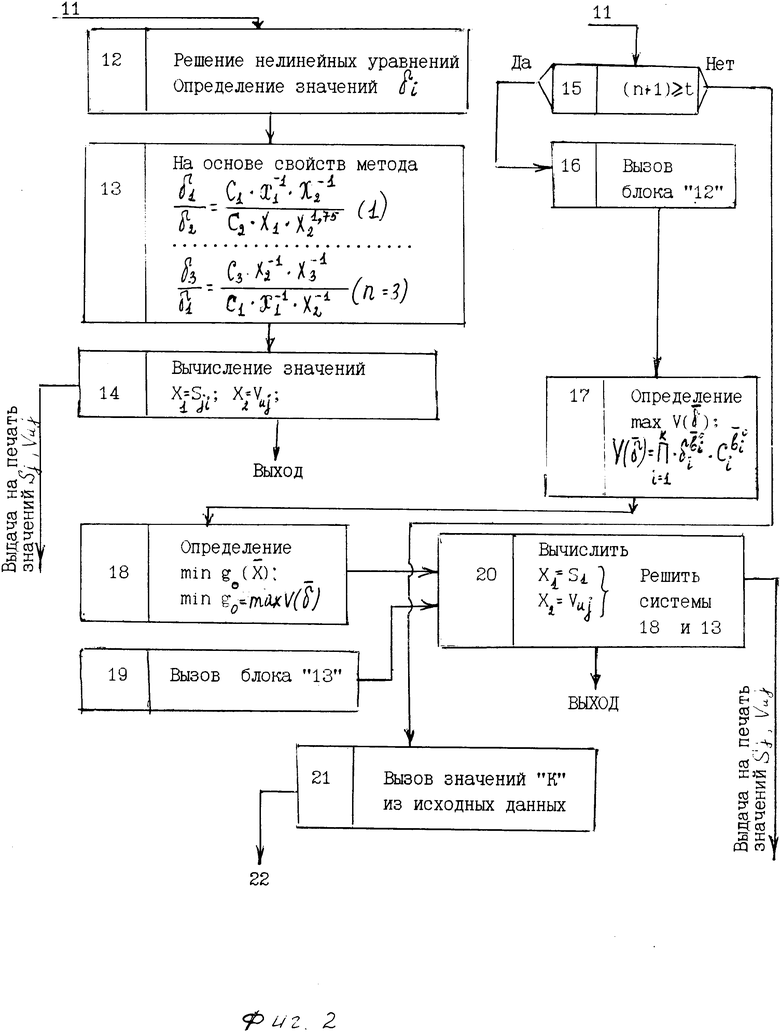
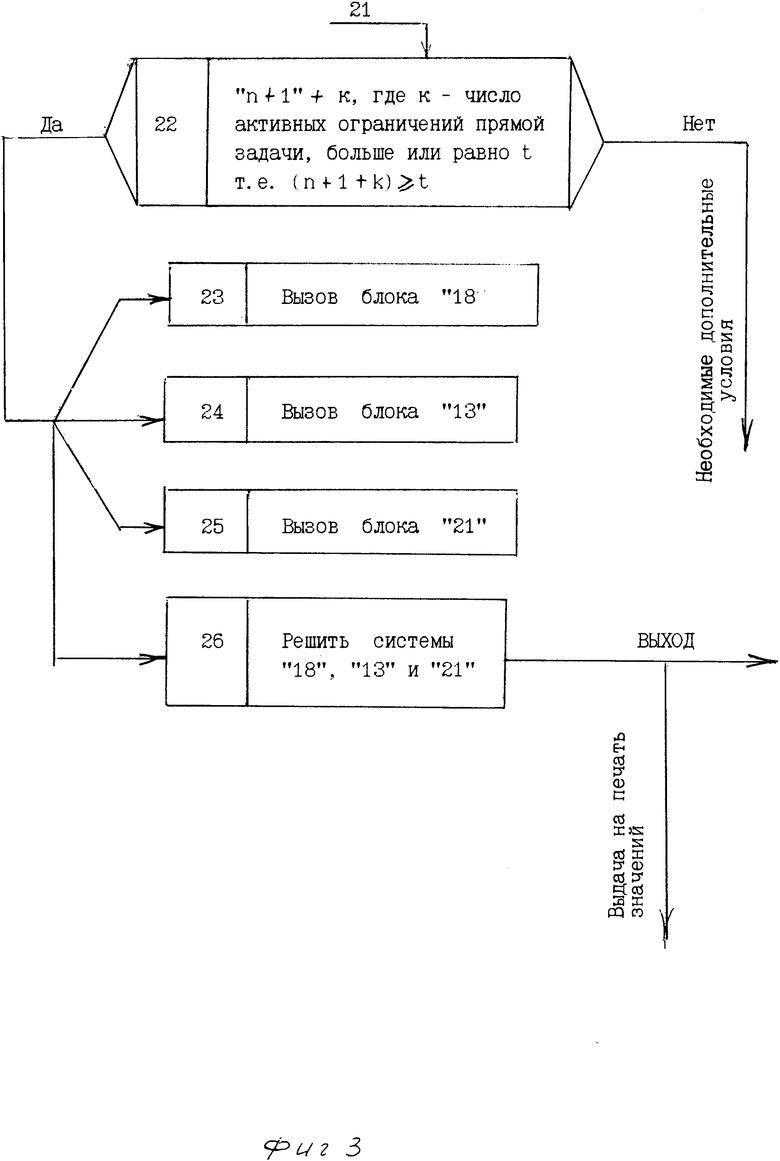
Укрупненная блок-схема алгоритма по оптимизации процесса шлифования представлена на фиг.1-3.
На основании изложенного предлагается следующая последовательность технологических приемов по оптимизации режима работы любой машины, в частности металлорежущего станка.
1. Подготавливают исходную информацию о процессе, содержащую:
а) принятую оценочную функцию критерий оптимальности;
б) существенные для данного процесса ограничения;
в) данные о прочих параметрах процесса, необходимые для решения задачи, например, размеры рабочих и холостых ходов исполнительных органов машины, размеры и качество заготовок или сырья для производства продукции и т.д. т. е. все те дополнительные данные, входящие так или иначе в состав оценочной функции и ограничений.
2. По исходной информации вычисляют, например, на ЭВМ, значения коэффициентов оценочной функции и ограничений.
3. С учетом полученных коэффициентов и информации о критерии оптимальности и ограничениях, например, информации о показателях степеней, составляющих математическую модель зависимостей, составляют программу поиска оптимальных значений искомых переменных режима работы машины.
4. Производят автоматический поиск оптимальных режимов для всего периода (цикла) работы машины или раздельно для отдельных этапов цикла.
5. По результатам произведеннего поиска управляют соответствующими приводами режима работы машины, например, в станке, приводами подач (поперечной и круговой) и поддерживают значения режимов близкими к вычисленным.
6. При необходимости режимы корректируют по результатам оценки текущей информации, а также по апостериорной информации.
7. При изменениях заданных параметров обрабатываемых деталей, а также по результатам анализа качества обработки, корректируют заданные значения априорной информации, используемой для выбора оптимальных режимов обработки.
8. Итак, в вышеуказанном порядке по алгоритму, составленному для ЭВМ на основе геометрического программирования определены оптимальные режимы для многокругового шлифования ступенчатых валов 2-го класса точности (2-х, 3-х и 5-ти шеек). Например, обработка двух шеек (du 40 и 50 мм) кругами марки Э9А4 ОСМ 2К5 характеризуется следующими режимами: врезание и обработка одной шейки Vu 25 м/мин, S 0,020 мм/об; врезание и обработка второй шейки и черновая обработка Vu 32 м/мин, S 0,008 мм/об; чистовая обработка 2-х шеек Vu 40 м/мин, S 0,002 мм/об, где S подача инструмента, а Vu круговая подача детали, а du диаметр детали.
9. Налагаем ограничение на режим по мощности обработки. На принятом станке максимальная мощность 11 кВт, которой соответствует допустимый предел тока электродвигателя (ЭД) главного привода, управляющего режимом, в т.ч. подачей шлифовального круга. При этом предел настройки тока "уставки" ЭД, состоящего из предельного тока нагрузки (9 кВт) и прочих затрат (1 кВт), соответствует 10 кВт (принятая для расчета мощность станка).
Предельный ток нагрузки складывается из постоянной величины IVmax на вращение круга и переменной величины ISmax на подачу инструмента, в соответствии с которым максимальная подача при врезании одного круга и черновом ее этапе определена S 0,020 мм/об.
По мере износа круга (например, уменьшения диаметра круга на 1/3" ISmax может быть скорректирован (например, после тысячи правок и обработки 10 или 100 тысячи деталей) до уровня ISi. Обычно принято правкой кругов управлять от одного из ПАК, а режимом от другого ПАК.
10. Настраиваем ПАК типа АК ЗМ на выключение обработки по достижении диаметрального размера на меньшем диаметре ступенчатого вала размера 40-0,01 мм. При этом в соответствии с расчетами режимов на ЭВМ станок был настроен на автоматическое переключение с черновой подачи S0,008 мм/об на чистовую S 0,002 мм/об. При этом периодическую перенастройку ПАК производили (по апостериорной информации) по мере износа ее измерительных наконечников, а подачу корректировали по апостериорной информации (по мере уменьшения диаметра кругов из-за частых правок и большого количества обработанных деталей) в пределах S0,020-0,022 мм/об (только на этапе врезания и обработки одной шейки). На остальных этапах обработки значительных отклонений от расчетных режимов не фиксировали.
11. Для того, чтобы исключить прижоги на обработанных поверхностях и исключить брак по температурным деформациям в круги были встроены специальные термопары, преобразованные сигналы от которых или в анализатор для управления подачей на чистовом этапе и подачей СОЖ к зонам шлифования. Одновременно сигналы регистрировались на специальном контрольном приборе визуально и могли служить оператору для коррекции подачи на чистовом этапе по текущей информации.
12. Итак, расчетные режимы определены, произведены настройки режимов и ПАК и прочие подготовительные работы.
Запускаем станок в работу, при этом дроссельная заслонка подачи установлена на максимальной величине S 0,020 мм/об. Начинается этап врезания по первой искре на этой подаче.
После сошлифования припуска (на сторону) 0,40 мм (у одних деталей) или 0,08 мм (у других, например, с 5-ю шейками) вступали в работу другой (или другие) круг (определялась по появлению искры у другой шейки) и подача вручную или автоматически устанавливалась в пределах чернового шлифования, например, 0,008 мм/об. у деталей с 2-мя шейками (а, следовательно кругами) и 0,004 мм/об. у деталей с 5-ю шейками (и 5-ю кругами). На черновом этапе контролировали (визуально или автоматически) соответствующую этим подачам мощность шлифования (по току нагрузки IVmax) и изменяли режим (а именно подачу) в незначительных пределах, чтобы ток нагрузки (а, следовательно, мощность шлифования) находился в заданных пределах.
После достижения первого настроечного размера du 40,1 мм или du 40,05 мм (соответственно у деталей с 2-мя или 5-ю шейками) по команде прибора активного контроля станок автоматически переключается с черновой на чистовой режим на подачу S 0,002 мм/об. или S 0,001 мм/об. (соответственно у деталей с 2-мя или 5-ю шейками). При этом осуществляли слежение за значениями температуры в зоне шлифования (по показаниям настройки на визуальном приборе) и при необходимости корректировали (вручную или автоматически) подачу на этом этапе. В нашей серии опытов выход температуры за пределы допустимого не наблюдали (очевидно, из-за хорошей подачи СОЖ). По достижении окончательного размера du 40 + 0,01 ПАК производил отключение подачи инструмента и после некоторого периода "выхаживания" деталь снимали со станка и подвергали контролю по диаметральным размерам, погрешностям формы и прижогам поверхности.
Прижогов не выявили, а погрешности формы в продольном и поперечном сечениях укладывались в пределы допуска.
Необходимость в очередной правке кругов появлялась после обработки примерно десяти деталей. Выход обработанной шейки детали за пределы поля допуска устанавливался путем непосредственного измерения деталей (в одной серии опытов, например, лабораторных) или сигнал на правку подавал сам механизм правки (в заводских условиях) от сигнала ПАК при выходе шейки вала за пределы допустимого диаметрального размера.
На основании анализа существующих рекомендаций, автоматических систем и устройств по оптимизации режимов резания предлагаются "Способ оптимизации режима работы машины (станка)", который рассматривается на примере оптимизации режимов шлифования. Способ можно осуществить путем настройки шлифовального станка на соответствующие, вычисленные на ЭВМ, режимы резания (вручную или автоматически) с последующей корректировкой (при необходимости) режимов по результатам оценки текущей информации и апостериорной. При этом, в массовом и крупносерийном производстве, где процесс обработки, например, деталей на станках, устойчив и нет надобности в частых корректировках вводимых в ЭВМ значений априорной информации настройку режимов, рассчитанных на ЭВМ (раз и навсегда до изменений условий обработки), можно производить вручную. Однако, автоматическая настройка режимов, устанавливаемых до начала обработки, непосредственно от ЭВМ целесообразна при обработке деталей мелкими сериями или при частых принудительных изменениях качественных параметров изделий, а также, когда ЭВМ можно связать с гаммой станков.
Второй путь предусматривает быстрый пересчет и выявление оптимальных режимов на ЭВМ по изложенной выше методике при изменении исходных параметров обрабатываемых деталей (например, одного класса) и автоматической настройки станка по информации от ЭВМ на выполнение оптимальных (расчетных) режимов. Пример осуществления способа (предложения) для случая автоматической оптимизации режимов резания станка при управлении приводами станка по результатам произведенного поиска непосредственно от ЭВМ показан ниже.
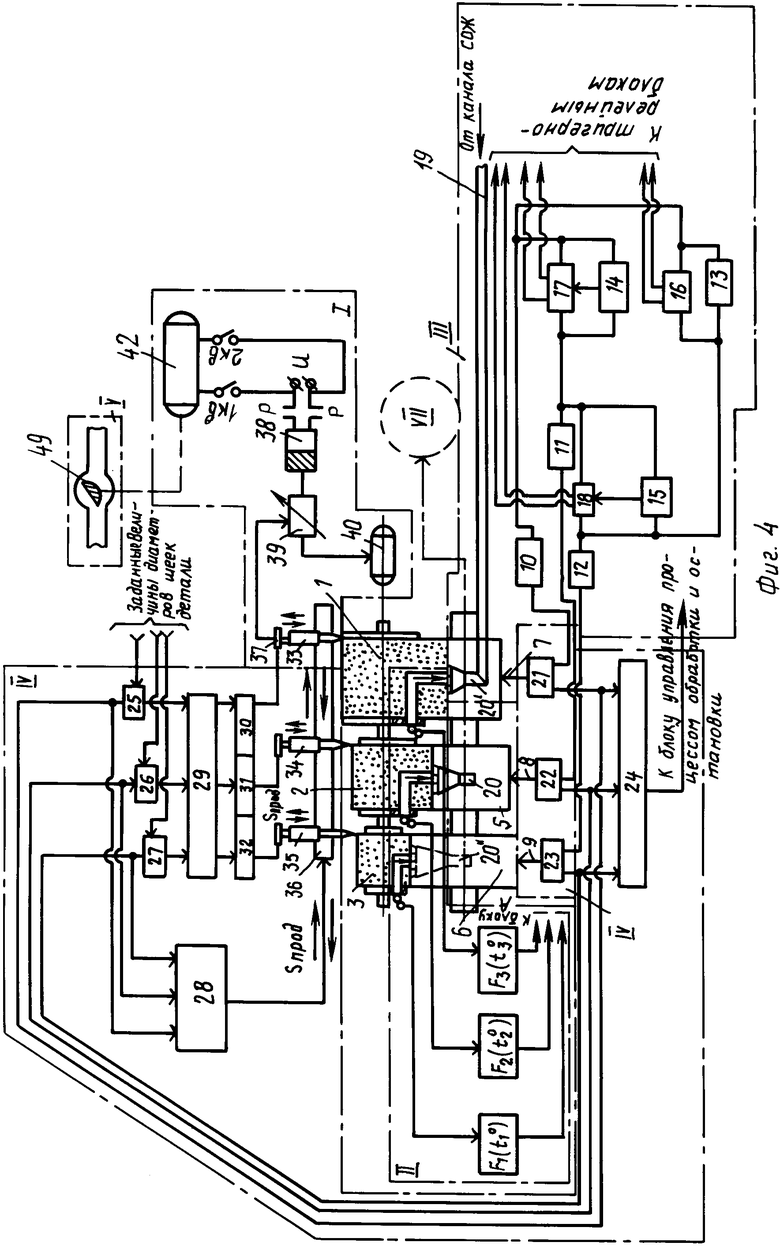
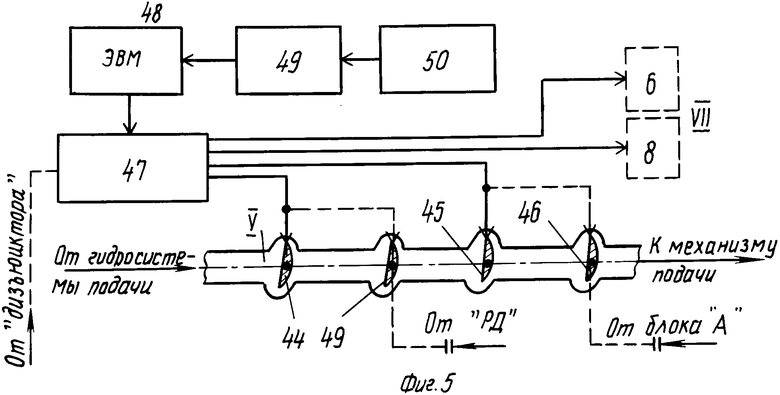
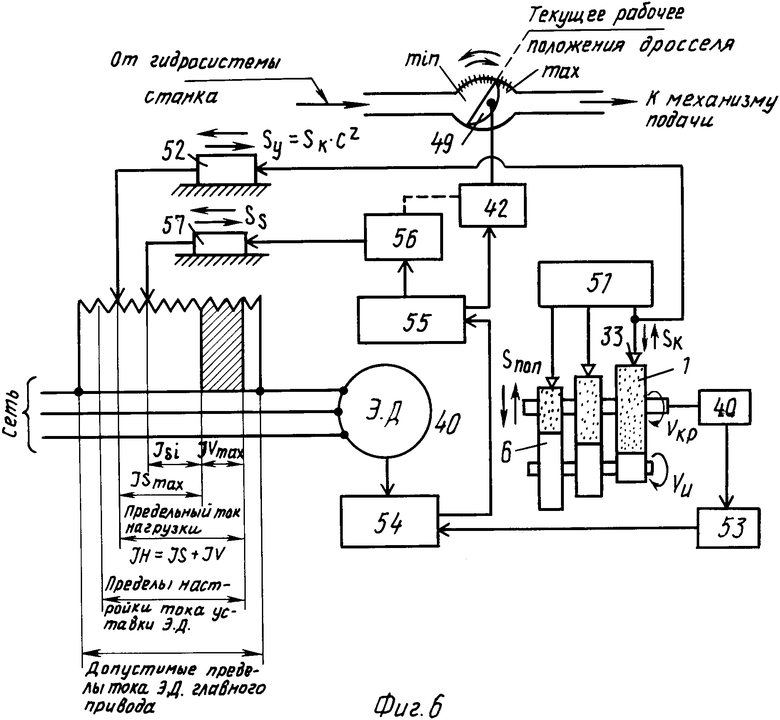
На фиг. 4 изображено устройство с отдельными узлами (самостоятельными); на фиг. 5 кинематические связи ЭВМ с органами настройки режимов станка; на фиг.6 электрическая схема устройства.
Устройство содержит (см. фиг.4) режущий инструмент, например, шлифовальные круги 1, 2, 3, взаимодействующие в процессе обработки с поверхностями 4, 5, 6 шлифуемой детали. В шлифовальные круги вделаны термодатчики, следящие за температурой в зонах контакта, сигналы с которых подаются к блоку "А". Аналогичные термодатчики содержат, например, блоки контроля 7, 8, 9 (на соответствующих шейках 4, 5, 6) попарно электрически связанных между собой через усилители 10, 11, 12 и блоки сравнения 13, 14, 15. Параллельно блокам сравнения подключены обмотки возбуждения поляризованных реле 16, 17, 18, которые электрически связывают блоки сравнения с триггерами и реле (не показаны). Последние электрически связаны с цепями управления электромагнитных золотников (не показаны), обеспечивающих в каналах СОЖ, например, 19, прохождение СОЖ с необходимыми параметрами, подаваемой из гидросистемы охлаждения станка к зоне резания через сопло, например, 20 (от соответствующих каналов, СОЖ, аналогично подается и к соплам 20', 20''). На каждой обрабатываемой шейке 4, 5, 6 детали, установлены приборы активного контроля (ПАК) 21, 22, 23, которые электрически связаны через "дизъюнктор" 24 (устройство, сочетающее в себе функции формирователя команд, т.е. имеет n входов, от каждого ПАК, независимо, какой ПАК первым подал команду на изменение режимов или остановку процесса по достижении настроечного размера, выдает сигнал на выход) с блоком управления процессом обработки (режимами) или полной остановки. Каждый ПАК электрически связан непосредственно или через "дизъюнктор" также со сравнивающими устройствами (СУ) 25, 26, 27, в которые заложены заданные величины диаметров шеек детали или перепад размеров между шейками, или отношение диаметров (в последних 2-х случаях сравнивающие устрой- ства связаны параллельно между собой в первом необязательно). Сравнивающие устройства электрически связаны с "анализатором" 28 (устройство, выполняющее так же, как и "дизъюнктор", функции формирователя команд). От сигнала любого СУ (при наличии выхода какой либо шейки за пределы допуска) срабатывает "анализатор", электрически связанный с электронным коммутатором ЭК 29, пропускающим сигналы к исполнительным органам А 30, В 31, С 32 соответствующих устройств правки 33, 34, 35, с которыми, например, кинематически связаны вышеуказанные исполнительные органы. Анализатор 28 одновременно связан, например, электрически (через преобразователь), с исполнительным органом привода продольной подачи салазок 36 (например, общие салазки алмазов). Микровинт, например, 37, правильного устройства, в частности, алмаза, 33 связан, например, кинематически через редуктор (не показан) с передаточным отношением, выполняемому по определенному (заданному) закону, или через специальное задающее (перемещения или сигналы) устройство, с пороговым устройством 38, например, через потенциометр П 39. Контакты, например, электрические реле "Р" порогового устройства срабатывают при превышении тока в обмотках ЭД 40, вал которого связан, например, кинематически, с валом 41 шлифовальных кругов, при этом срабатывает реверсивный электродвигатель РД 42, ротор которого связан, например, механически (т.е. кинематически) с дросселем 43 узла подачи. Узел подачи (У) может быть выполненным (см. фиг.5) многодроссельным. В частности с дросселями (кроме 43) 44, 45, 46. Если дроссель 43 связан механически (как отмечено выше) с реверсивным двигателем РД (узла 1), то остальные дросселя связаны кинематически соответственно дросселя 44 и 45 с исполнительным органом 47, а дроссель 46 с исполнительным органом блока "А" (узла 2). При этом каждый дроссель связан со своим одним приводом, как показано на фиг.5, или же дроссель 43 объединен с дросселем 44, как показано пунктиром на фиг.5, а дроссель 45 с 46, но тогда должны быть, например, муфты обгона, чтобы дроссель мог работать сразу от двух приводов. "Режимный" исполнительный орган 47 кинематически связан так же с блоками "Б" и "В" (узла VII). При этом, при ручной настройке режимов, роль исполнительного органа 47 может выполнять оператор или станочник, тогда автоматическая связь блока 47 с блоками узлов V и VII будет отсутствовать. При отсутствии блока 47 сигнал, например, на остановку процесса, от "ПАК" (узла IV) через дизъюнктор 24 будет подан к механизмам подач: круговой (узел VII), поперечной (узел V) и т.д. или к блоку полной остановки станка. При автоматической настройке рассчитанных на ЭВМ 48 режимов, связь автоматическая (кинематическая), как показано на фиг.5 будет присутствовать. При этом, ЭВМ может содержать программирующее устройство 49 и устройство ввода информации 50 или же информация может вводиться непосредственно в ЭВМ.
Электродвигатель 40 главного привода ЭД (см. фиг.6) подключен к сети, например, переменного тока. На фиг.6 показаны допустимые пределы тока ЭД главного привода, следовательно его допустимая мощность. При слежении за мощностью электродвигателя главного привода, с заданной предельной мощностью, выбираются пределы настройки "тока уставки". При этом по мере износа шлифовального круга, например, 1, и следовательно, по мере перемещения правящего алмазного карандаша 33 от команды блока правки 51 на величину Sк, перемещается рычажок 52, например, потенциометра "П" (см. фиг.4), на величину Sy, зависимую от Sк. При этом величина поправки в "ток уставки" Sy может быть пропорциональной величине Sк, т.е. Sy C˙Sк (степень Z при С равном 1), когда скорость круга не поддерживается постоянной, т.е. Vкр ≠ сonst, и быть в более сложной (степенной) зависимости от уменьшения диаметра, когда Vкрconst, т.е. Sy Sк ˙CZ. Таким образом устанавливается величина тока нагрузки для ЭД, которая по мере износа кругов все время (например, периодически) корректируется. Ток нагрузки Iн расходуется (без учета потерь) на крутящий момент для вращения кругов с определенной заданной скоростью Vкр и на поперечную подачу Sпоп кругов, необходимую для снятия стружки с детали,например, шейки 6, вращающуюся со скоростью Vu (от отдельного двигателя). В пределах заданного (установленного потенциометром) тока нагрузки, часть тока нагрузки, которая идет на вращение кругов (например, IVmax), контролируется блоком 53 и фиксируется в сумматоре 54, который из общего тока нагрузки ЭД определяет величину тока на поперечную подачу кругов. Ток на поперечную подачу кругов фиксируется в блоке 55, который дает команду в регулятор тока подачи 56, от команды которого, например, рычажком 57 (в частности, известного потенциометра) изменяется ток подачи ISi. Одновременно из блока 55 (или 56) подается команда в реверсивный двигатель 42, питаемый величиной тока ISi, который кинематически связан с дроссельной заслонкой 49. Дроссельная заслонка 49 установится в текущее рабочее положение и механизм подачи станка изменит подачу в пределах цикла обработки до величины, необходимой для поддержания мощности шлифования в заданных пределах. Изменение величины тока подачи IS, а следовательно, самой подачи в пределах цикла с целью обеспечения заданного качества, точности и производительности обработки необходимо вследствие изменения тока IV вращения кругов, который изменяется в зависимости от количества работающих кругов или от изменения твердости материала детали и других факторов, например, случайных. Как видно из описания и представленной схемы (см. фиг.6) по мере износа кругов величина тока вращения кругов IV будет изменяться и это изменение будет зафиксировано положением "а" рычажка 52 потенциометра П "тока уставки". При слежении за током ЭД главного привода такая коррекция (непрерывно или периодически по мере очередной правки) не только необходима, но и обязательна с целью обеспечения расчетных режимов, например, подачи S от цикла к циклу, в рассчитанных границах. При этом, если в цикле обработки не наблюдается большой разброс параметров обработки, например, твердости заготовки, погрешностей формы заготовки (что ведет к изменению текущего припуска) и т.д. то подача поддерживается в пределах расчетных и точка b совпадает с точкой а (или очень к ней близко расположена). Естественно, величина тока подачи IS, устанавливаемая из расчета работы всех кругов, при работе на первых этапах цикла, например, одного или двух кругов, вызовет работу их на повышенных в 2-3 и т.д. раза режиме, который будет реализован положением дроссельной заслонки 49. При этом суммарные силы резания и суммарные отжатия технологической системы будут в допустимых пределах и качество поверхности обработки не выйдет за пределы допуска, но производительность обработки повысится (за счет сокращения времени шлифования "воздуха" некоторыми кругами в наладке) до 20-30% в зависимости от величины и схемы расположения припусков на обрабатываемых шейках детали.
Контроль мощности осуществляется трансформатором тока. На представленной схеме трансформатор тока не показан, а показаны (условно) пределы регулируемых величин тока.
Работает устройство следующим образом. Исполнительный орган 47 устанавливает максимально допустимую расчетную подачу S поп. врезания, зафиксировав дроссельную заслонку 44 в необходимом положении. Одновременно устанавливается необходимая величина "тока уставки" порогового устройства 38: или вручную или непосредственно от ЭВМ 48 через исполнительный орган 47, например, переместив рычажок потенциометра 39 в необходимое (первоначальное) положение. При этом, при нежесткой связи рычажка через редуктор с микровинтом 37 (например, переключается муфтой), можно исполнительный орган 47 связать (через ту же переключающую муфту) с тем же рычажком потенциометра, иначе предусмотреть потенциометр с рычажком, например, последовательно электрически связанный с первым (не показана кинематическая связь исполнительного органа 47 и соответствующим рычажком потенциометра, так как считалось, что первоначальный "ток уставки" устанавливается вручную). Как только установлен дроссель 44 в необходимое положение, соответствующее величине максимально допустимой поперечной подачи и соответствующий этой величине "ток уставки" порогового устройства электродвигателя главного привода ЭД 40, вручную или автоматически включается подача (или весь станок) и начинается этап врезания. Одновременно включается в работу устройство 1 (а.с. N 490641). Обработка продолжается с подачей, близкой к первоначально установленной, до тех пор, пока не вступит в работу новый круг (или круги). При этом мощность шлифования превысит заданную, что вызовет замыкание нормально разомкнутых контактов реле Р, в результате ротор реверсивного элекродвигателя РД 42, связанный с дросселем 43, повернется и установит дроссель в необходимое положение. В процессе вращения РД закрывается дроссель 43, причем закрытие происходит до тех пор, пока мощность шлифования, а, следовательно, ток в обмотках электродвигателя не уменьшится до допустимой величины, что вызовет размыкание контактов реле Р. Одновременно с устройством 1 включается в работу устройство II, назначение которого следить за величиной допустимой температуры в зоне контакта шлифовального круга и обрабатываемой детали. При превышении температуры величины допустимой, могущее вызвать глубину прижога больше, чем величина удаляемого слоя, устройство II срабатывает и удерживает текущее значение температуры в заданных (необходимых) пределах. Работа устройства II в данной заявке не раскрывается, так как представляет собой самостоятельную заявку. При этом необходимо отметить, что чаще контролировать температуру в зоне контакта на черновых этапах цикла обработки не обязательно, так как припуски на обработку достаточны и дефектный слой будет удален на последующих этапах с более приемлемыми режимами обработки.
Исходя из этих соображений на фиг.4 и 5 автором не принята и не показана кинематическая связь блока "А" устройства II с дросселями черновых этапов обработки, а показана кинематическая связь блока "А" с дросселями 46 чистового этапа обработки. Так же одновременно с устройствами I и II включается в работу устройство III (см. например, а.с. N 481412).
Обработка протекает с первоначально установленной величиной расхода смазочно-охлаждающей жидкости (СОЖ) в зоны резания. Сигналы любых двух блоков контроля 7, 8, 9 усиленные усилителями 10, 11, 12 сравниваются в блоках сравнения 13, 14, 15 и определяется их разность, пропорциональная перепаду температур на шейках 4, 5, 6 обрабатываемой детали. Параллельно блокам сравнения подключены обмотки возбуждения поляризованных реле 16, 17, 18, которые подают сигналы с блоков сравнения на триггеры и реле (не показаны). В зависимости от величины рассогласования перепада температур на обрабатываемых шейках срабатывают реле и замыкают цепи управления электромагнитных золотников (не показаны), которые в каналах СОЖ регулируют параметры СОЖ, чем обеспечивается в соответствующих зонах резания различная степень охлаждения и достигается необходимый перепад температур на обрабатываемых шейках. При этом СОЖ от соответствующего канала, например, 19, в зоны резания подается через сопла 20, 20', 20''. После окончания этапа врезания на этапе чернового шлифования, когда все круги вступят в работу и подача шлифовальной бабки станет равной принятой на этом этапе обработки величине, дальнейшее управление циклов процесса будет осуществляться с помощью известных устройств или приборов активного контроля "ПАК" (см. узел IV). Приборы активного контроля в устройстве IV представляют самостоятельную работу.
От команды "ПАК", например, через дизъюнктор 24 исполнительный орган 47 устанавливает расчетную величину подачи S на чистовом этапе цикла, зафиксировав дроссельную заслонку 45 в необходимом положении. Начинается этап чистового шлифования. Одновременно включается в работу блок "А" устройства II, кинематически связанный с дросселем 46, первоначальное положение которого, соответствующее допустимой (принятой) величине температуры в зоне контакта, устанавливается вручную или автоматически от ЭВМ 48 через исполнительный орган 47. В дальнейшем, при превышении температуры выше допустимой блок А срабатывает и изменяет режимы до необходимой величины, т.е. осуществляет слежение за соответствием режимов заданной (допустимой) температуре в зоне контакта обрабатываемой детали и инструмента. После прекращения обработки, бабка шлифовального круга отходит в нерабочее положение и замыкает контакты "I КВ". Вследствие этого двигатель 42 начинает вращение в противоположном направлении, т. е. к исходному положению. В исходном положении контакт "2 КВ" размыкается и двигатель останавливается, установив при этом дроссель 43 в соответствующее положение (начальное). По мере износа круга положение правящего инструмента, например, алмаза 33, меняется, при этом вращается микровинт 37 поперечной подачи алмаза, который через редуктор (не показан) кинематически связан с потенциометром П регулирующим уровень настройки порогового устройства.
Таким путем при уменьшении диаметра шлифовального круга вследствие его износа меняется мощность, "отбираемая" электродвигателем ЭД 40 главного привода, вследствие чего мощность шлифования остается постоянной, что обеспечивает постоянство управляемой величины, в частности поперечной подачи шлифовальной бабки (от детали к детали), а, следовательно, соответствующее качество шлифуемой поверхности при максимальной производительности. После окончания обработки, если размер какой-либо шейки (4, 5, 6) обрабатываемой детали остается за пределами поля допуска, включается в работу устройство VI (а. с. N 456719 или N 475256). Любой из "ПАК" 21, 22, 23 непосредственно или через дизъюнктор 24 выдает сигналы в сравнивающие устройства СУ 25, 26, 27, где сигналы от "ПАК" сравнивается с заданными величинами диаметров шеек детали или с заданными перепадом (отношением) диаметральных размеров детали. От сигнала "Анализатора" 28 включается в работу электронный коммутатор ЭК 29, который пропускает сигналы рассогласования со сравнивающих устройств СУ 25, 26, 27 в соответствующие исполнительные органы 30, 31, 32. При этом выдвигаются соответственно алмазные карандаши правильных устройств 33, 34, 35. От сигнала анализатора 28 одновременно включается продольная подача S прод. салазок 36 и производится правка шлифовальных кругов 1, 2, 3. Вследствие этого шлифовальные круги с учетом их износа и величины упругих отжатий технологической системы правятся под такие размерные параметры, которые исключают брак шеек 4, 5, 6, обрабатываемой детали по их диаметрам.
Предложение наряду с обеспечением высокой точности диаметральных размеров обработки обеспечивает необходимое качество поверхности по ее шероховатости и прижогам (или полное отсутствие прижогов при соответствующих оптимальных режимах). Предложение одновременно решает вопрос производительности обработки. Только за счет соответствующего построения цикла (описанного здесь и, например, в а.св. N 490641) производительность может быть повышена на 15-20% а с учетом прочих организационно-технических мероприятий, например, связанных с правкой (см. устройства VI, в частности, по а. с. N 475256) производительность повысится до 50%
При этом погрешности формы детали, например, в поперечном сечении будут находиться в пределах допустимых, так как режимы рассчитанных в ЭВМ с учетом "Ограничений" по погрешностям формы в поперечном сечении (см. Нуриев Э.А. и др. Построение оптимальных операций на многокруговых шлифовальных станках", Известия вузов, М. Машиностроение, 1975, N 5).
В данной работе не освещены вопросы, касающиеся узла VII (см. фиг.4 и 5) представляющего узел круговой подачи изделия с блоками "Б" и "В" соответственно "черновой" и "чистовой" круговых подач. В технической литературе эти вопросы освящены достаточно полно, а некоторые возможные особенности (при необходимости), связанные с конкретной поставленной задачей, будут учтены и представляют дальнейшую самостоятельную работу. Реализация предложения не представляет технических сложностей. Внедрение предложения в производство как массовое и серийное, так и индивидуальное (при соответствующих конструктивных изменениях предложения) может дать значительный технико-экономический эффект как по производительности, так и по качеству выпускаемой продукции.
Последовательность вышеуказанных технологических приемов более легкого осуществления способа.
1. На станке имеются или вновь введены следяще-регулировочные приводы, например, устройства, следящие за мощностью обработки (шлифования), в частности, путем слежения за мощностью электродвигателя главного привода; устройства, следящие за температурой в зоне контакта инструмента и детали, и т. д. Особенностью этих устройств является то, что они при изменении уровня их настройки, реагируют на это изменение и принудительно изменяют режимы обработки, снижая или повышая их величины. Каждый следяще-регулировочный привод, приданный к станку, имеет узел (блок) настройки, в которых можно производить предварительную настройку, т.е. установить границы максимального и минимального уровней, соответственно ограничивающих режимы по максимально и минимально допустимым.
Следовательно, на станке мы можем заранее выбрать допустимые уровни настройки следяще-регулировочных приводов и тем самым наложить ограничения на режимы, например, подачу. Мы можем еще более конкретизировать ограничения на режимы, выбрав их, например, ближе к верхнему уровню настройки, когда хотим работать на более производительных режимах. На режимы наложены ограничения. Однако, автоматически выбрать режимы ближе к максимальной границе или к средней границе и т.д. мы не можем, так как ограничений много, основные из которых по мощности обработки (или станка), по прочности инструмента, по качеству обрабатываемого изделия.
Следовательно, мы должны найти рабочий режим, который будет удовлетворять заданным, например, основным, ограничениям и в тоже время удовлетворяющий выбранному критерию оценки, т.е. или максимальной производительности, или минимальной себестоимости и т. д. процесса обработки, т.е. рабочий режим должен быть оптимальным для указанных условий.
Оптимальный (рабочий) режим может быть определен известными математическими методами, например, геометрическим программированием и использованием ЭВМ, по изначальной, т.е. априорной, информации в виде указанных выше критерия оптимальности и ограничений, налагаемых на режимы.
Таким образом, теоретический рабочий (оптимальный) режим найден. Путем настройки соответствующих приводов станка, например, регулятора подач, осуществляют подборку величины рабочего (оптимального) режима на котором будет осуществляться обработка, например, шлифование.
Так как взятые для расчета оптимального режима теоретические условия в виде априорной информации не соблюдаются в процессе обработки из-за того, что припуски, твердость заготовки, материал инструмента, температура СОЖ и т. д. имеют отклонения от допуска, то рабочий режим не оказывается оптимальным, надо его корректировать, например, в промежутках между циклами правки по апостериорной (последующей) информации, так как по мере уменьшения диаметра режущего инструмента, как известно, уменьшается потребляемая мощность обработки (при прочих равных условиях). Следовательно, чтобы рабочий режим самопроизвольно не возрос, необходимо корректировать уровень настройки мощности электродвигателя, за которым осуществляют слежение (см. вышеуказанное) и тем самым осуществить коррекцию мощности обработки (шлифования), следовательно вернуть режим в пределы оптимального. Так как мощность обработки, как известно, например, при шлифовании, существенным образом (при прочих равных условиях) зависит от диаметра круга, то по мере очередной правки круга по положению алмазного карандаша легко внести поправку (коррекцию) в контролируемую мощность электродвигателя, например, путем перемещения потенциометра тока уставки электродвигателя, кинематически связав рычажок потенциометра с алмазным карандашом правильного устройства, что и сделано, а также описано в тексте предложения.
Износ инструмента (шлифовального круга) закономерное явление, которое однако требует принудительного изменения уровня настройки мощности обработки (или электродвигателя, через который следят за мощностью обработки), так как между ними существует функциональная (математическая) зависимость, известная или определенная экспериментально. Износ происходит медленно, допустимый уровень которого нарушается к моменту очередной правки. Естественно, корректировка уровня настройки мощности обработки в промежутках между очередными правками, т.е. вне цикла обработки по результатам оценки величины износа (по положению карандаша), т. е. последующей (апостериорной) информации, вполне достаточное вследствие возврата рабочего режима в оптимальные границы.
В процессе выполнения цикла обработки также много факторов, например, случайных, колебания припуска и твердости и т.д. отличающихся (как отметили выше) от теоретических заданных уровней (пределов), которые способствуют получению некачественных изделий при работе на теоретически найденных оптимальных (рабочих) режимах т.е. режимы становятся не оптимальными при изменении заданных условий.
Следовательно, необходима дополнительная корректировка рабочих режимов в процессе обработки по результатам оценки текущей информации с целью поддержания режимов в оптимальных границах независимо от изменения случайных факторов.
Если связать блок, следящий за уровнем настройки в настроечном узле, например, реле порогового устройства потенциометра тока уставки электродвигателя главного привода с контактами электроцепи, например, реверсивного электродвигателя, кинематически связанного с регулятором подач, то коррекция режима с целью возврата (установки) его в оптимальные границы по результатам оценки текущей информации, т.е. по результатам оценки изменений величины тока уставки, соответствующей заданной мощности обработки, изменяющейся при изменениях твердости, ширины и глубины обработки и т.д. будет обеспечена, притом автоматически.
Вышеуказанного достаточно для осуществления способа, например, при одноинструментальной (однокруговой) обработке. При многоинструментальной (многокруговой) обработке появляется надобность в введении в устройство осуществления способа дополнительных следяще-регулировочных приводов, правда не связанных конкретно с регулировкой режимов. Эти блоки (см. узлы VI и III в тексте описания предложения) являются спецификой многоинструментальной (многокруговой) обработки, так как появляется неравномерный износ кругов и перепад температур на обрабатываемых шейках, препятствующие получению качественных изделий. Поэтому необходимо править круги на соответствующие (различные) диаметральные размеры и подавать в зоны обработки соответствующие (различные) количества СОЖ (см. фиг.4).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования мощности шлифования | 1974 |
|
SU490641A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| Способ автоматического регулирования точности формы детали | 1973 |
|
SU444630A1 |
| Система активного контроля размеров поверхностей детали | 1972 |
|
SU456719A1 |
| Способ шлифования на многокруговом круглошлифовальном станке | 1972 |
|
SU475256A1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПРОЦЕССА ШЛИФОВАНИЯ | 2019 |
|
RU2715580C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| Способ адаптивного управления процессом врезного шлифования | 1977 |
|
SU779052A1 |
| Способ изготовления деталей на плоскошлифовальных станках | 1989 |
|
SU1808660A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2003 |
|
RU2240913C1 |
Использование: машиностроение, при оптимизации режима резания на многокруговых круглошлифовальных станках. Сущность изобретения: цикл обработки детали на шлифовальном станке включает этап врезания, этап чернового шлифования, этап чистового шлифования и этап правки круга. На этапе врезания подачу изменяют в зависимости от количества одновременно работающих инструментов. На этапе чернового шлифования подачу изменяют в зависимости от изменения мощности резания. На этапе чистового шлифования подачу изменяют в зависимости от изменения температуры шлифования. 6 ил.
СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ, включающем этап врезания, этап чернового шлифования, этап чистового шлифования и этап правки круга, заключающийся в изменении подачи инструмента в зависимости от параметров процесса шлифования, отличающийся тем, что на этапе врезания подачу изменяют в зависимости от количества одновременно работающих инструментов, на этапе чернового шлифования подачу изменяют в зависимости от изменения мощности резания, на этапе чистового шлифования подачу изменяют в зависимости от изменения температуры шлифования.
| Способ оптимизации режима резания на металлорежущих станках | 1972 |
|
SU441132A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
