Фиг.1
Изобретение относится к станкостроению, а именно к способам правки шлифовального круга алмазным роликом.
Целью изобретения является повышение качества правки.
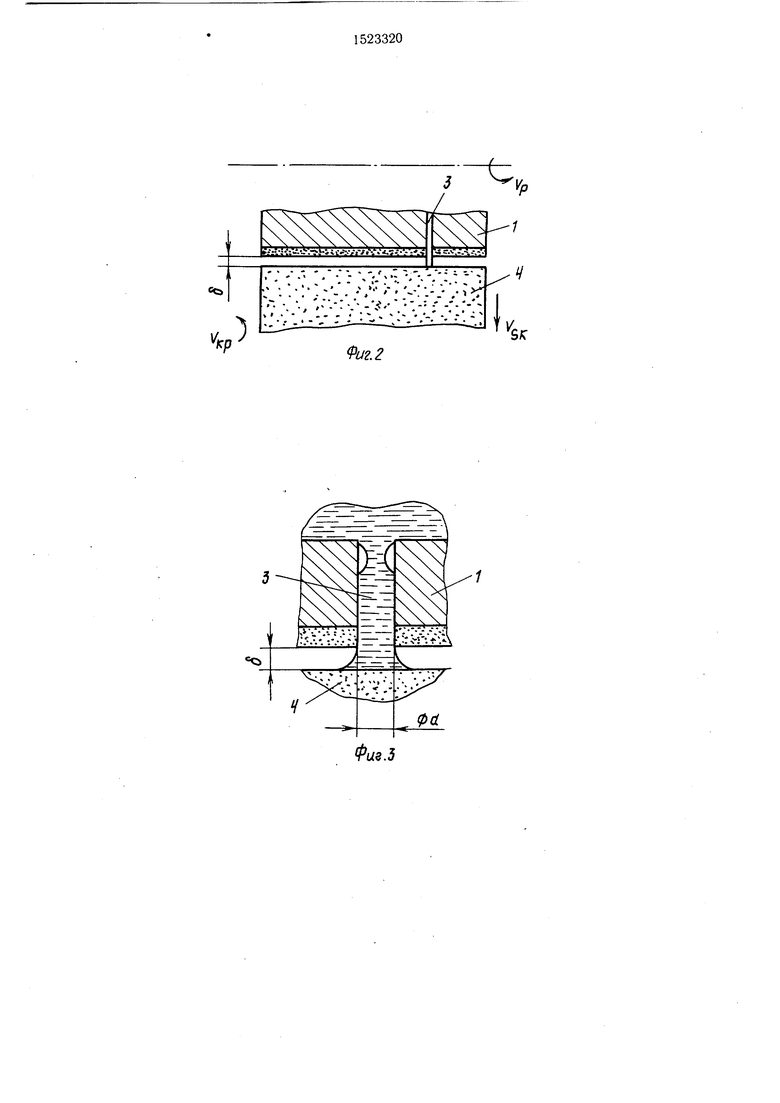
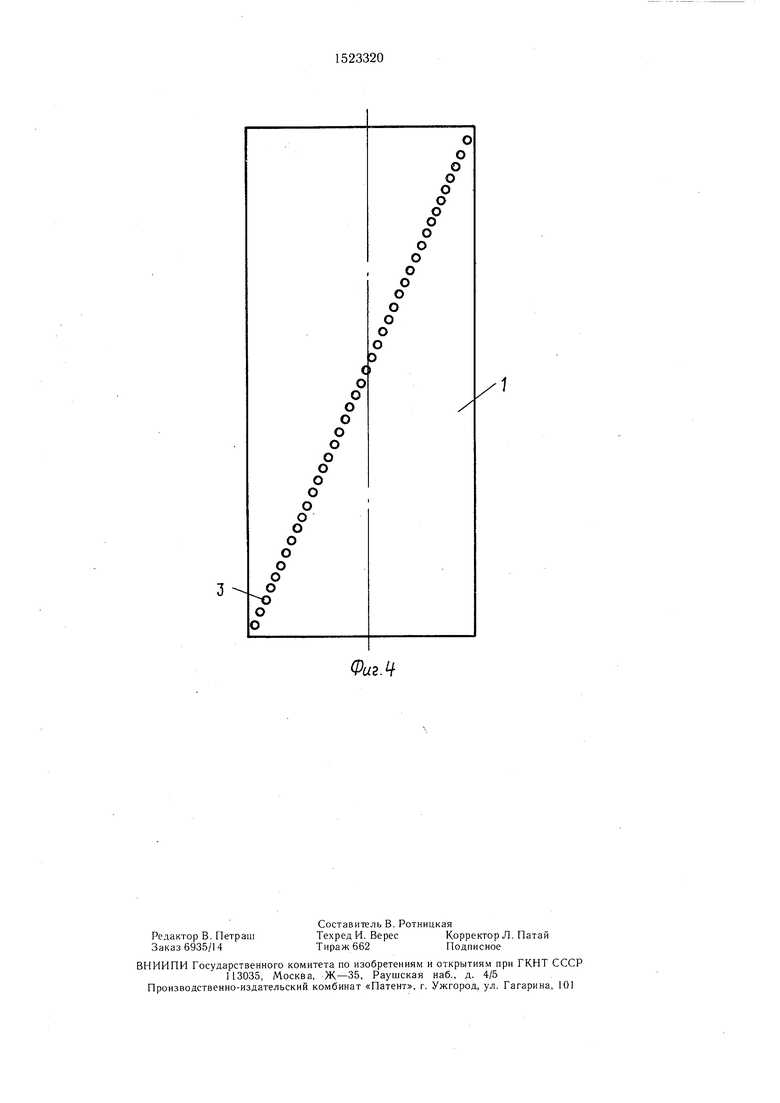
На фиг. 1 приведена схема правки; на фиг. 2 - схема очистки круга; на фиг. 3 - схема потока смазочно-охлаждаю- ш,ей жидкости (СОЖ); на фиг. 4 - ролик, вид сбоку.
Способ осуш.ествляется следуюш.им образом.
Вращающийся алмазный ролик с полостью 2 и радиальными отверстиями 3, связанными с полостью 2, подводят к поверхности круга 4 и снимают с поверхности круга 4 слой материала. При этом ось а-а вращения ролика 1 параллельна оси б-б вращения круга 4. После обработки в течение некоторого времени отводят ролик 1 от круга 4 на расстояние fi, которое выбирают из соотношения 6(0,125-0,2)d, где d - диаметр радиальных отверстий 3. Это повторяют периодически. При этом -по соплу 5 подают в полость 2 СОЖ. Скорость вращения ролика 1 берут в пределах 11 -13 м/с, что обеспечивает заданную скорость вытекания СОЖ из полости 2 по радиальным отверстиям 3 на круг 4. При этой скорости вытекания абсолютное давление в потоке СОЖ в .радиальном отверстии 3, направленном в сторону круга 4, в данный момент достигает значения, равного давлению насыщенных паров СОЖ при данной температуре, или давлению, при котором из потока СОЖ начинают выделяться пузырьки паров СОЖ или воздуха (газа), растворенного в СОЖ. Эти пузырьки вместе с потоком СОЖ .выходят по радиальному отверстию 3 и захлопываются на поверхности круга 4, что обеспечивается определенным расстоянием от ролика 1 до круга 4. CoздaвпJиecя от захлопывания пузырьков гидроудары способствуют разрушению поверхностных слоев круга 4, т.е. его очистке
от продуктов правки и самой правке круга. Для обеспечения качественной правки отверстия 3 должны иметь диаметр порядка 1, мм, а расстояние б - 0,2-0,4 мм. Правка круга 4 роликом может происходить во время обработки кругом детали. Пример.Шлифовальныйкруг
32А35ПС27К5 ПП 600X63X305, вращающийся со скоростью м/с, правят алмазным роликом АСК 400/315. Скорость
0 подачи ролика в направлении, перпендикулярном рабочей поверхности шлифовального круга, ,03 мм/мин.
С заготовок из стали 07X16Н6, вращающихся со скоростью 50 м/мин, снимают
с припуск ,15 мм. Скорость врезной подачи шлифовального круга ,5 мм/мин. Врезную подачу правящего ролика периодически выключают и алмазный ролик отводят от рабочей поверхности круга. Через радиальные отверстия ролика диаметром
0 ,0 мм подают СОЖ Аквапол-1 (3%) от электронасоса П-90.
Результаты исследований приведены в таблице.
Наибольший период стойкости и ко5 эффициент шлифования по объему и наименьшая мощность шлифования получены при отношении ,125-0,2 и окружной скорости ролика Vp -13 м/с.
Формула изобретения
Способ правки шлифовального круга алмазным роликом, при котором ролик устанавливают так, чтобы его ось была паралельна оси круга, периодически подводят ролик и отводят его от круга, отличающийся
тем, что, с целью повышения качества правки, используют полый ролик с радиальными отверстиями диаметром d, ролик отводят на расстояние 6 от поверхности круга, выбранного ив условия 6 (0,125-0,2)d, при этом ролик при отводе вращают со скоростью
11 -13 м/с и через радиальные отверстия подают смазочно-охлаждающую жидкость.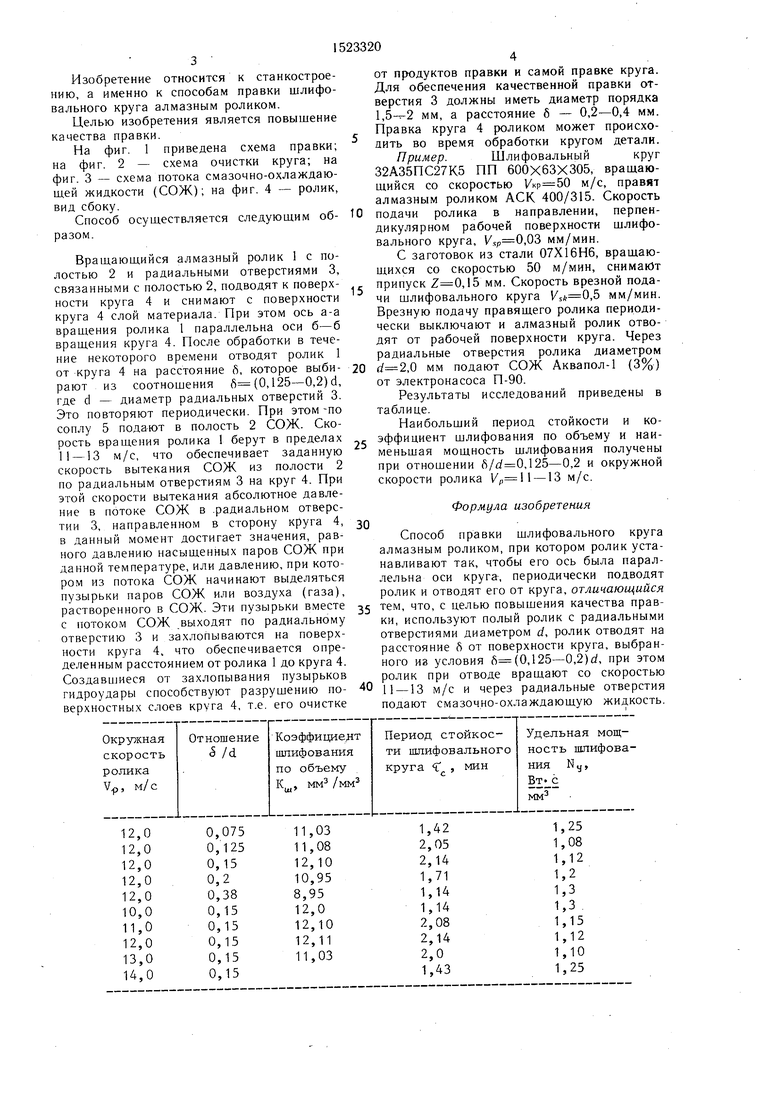
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки шлифовального круга алмазным роликом | 1990 |
|
SU1710317A2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2100183C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |
| Устройство для правки шлифовального круга | 1988 |
|
SU1548023A1 |
| Способ глубинного шлифования с правкой шлифовального круга | 1989 |
|
SU1703396A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| Способ шлифования | 1989 |
|
SU1684005A1 |
Изобретение относится к станкостроению, а именно, к способам правки шлифовального круга алмазным роликом. Целью изобретения является повышение качества правки. Алмазный ролик 1 с полостью 2 и радиальными отверстиями 3 периодически подводят к кругу 4 и отводят от него на расстояние δ, которое выбирают из соотношения δ=(0,125-0,2)D, где D - диаметр отверстий 3. При этом оси а-а и б-б параллельно между собой. Скорость вращения ролика 1 лежит в пределах 11-13 м/с. Одновременно в полость 2 подают через сопло 5 смазочно-охлаждающую жидкость (СОЖ), которая вытекает из полости 2 по отверстиям 3. В СОЖ при прохождении ее через отверстия 3, обращенные к кругу 4, давление изменяется до давления насыщенных паров СОЖ. При этом в СОЖ образуются пузырьки, которые захлопываются на поверхности круга 4, очищают и разрушают его поверхность, производя правку. 4 ил., 1 табл.
0,075
0,125
0,15
0,2
0,38
0,15
0,15
0,15
0,15
0,15
11,03
11,08
12,10
10,95
8,95
12,0
12,10
12,11
11,03
1,25
1,08
1,12
1,2
1,3
1,3
1,15
1,12
1,10
1,25
иг.г
Физ.5
О
о о о о о о о о о о о о о о о о о ) о о
о о о о о
0°
о о о о о о о о о о о
X
X
ФигМ
| Дубовик Н | |||
| П | |||
| и др | |||
| Устройства для правки шлифовальных кругов алмазными инструментами | |||
| -Киев: Наукова думка, 1982 с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
