Изобретение относится к контрольно- измерительной технике.
Целью изобретения является повышение информативности путем обеспечения контроля глубины выемок.
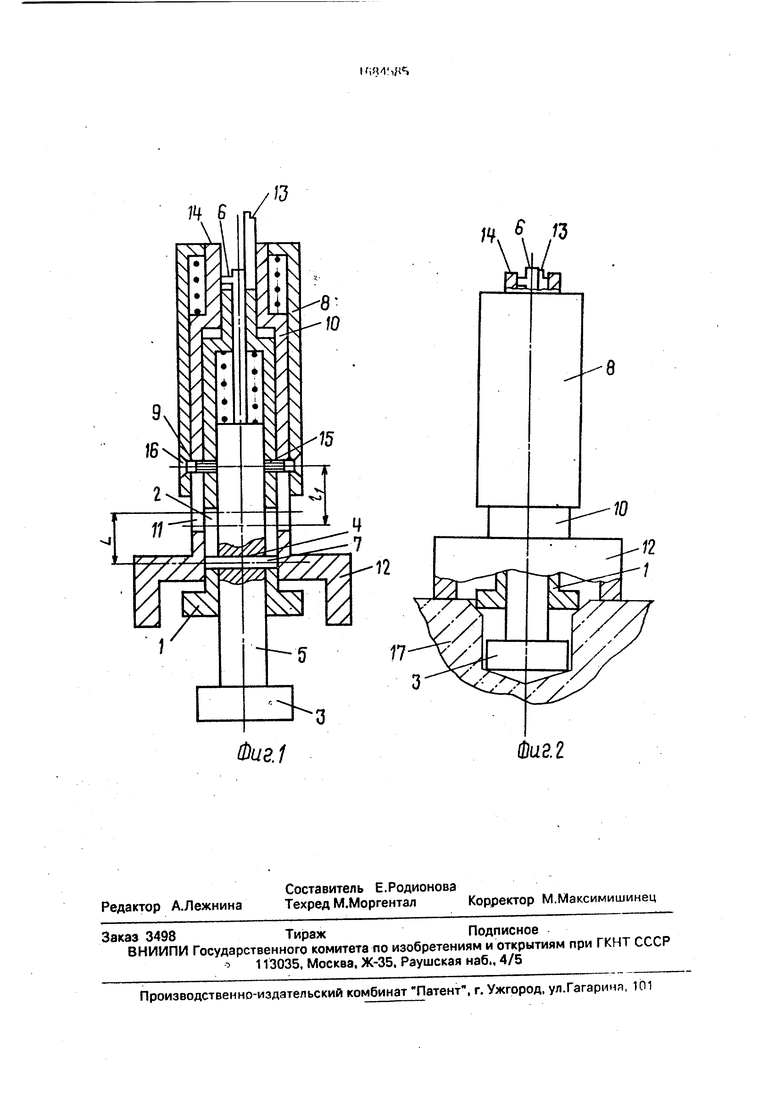
На фиг.1 изображен предлагаемый калибр, общий вид: на фиг.2 - схема контроля калибром глухих отверстий с фаской.
Калибр содержит непроходной рабочий элемент 1 со сквозным радиальным пазом 2, проходной рабочий элемент 3 со сквозным радиальным пазом 4, шток 5 которого установлен в корпусе непроходного рабочего элемента 1 с возможностью осевого перемещения, отсчетный узел 6 глубин контролируемых отверстий, установленный на проходном рабочем элементе 3, и элемент Фиксации взаимного положения проходного и непроходного рабочих элементов 1 и 3. Калибр снабжен цилиндрическим стаканом 8 со сквозным радиальным пазом 9, установленным с зазором на корпусе непроходного элемента 1, установленным в зазоре между корпусом и стаканом базовым элементом 10 со сквозным радиальным пазом 11 и опорным фланцем 12, охватывающим непроходной рабочий элемент 1, и дополнительным отсчетным узлом 13 глубин контролируемых выемок, установленным на непроходном рабочем элементе 1 и выполненным аналогично первому отсчетному узлу 6. Указателем обоих отсчетных узлов б и 13 является торцовая поверхность 14. В корпусе непроходного элемента 1 выполнен дополнительный сквозной радиальный паз 15. В пазы 9,11 и 15 устанавливают элемент 16 взаимного крепления корпуса нрпроходноО 00
4
сл
00 СП
го элемента 1, стакана 8 и базового элемента 10. „
Контроль данным калибром осуществляют следующим образом.
Калибр берут за наружную поверхность стакана 8. Совмещают ось калибра с осью контролируемого глухого отверстия детали 17 и вводят проходной рабочий элемент 3 в отверстие детали 17, пока он не упрется своим торцом в дно отверстия. Далее перемещают стакан 8, связанный с ним корпус непроходного рабочего элемента 1 и посредством пружины базовый элемент 10 до упора его торца в базовую поверхность контролируемой детали 17. Снимают информацию с отсчетного узла 6 о глубине отверстия. Продолжают перемещать стакан 10 и рвя- занный с ним корпус непроходного элемента 1 до упора его торца в выемку (фаску) отверстия контролируемой детали 17. Снимают информацию с отсчетного узла 13 о глубине фаски.
Таким образом, предлагаемый калибр без переналадки может быть использован при контроле после выполнения технологических операций по ходу технологического процесса изготовления в детали отверстия (образование отверстия - контроль параметров отверстия - образование выемки у отверстия - контроль глубины выемки - окончательный контроль параметров отверстия и выемки отверстия), что обеспечивает повышение информативности за счет контроля глубины выемки отверстия наряду с диаметром и глубиной самого отверстия. Формула изобретения Калибр для контроля отверстий, содержащий непроходной и проходной рабочие элементы со сквозным радиальным пазом в каждом, шток последнего из которых установлен с возможностью осевого перемещения в корпусе первого, отсчетный узел
глубин контролируемых отверстий, установленный на проходном рабочем элементе, и элемент фиксации взаимного положения проходного и непроходного рабочих элементов, отличающийся тем, что, с
целью повышения информативности путем обеспечения контроля глубины выемок, он снабжен цилиндрическим стаканом со сквозным радиальным пазом, установленным с зазором на корпусе непроходного
элемента, установленным в зазоре между стаканом и корпусом с возможностью осевого перемещения и фиксации относитель- ,Но них базовым элементом со сквозным {радиальным пазом и опорным фланцем, охватывающим непроходной рабочий эдЈ- мент, и дополнительным отсчетным узлом глубин контролируемых выемок, аналогичным первому и установленным на непроходном рабочем элементе, при этом указателем
обоих отсчетных узлов является торцовая поверхность базового элемента, а в корпусе непроходного рабочего элемента выполнен дополнительный сквозной радиальный паз.
8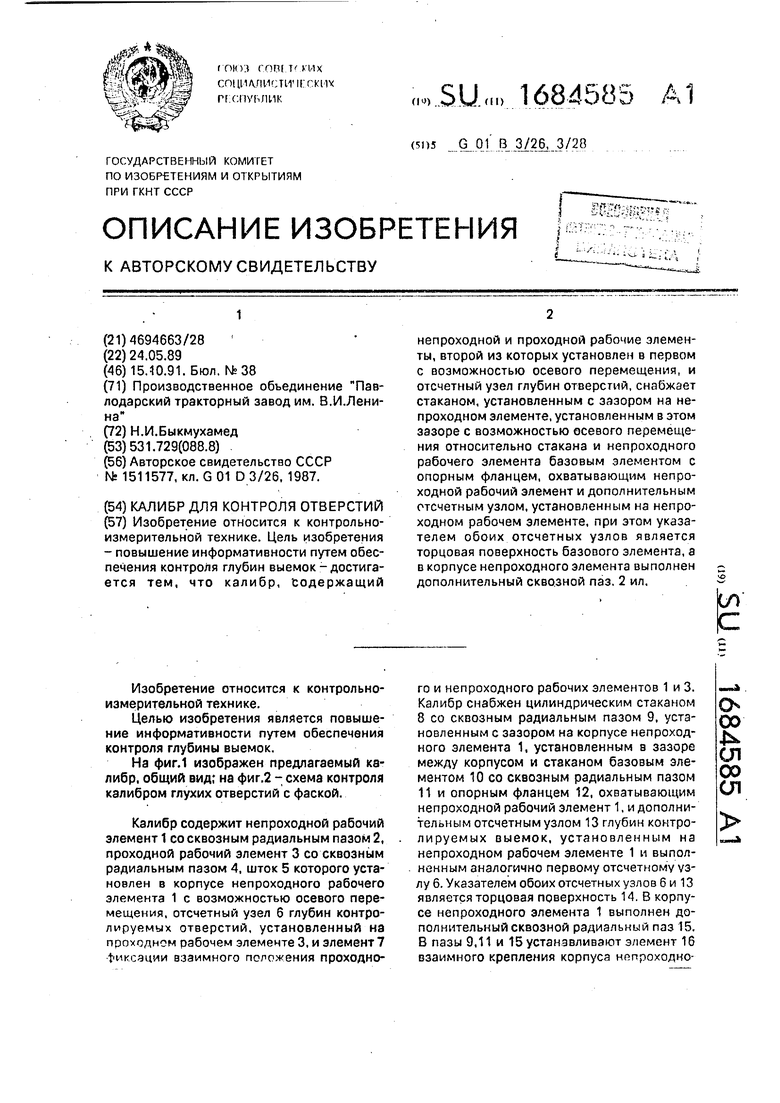

| название | год | авторы | номер документа |
|---|---|---|---|
| Калибр для контроля отверстий | 1989 |
|
SU1747854A1 |
| Способ и устройство контроля глубины посадки нормальной или усиленной крышки гильзы | 2020 |
|
RU2770159C2 |
| Устройство для контроля расположения поверхностей | 1991 |
|
SU1783282A1 |
| Калибр для контроля отверстий | 1987 |
|
SU1511577A1 |
| Калибр-пробка для контроля резьбовых отверстий | 1990 |
|
SU1758402A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| Устройство для измерения размеров трубы | 1990 |
|
SU1747862A1 |
| Устройство для контроля расположения поверхностей | 1991 |
|
SU1783281A1 |
| Устройство для проверки многоступенчатых отверстий | 1983 |
|
SU1158851A1 |
| Автомат контроля гнезд штепсельных резъемов | 1989 |
|
SU1674981A1 |
Изобретение относится к контрольно- измерительной технике. Цель изобретения - повышение информативности путем обеспечения контроля глубин выемок-достигается тем, что калибр, содержащий непроходной и проходной рабочие элементы, второй из которых установлен в первом с возможностью осевого перемещения, и отсчетный узел глубин отверстий, снабжает стаканом, установленным с зазором на непроходном элементе, установленным в этом зазоре с возможностью осевого перемещения относительно стакана и непроходного рабочего элемента базовым элементом с опорным фланцем, охватывающим непроходной рабочий элемент и дополнительным отсчетным узлом, установленным на непроходном рабочем элементе, при этом указателем обоих отсчетных узлов является торцовая поверхность базового элемента, а в корпусе непроходного элемента выполнен дополнительный сквозной паз. 2 ил. Ё
Фиг.1
(Виг 2
| Калибр для контроля отверстий | 1987 |
|
SU1511577A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
