00
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки режущих лезвий | 1989 |
|
SU1673400A1 |
| Способ заточки режущего лезвия инструмента | 1991 |
|
SU1816655A1 |
| СПОСОБ ПЕРЕТОЧКИ РЕЖУЩИХ ПЛАСТИН | 1993 |
|
RU2051011C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163527C1 |
| СПОСОБ ЗАТОЧКИ ЛЕЗВИЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ШЛИФОВАЛЬНЫМ КРУГОМ | 2013 |
|
RU2547980C1 |
| Способ обработки сложнопрофильных поверхностей керамических изделий на станках с ЧПУ с использованием метода адаптивного шлифования | 2022 |
|
RU2799962C1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2165838C1 |
| НОЖ ДЛЯ РЕЗАЛЬНОЙ МАШИНЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ РАЗДЕЛКИ ЛИСТОВОГО МАТЕРИАЛА, И СПОСОБ ЗАТОЧКИ НОЖА | 1990 |
|
RU2069147C1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
Изобретение относится к металлообработке и может быть использовано в инструментальной промышленности при заточке режущего инструмента Цель изобретения - повышение качества заточки. Шлифовальный круг 1 перемещают по обрабатываемой i грани 2 вдоль формируемой кромки режущего клина 4 со скоростью подачи Snp и вращают его вокруг своей оси, обеспечивая скорость резания V, вектор которой направлен навстречу кромке Опорную пластину 5 устанавливают вдоль поверхности грани б на участке кромки по длине,равной ширине рабочей поверхности шлифовального круга, и перемещают ее вдоль этой грани на инструмент со скоростью SBp и поджимают к ней с усилием PN 3 ил
Изобретение относится к металлообработке и может быть использовано, например, в инструментальной промышленности при заточке режущего инструмента
Цель изобретения - повышение качества заточки.
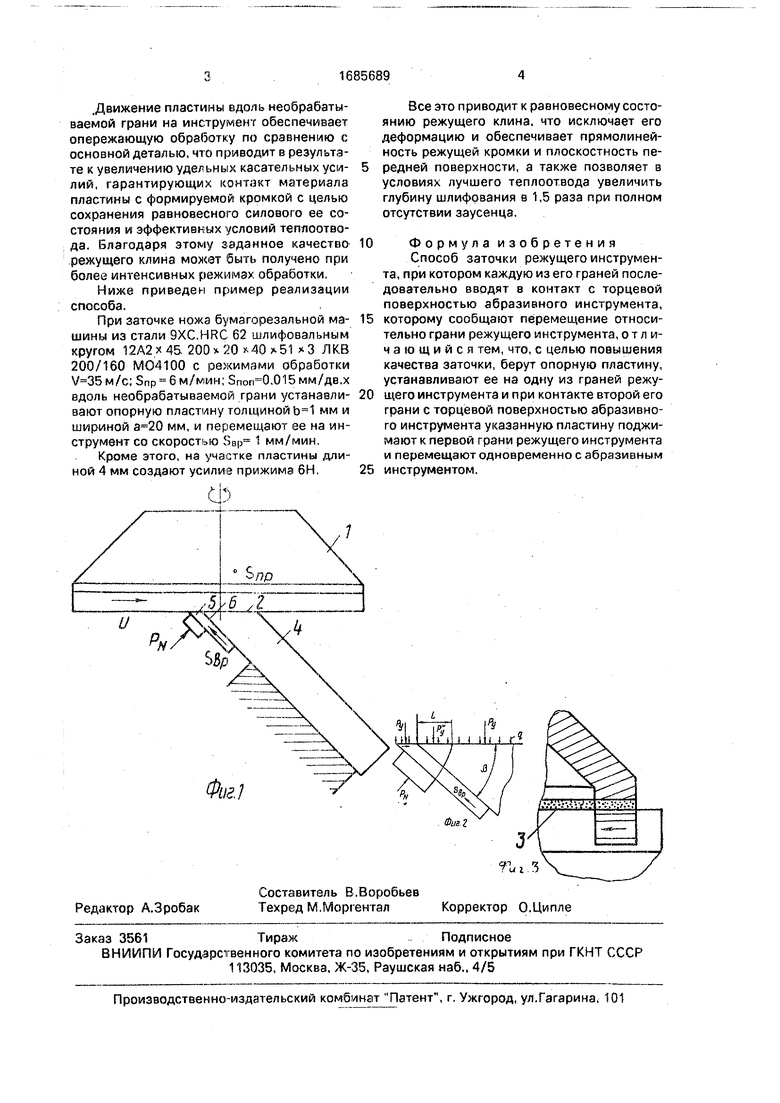
На фиг, 1 приведена схема реализации способа; на фиг.2 - схема сил, действующих в системе; на фиг.З - вид сбоку на инструмент.
Абразивный инструмент - торцевой шлифовальный круг 1 перемещают по обрабатываемой грани 2 вдоль формируемой кромки 3 режущего клина 4 резца со скоростью подачи Snp и вращают его вокруг своей оси, обеспечивая скорость резания V, вектор которой направлен навстречу кромке,
Опорную пластину 5 устанавливают вдоль поверхности грани 6 на участке кромки по длине, равной ширине рабочей поверхности шлифовального круга,и перемещают ее вдоль этой грани на инструмент со скоростью Звр и поджимают к ней с усилием PN.
Нормальная составляющая силы резания Ру на поверхность резания действует в виде распределенной нагрузки q, которая на участке L способна вызвать деформацию режущего клина, Усилие поджима PN должно компенсировать равнодействующую сил на этом участке Ру, нормальную составляющую силы резания на пластинке Ру и будет определяться следующим образом
Р Ру cos/5 +Py cos/ - -Pz sin(Py +P) sin/ Ј1}
где угол заострения режущего клина,
PZ - тангенциальная составляющая силы резания на пластинке.
О 00
ел о
00
о
.Движение пластины вдоль необрабатываемой грани на инструмент обеспечивает опережающую обработку по сравнению с основной деталью, что приводит в результате к увеличению удельных касательных усилий, гарантирующих контакт материала пластины с формируемой кромкой с целью сохранения равновесного силового ее состояния и эффективных условий тепяоотво- да. Благодаря этому заданное качество режущего клина может быть получено при более интенсивных режимах обработки.
Ниже приведен пример реализации способа.
При заточке ножа бумагорезальной ма- шины из стали 9XC.HRC 62 шлифовальным кругом 12А2Х45 40 А 51 3 Л KB 200/160 М04100 с режимами обработки У 35м/с; 5пр 6м/мин; ,015мм/дв.х вдоль необрабатываемой грани устанавли- вают опорную пластину толщиной мм и шириной мм, и перемещают ее на инструмент со скоростью Sup- 1 мм/мин.
Кроме этого, на участке пластины длиной 4 мм создают усилие прижима 6Н.
f ,
и
Фиг Л
Все это приводит к равновесному состоянию режущего клина, что исключает его деформацию и обеспечивает прямолинейность режущей кромки и плоскостность передней поверхности, а также позволяет в условиях лучшего теплоотвода увеличить глубину шлифования в 1,5 раза при полном отсутствии заусенца.
Формула изобретения Способ заточки режущего инструмента, при котором каждую из его граней последовательно вводят в контакт с торцевой поверхностью абразивного инструмента, которому сообщают перемещение относительно грани режущего инструмента, отличающийся тем, что, с целью повышения качества заточки, берут опорную пластину, устанавливают ее на одну из граней режущего инструмента и при контакте второй его грани с торцевой поверхностью абразивного инструмента указанную пластину поджимают к первой грани режущего инструмента и перемещают одновременно с абразивным инструментом.
| Авторское свидетельство СССР № 1484611, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
