1
(21)4749410/13
(22)16.10.89
(46) 23.10.91. Ъюл. № 39
(71)Всесоюзный комплексный проектно- изыскательский, научно-исследовательский и конструкторско-технологический институт теплоизоляционных материалов и изделий
(72)Э. Я- Плачякис, И. П. Янушаускас и Я. Л. Моргенштерн
(53)621.798.4(088.8)
(56)Патент Великобритании № 2125760, кл. В 65 В 63/02, опублик 1984.
Авторское свидетельство СССР № 1413033, кл. В 65 В 63/02, 1987.
(54)УСТАНОВКА ДЛЯ ОБАНДЕРОЛИ- ВАНИЯ СТОПЫ УПРУГОСЖИМАЕМЫХ ИЗДЕЛИЙ
(57)Изобретение относится к установкам для обандероливания стопы упругосжимае- мых изделий и может быть использовано в строительной, текстильной и других отраслях
промышленности. Целью изобретения является повышение пронзводитатьности. Установка содержит поддерживающий 1 и ус IP новленный над ним прижимной 2 транспортеры с приводными 3, имеющими обгонную муфту 6 с тормозным устройством 7, и натяжными 4 роликами, механизм подачи стопы 8 изделий, включающий транспортер 9 и толкатель 10, механизм подпрессовки стопы 8, приспособление для подачи пленки 16 и сварочно-отрезное приспособление. Толкатель 10 снабжен установленной в направляющих 11 с возможностью возвратно-поступательного перемещения по вертикали подпружиненной планкой 13, а механизм под- прессовки стопы состоит из поворотных пластин 20 и 21, закрепленных на осях 23 направляющих роликов 17 приспособления для подачи пленки 16 и /,-образных упо ров 22, служащих для ограничения поворота пластин 20 и 21 1 ил
ч
(Л
15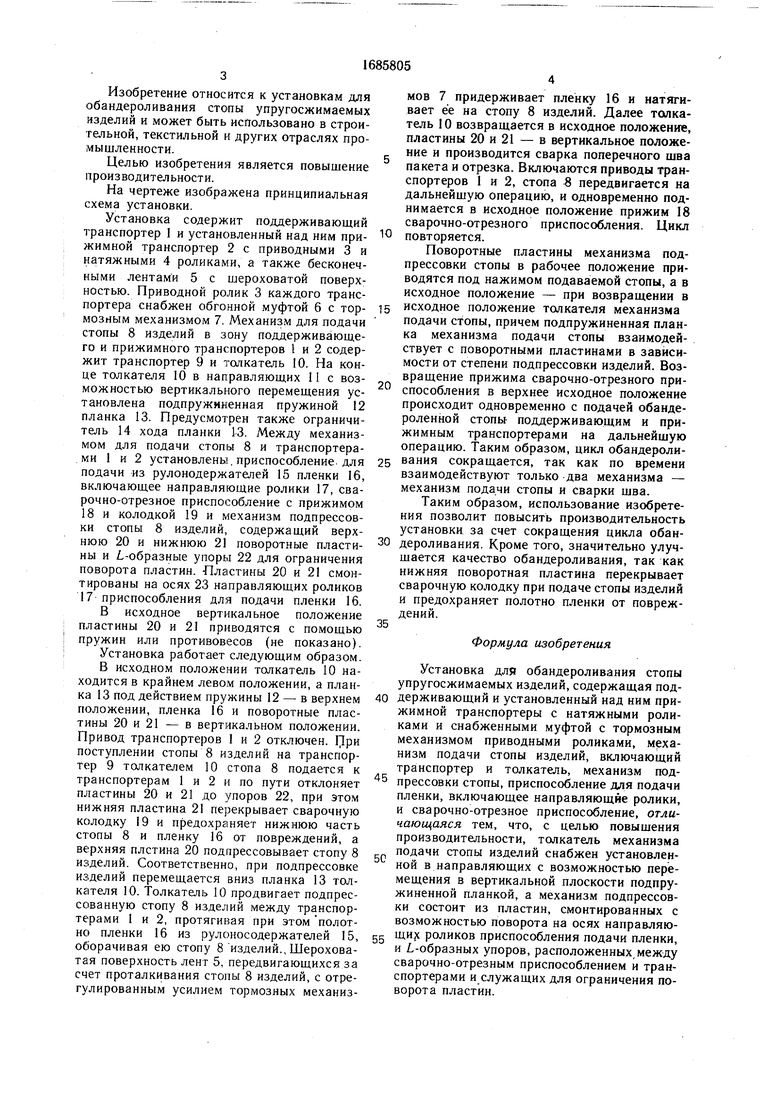
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обандероливания стопы упругосжимаемых изделий | 1987 |
|
SU1413033A1 |
| Способ упаковывания пачек с сыпучим материалом и линия для его осуществления | 1984 |
|
SU1288117A1 |
| УСТРОЙСТВО для ЗАВЕРТЫВАНИЯ В БУМАГУ ИЗДЕЛИИ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 1972 |
|
SU330073A1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1986 |
|
SU1451062A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ | 2001 |
|
RU2203841C1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Устройство для упаковки предметов в термоусадочную пленку | 1986 |
|
SU1324930A1 |
| МАШИНА ДЛЯ ОБАНДЕРОЛИВАНИЯ КОРЕШКОВ ЦЕННЫХ БУМАГ | 2001 |
|
RU2236994C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ПАКОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2192374C2 |
| Автомат для складывания плоских изделий | 1977 |
|
SU676523A1 |

05 00 СП
00
о
СП
Изобретение относится к установкам для обандероливания стопы упругосжимаемых изделий и может быть использовано в строительной, текстильной и других отраслях промышленности.
Целью изобретения является повышение производительности.
На чертеже изображена принципиальная схема установки.
Установка содержит поддерживающий транспортер I и установленный над ним прижимной транспортер 2 с приводными 3 и натяжными 4 роликами, а также бесконечными лентами 5 с шероховатой поверхностью. Приводной ролик 3 каждого транспортера снабжен обгонной муфтой б с тор- мозным механизмом 7. Механизм для подачи стопы 8 изделий в зону поддерживающего и прижимного транспортеров 1 и 2 содержит транспортер 9 и толкатель 10. На конце толкателя 10 в направляющих 11 с возможностью вертикального перемещения установлена подпружиненная пружиной 12 планка 13. Предусмотрен также ограничитель 14 хода планки 13. Между механизмом для подачи стопы 8 и транспортерами 1 и 2 установлены приспособление для подачи из рулонодержателей 15 пленки 16, включающее направляющие ролики 17, сва- рочно-отрезное приспособление с прижимом 18 и колодкой 19 и механизм подпрессов- ки стопы 8 изделий, содержащий верхнюю 20 и нижнюю 21 поворотные пластины и L-образные упоры 22 для ограничения поворота пластин. Пластины 20 и 21 смонтированы на осях 23 направляющих роликов 17 приспособления для подачи пленки 16.
В исходное вертикальное положение пластины 20 и 21 приводятся с помощью пружин или противовесов (не показано).
Установка работает следующим образом.
В исходном положении толкатель 10 находится в крайнем левом положении, а планка 13 под действием пружины 12 - в верхнем положении, пленка 16 и поворотные пластины 20 и 21 - в вертикальном положении. Привод транспортеров 1 и 2 отключен. При поступлении стопы 8 изделий на транспортер 9 толкателем 10 стопа 8 подается к транспортерам 1 и 2 и по пути отклоняет пластины 20 и 21 до упоров 22, при этом нижняя пластина 21 перекрывает сварочную колодку 19 и предохраняет нижнюю часть стопы 8 и пленку 16 от повреждений, а верхняя плстина 20 подпрессовывает стопу 8 изделий. Соответственно, при подпрессовке изделий перемещается вниз планка 13 толкателя 10. Толкатель 10 продвигает подпрес- сованную стопу 8 изделий между транспортерами 1 и 2, протягивая при этом полотно пленки 16 из рулоносодержателей 15, оборачивая ею стопу 8 изделий.. Шероховатая поверхность лент 5, передвигающихся за счет проталкивания стопы 8 изделий, с отрегулированным усилием тормозных механиз
5
мов 7 придерживает пленку 16 и натягивает ее на стопу 8 изделий. Далее толкатель 10 возвращается в исходное положение, пластины 20 и 21 - в вертикальное положение и производится сварка поперечного шва пакета и отрезка. Включаются приводы транспортеров 1 и 2, стопа 8 передвигается на дальнейшую операцию, и одновременно поднимается в исходное положение прижим 18 сварочно-отрезного приспособления. Цикл повторяется.
Поворотные пластины механизма под- прессовки стопы в рабочее положение приводятся под нажимом подаваемой стопы, а в исходное положение - при возвращении в исходное положение толкателя механизма подачи стопы, причем подпружиненная планка механизма подачи стопы взаимодействует с поворотными пластинами в зависимости от степени подпрессовки изделий. Возвращение прижима сварочно-отрезного при- ® способления в верхнее исходное положение происходит одновременно с подачей обандероленной стопы поддерживающим и прижимным транспортерами на дальнейшую операцию. Таким образом, цикл обандероливания сокращается, так как по времени взаимодействуют только два механизма - механизм подачи стопы и сварки шва.
Таким образом, использование изобретения позволит повысить производительность установки за счет сокращения цикла обандероливания. Кроме того, значительно улучшается качество обандероливания, так как нижняя поворотная пластина перекрывает сварочную колодку при подаче стопы изделий и предохраняет полотно пленки от повреждений.
0
5
Формула изобретения
С
Установка для обандероливания стопы упругосжимаемых изделий, содержащая под0 держивающий и установленный над ним прижимной транспортеры с натяжными роликами и снабженными муфтой с тормозным механизмом приводными роликами, механизм подачи стопы изделий, включающий транспортер и толкатель, механизм под5 прессовки стопы, приспособление для подачи пленки, включающее направляющие ролики, и сварочно-отрезное приспособление, отличающаяся тем, что, с целью повышения производительности, толкатель механизма подачи стопы изделий снабжен установленной в направляющих с возможностью перемещения в вертикальной плоскости подпружиненной планкой, а механизм подпрессовки состоит из пластин, смонтированных с возможностью поворота на осях направляю5 роликов приспособления подачи пленки, и L-образных упоров, расположенных между сварочно-отрезным приспособлением и транспортерами и служащих для ограничения поворота пластин.
