ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения стальных полос | 1989 |
|
SU1700065A1 |
| Способ производства листовой электротехнической стали | 1988 |
|
SU1527292A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ С УЛУЧШЕННЫМИ СВОЙСТВАМИ | 2009 |
|
RU2413007C1 |
| Способ производства прецизионной ленты из малоуглеродистой стали для теневых масок кинескопов | 1991 |
|
SU1787604A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2312906C2 |
| Способ производства изотропной электротехнической стали | 1988 |
|
SU1520115A1 |
| Способ производства полосы из малоуглеродистой стали | 1988 |
|
SU1560587A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ УГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2309990C2 |
| Способ непрерывной термической обработки холоднокатаной полосы из малоуглеродистой стали | 1988 |
|
SU1534075A1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2010 |
|
RU2427654C1 |
Изобретение относится к черной металлургии, в частности к производству металлических полос из углеродистой и малоуглеродистой, предпочтительно динамной электротехнической стали. Цель - улучшение геометрических характеристик и физико-механических свойств холоднокатаных полос из углеродистой и малоуглеродистой стали. Степень деформации второй холодной прокатки от 0,8 до 11% изменяют при постоянном усилении прокатки путем регулирования отношения окружных скоростей валков с учетом степени деформации полосы по формуле 1,0025 - 0,006 (F - 0,8) V2 ±0,0025. 1 табл.
Изобретение относится к черной металлургии, в частности к производству металли- ческих полос углеродистой и малоуглеродистой, предпочтительно динамной электротехнической стали.
Целью изобретения является улучшение геометрических характеристик и физико-механических свойств полос из углеродистой и малоуглеродистой стали.
Цель достигается тем, что деформацию второй прокатки е от 0,8 до 11 % изменяют при постоянном усилии прокатки путем осуществления прокатки с отношением окруж- ных скоростей валков по зависимости
Ґг 1 -0025 + 0,006 (Ј - 0.8) ± 0.0025 V2
Постоянное усилие прокатки обеспечивает постоянный прогиб и упругое смятие валков, независимо от требуемой по условиям реализации заданных физико-механических свойств стали деформации. Это способствует повышению равномерности заданной деформации, улучшению геометрических характеристик полос, повышению равномерности и общего уровня физико-механических свойств стали.
Vi При отклонении - от заданного значеV2
ния нарушается планшетность полос, деформация и конечная толщина полос отклоняются от заданны, снижается равномерность и общий уровень физико-механических свойств.
Пример. Опробование способа проводят на стали с содержанием углерода 0,03 - 0,04%, суммарным содержанием кислорода, азота и серы (О2 + N + S) 0,013 - 0,063%, кремния ниже 0,4%. Первую холодON00
О
о
чую прокатку ведут от толщины полосы 2,3 мм до 0,55-0,51 мм. После рекристаллизаци- онного отжига при 650°С вторую прокатку до 0,50 мм ведут в одних валках (профилировка +0,10 мм).
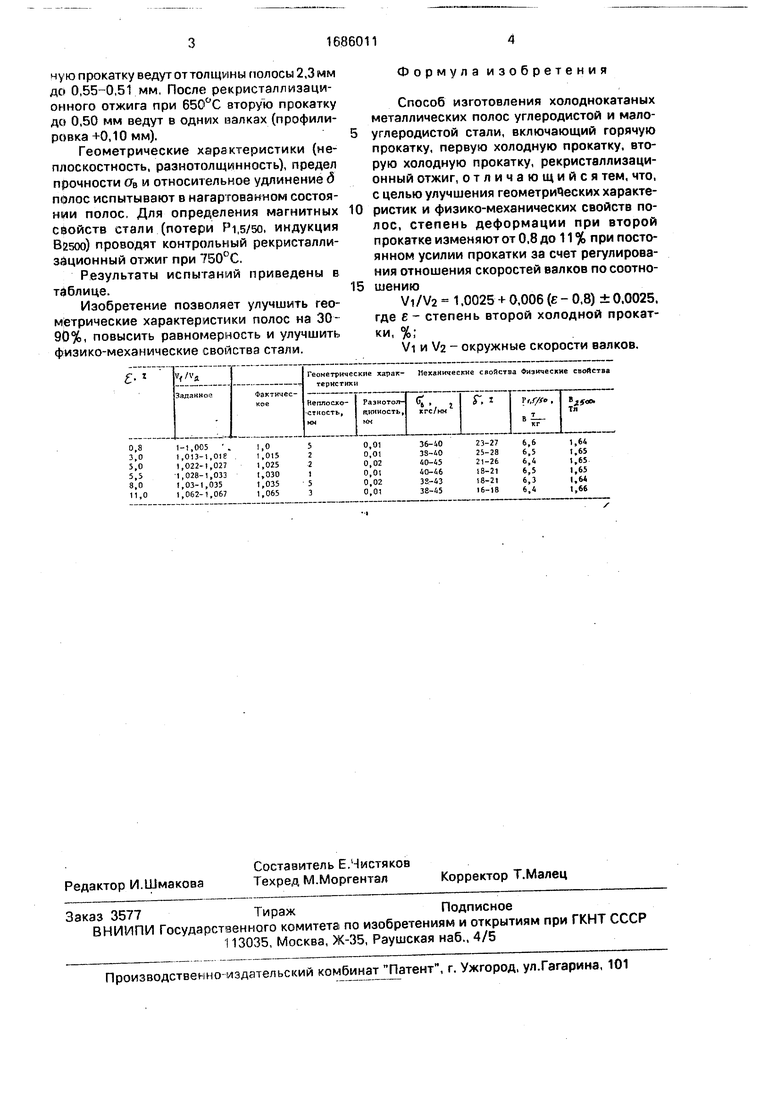
Геометрические характеристики (неплоскостность, разнотолщинность), предел прочности сгв и относительное удлинение д полос испытывают в нагартованном состоянии полос. Для определения магнитных свойств стали (потери Pi,s/50, индукция В250о) проводят контрольный рекристалли- зационный отжиг при 750°С.
Результаты испытаний приведены в таблице.
Изобретение позволяет улучшить геометрические характеристики полос на 30- 90%, повысить равномерность и улучшить физико-механические свойства стали.
Формула изобретения
Способ изготовления холоднокатаных металлических полос углеродистой и малоуглеродистой стали, включающий горячую прокатку, первую холодную прокатку, вторую холодную прокатку, рекристаллизаци- онный отжиг, отличающийся тем, что, с целью улучшения геометрических характеристик и физико-механических свойств полос, степень деформации при второй прокатке изменяют от 0,8 до 11 % при постоянном усилии прокатки за счет регулирования отношения скоростей валков по соотношению
Vi/V2 - 1,0025 + 0,006 (е - 0.8) ± 0,0025, где Е - степень второй холодной прокатки, %;
Vi и Va - окружные скорости валков.
| Авторское свидетельство СССР №951865, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
