Изобретение относится к металлургии и может применяться при производстве холоднокатаной изотропной электротехнической полосовой стали.
Цель изобретения - улучшение маг- нитных свойств и геометрических характеристик стали.
Способ производства изотропной электротехнической стали включает выплавку, разливку, горячую прокатку слитков на слябы, нат рев и горячую прокатку слябов на подкат с применением чистовой прокатки с рассогласованием окружных скоростей валков, холодную прокатку в одну или две стадии с промежуточным отжигом и заключительной термообработкой, чистовую горячую прокатку, которую ведут в -одной или более клетях с рассогласованием скоростей в зависимости от разности температуры на поверхности полосы по со- с ошению
--1--- (0,125-лЬ + 5 ± ± 2,5)
1 де v - Ьольшая скорость валка; Vj меньшая скорость валка; Лс - разность темг ератур верхне
и ш-шней поверхности поло
сы,
причем валком с большей скоростью воздействуют на поверхность раската с меньшей темшратурой, а валком с меньшей скоростью на поверхность с большей температурой.
Пример. Слитки стали (0,3% Si) прокатывают на слябы толщиной 170 MMt а.после нагрева - до 1300°С слябы методом горячей прокатки с ис пальзованием чистовой прокатки пред- лагае тым способом прокатывают до 2,, 5 мм. Далее подкат проходит холодную прокатку до 0,5 мм (промежуто ч- кый отжиг в толпщне 0,55 мм при 700 С и заключительную термообработку при BOO С в защитной атмосфере.
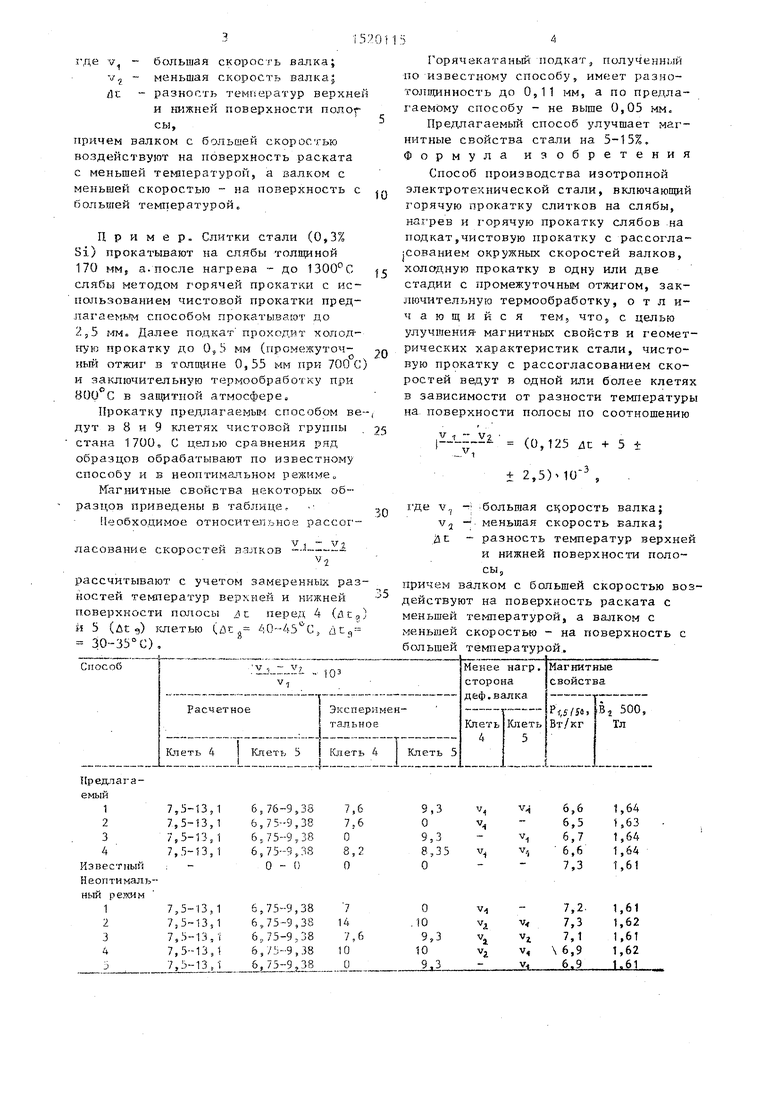
Прокатку предлагаемы1 способом ве дут в 8 и 9 клетях чистовой группы стана 1700, С целью сравнения ряд образцов обрабатывают по известному способу и в неоптимальном режиме„
Магнитные свойства некоторых образцов приведены в таблице
1еобходимое относительное рассогчг
ласование скоростей валков
рассчитывают с учетом замеренных раз- костей температур верхней и нижней - поверхности полосы /it перед 4 (дс,) и 5 (At ч) 1слетью (йс 40 -45 с, nt,, 30-35 С),
0
5
0
0
Горячекатаный подкат, полученный по известному способу, имеет разно- толщинность до 0,11 мм, а по предлагаемому способу - не выше 0,05 мм.
Предлагаемый способ улучшает магнитные свойства стал.и на 5-15%, Формула изобретения
Способ производства изотропной электротехнической стали, включающий горячую прокатку слитков на слябы, наг рев и горячую прокатку слябов .на подкат,чистовую прокатку с рассогла- ;сованием окружных скоростей валков, холодную прокатку в одну или две стадии с промежуточньм отжигом, заключительную термообработку, отличающийся тем, что, с целью улучшения- магнитных свойств и геометрических характеристик стали, чистовую прокатку с рассогласованием скоростей ведут в одной или более клетях в зависимости от разности температуры на поверхности полосы по соотношению
(0,125 лп + 5 ± ± 2,5)40 ,
где V,, - .большая с1 ;орость валка; v,j - меньшая скорость валка; ilt - разность температур верхней и нижней поверхности полосы,
причем валком с большей скоростью воздействуют на поверхность раската с меньшей температурой, а валком с меньшей скоростью - на поверхность с большей температурой,.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлических полос | 1988 |
|
SU1527291A1 |
| Способ производства холоднокатаной анизотропной электротехнической стали | 1991 |
|
SU1810141A1 |
| Способ производства электротехнической изотропной стали | 1988 |
|
SU1539222A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1999 |
|
RU2152278C1 |
| Способ изготовления анизотропной холоднокатаной электротехнической стали | 1983 |
|
SU1096291A1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОГО ПОДКАТА ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2224029C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОНИЦАЕМОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2516323C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ С УЛУЧШЕННЫМИ СВОЙСТВАМИ | 2009 |
|
RU2413007C1 |
Изобретение относится к металлургии и может применяться при производстве холоднокатаной изотропной электротехнической полосовой стали. Цель - улучшение магнитных свойств и геометрических характеристик стали. Способ производства изотропной электротехнической стали включает следующие операции: выплавку, разливку, горячую прокатку слитков на слябы, нагрев и горячую прокатку слябов на подкат с применением чистовой прокатки с рассогласованными окружными скоростями валков, холодную прокатку в одну или две стадии с промежуточным отжигом и заключительную термообработку, причем чистовую горячую прокатку ведут с рассогласованием скоростей в одной или более клетях в зависимости от разности температуры на поверхности полосы по соотношению (V1-V2)/V1=(0,125δТ+5≠2,5).10, где V1 - большая скорость валка
V2 - меньшая скорость валка
δТ - разность температур верхней и нижней поверхностей полосы, причем валком с большей скоростью воздействует на поверхность раската с меньшей температурой, а валком с меньшей скоростью - на поверхность с большей температурой 1 табл.
| СПОСОБ ОТРАБОТКИ СРЕДСТВ ЗАЩИТЫ ОБЪЕКТА ОТ НАПРАВЛЕННОГО ТЕПЛОВОГО ВОЗДЕЙСТВИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2338898C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
