Изобретение относится к изготовлению сварочных материалов,в частности порошковых сварочных проволок
Целью изобретения является повышение качества порошковой сварочной проволоки путем обеспечения равномерного распределения по длине и сечению проволоки
Способ изготовления порошковой сварочной проволоки согласно изобретению заключается в том, что металлическую ленту формируют в желоб, который гагем заполняют предварительно гранулированным флюсом После этого производят деформов ку полученного из ленты и заполненного флюсом желооа При этом используют грэ нулы флюса размером 0 1 0,D, состоящие и смеси компонентов с размером частиц равным 0,01 0 05 D и имеющие микропустоты размером 001 0 03 D, а об
щий объем микропустот с CLTJB.I-t r 10. 30% от объема гранул ЗцесьП пчугрен ний диаметр оболочки проголоси
Изменение размера час /п сикропу стот и их объемной доли . ет регули ровать обьемную массу «рачу , а эго дтст возможность довольно точно ьыдррч моать заданный коэффициент заполнения проволоки с минимальным отклонением от расчетного значения по длине и диаметр/ Наличие микропустот в гранула флюса крометого, повышает ихxpv пкость o°c ю- необход /.мое уплотнгни i i речника при ВОПОЧРИИИ проео ки алпчис микропустот в гранула, дг, din напри мер, введением в состав ru-/- it «тс иц бонатов размером 001 - 0 , О t при термообработке флюса т /ют с выделением углекислого газ j и ( . ем микропустот либо jac (етис польтовннмч
О
со
4
О
при гранулировании флюса жидких силика- топ натрия и калия с последующим испарением из них влаги при прокалке, либо любым другим способом, обеспечивающим формирование в гранулах микропустот заданных размеров.
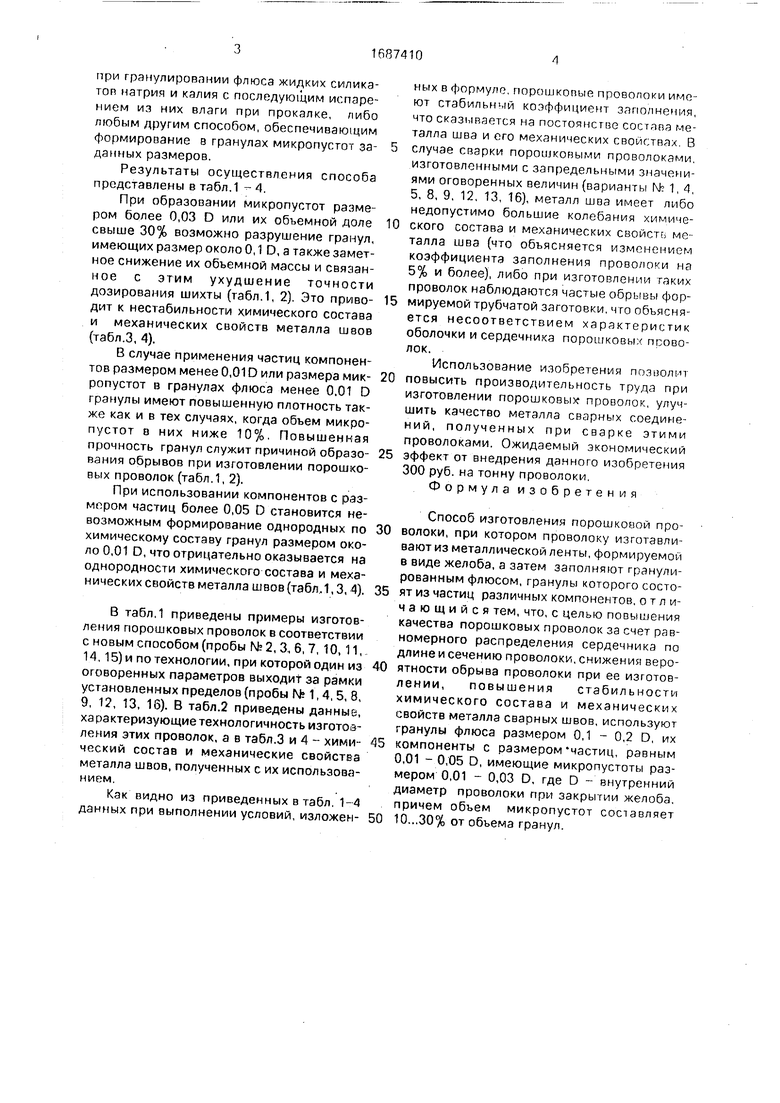
Результаты осуществления способа представлены в табл.1 - 4.
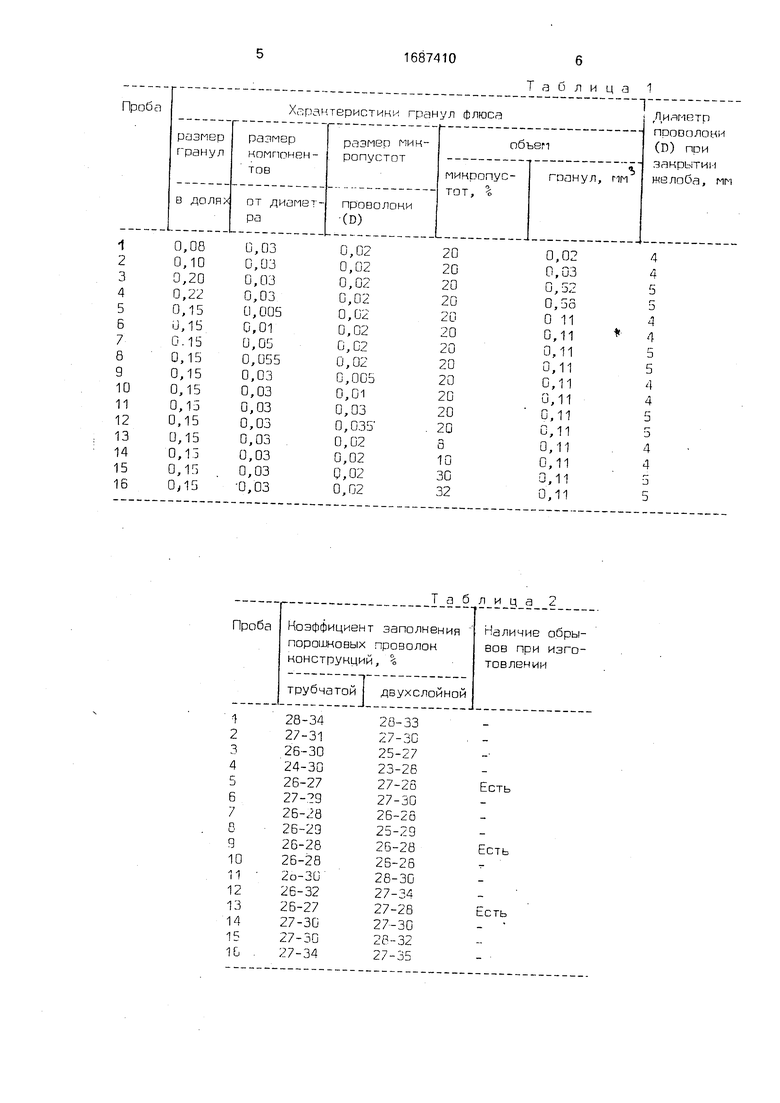
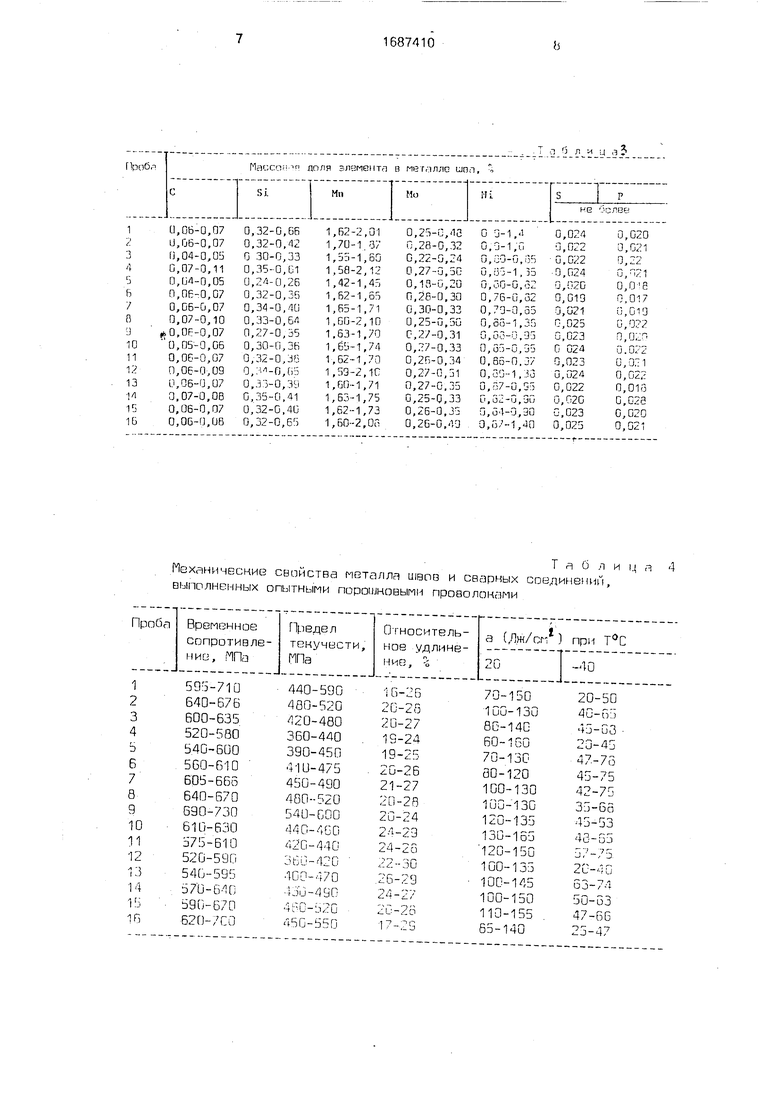
При образовании микропустот размером более 0,03 D или их объемной доле свыше 30% возможно разрушение гранул, имеющих размер около 0,1 D, а также заметное снижение их объемной массы и связанное с этим ухудшение точности дозирования шихты (табл.1, 2). Это приводит к нестабильности химического состава и механических свойств металла швов (табл.3, 4).
В случае применения частиц компонентов размером менее 0,01 D или размера микропустот в гранулах флюса менее 0.01 D гранулы имеют повышенную плотность также как и в тех случаях, когда объем микропустот в них ниже 10%. Повышенная прочность гранул служит причиной образования обрывов при изготовлении порошковых проволок (табл.1, 2).
При использовании компонентов с размером частиц более 0,05 D становится невозможным формирование однородных по химическому составу гранул размером около 0,01 D, что отрицательно оказывается на однородности химического состава и механических свойств металла швов (табл. 1.3,4).
В табл.1 приведены примеры изготовления порошковых проволок в соответствии с новым способом (пробы Nfc2, 3, 6, 7, 10, 11, 14. 15) и по технологии, при которой один из оговоренных параметров выходит за рамки установленных пределов (пробы № 1, 4, 5, 8, 9, 12, 13, 16). В табл.2 приведены данные, характеризующие технологичность изготовления этих проволок, а в табл.3 и 4 - химический состав и механические свойства металла швов, полученных с их использованием.
Как видно из приведенных в табл. 1-4 данных при выполнении условий, изложенных в формула порошковые пропопоки игю ют стабильный коэффициент заполнения, что сказывается на постоянстве состава мс талла шва и его механических свойства В
случае сварки порошковыми проволоками изготовленными с запредельными знячени ями оговоренных величин (варианты №1,4 5, 8, 9. 12, 13, 16), металл шва имеет либо недопустимо большие колебания химичсского состава и механических сноиг-п ме талла шва (что объясняется изменением коэффициента заполнения проволоки на 5% и более), либо при изготовлении таких проволок наблюдаются частые обрывы формируемой трубчатой заготовки, что объясня ется несоответствием характеристик оболочки и сердечника порошковые ПРОВОЛОК.
Использование изобретения позно/чм
повысить производительность труда при изготовлении порошковые проволок, улучшить качество металла сварных соедине ний, полученных при сварке этими проволоками. Ожидаемый экономический
эффект от внедрения данного изобретения 300 руб. на тонну проволоки
Формула изобретения
Способ изготовления порошковой про
волоки, при котором проволоку изготавливают из металлической ленты, формируемой в виде желоба, а затем заполняют гранулированным флюсом, гранулы которого состоят из частиц различных компонентов, о т л и- чающийся тем, что, с целью попышения качества порошковых проволок за счет равномерного распределения сердечника по длине и сечению проволоки, снижения вероятности обрыва проволоки при ее изготовлении, повышения стабильности химического состава и механических свойств металла сварных швов, используют гранулы флюса размером 0,1 - 0,2 D, их
компоненты с размером частиц, равным 0,01 - 0,05 D, имеющие микропустоты размером 0,01 - 0,03 D, где D - внутренний диаметр проволоки при закрытии желоба. причем объем микропустот составляет
10...30% от объема гранул.
Таблицл 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ СВАРКИ ТРУБ КАТЕГОРИИ ПРОЧНОСТИ Х90 | 2008 |
|
RU2387527C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2674525C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2012 |
|
RU2494847C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1993 |
|
RU2053084C1 |
| АГЛОМЕРИРОВАННЫЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2007 |
|
RU2359798C1 |
| Присадочная порошковая проволока для сварки под флюсом | 2018 |
|
RU2687120C1 |
| Присадочная порошковая проволока для сварки под флюсом | 2018 |
|
RU2687119C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИКАТОРА ДЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2618041C2 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2008 |
|
RU2387521C2 |
| Состав присадочного материала | 1981 |
|
SU967746A1 |
Изобретение относится к сварке, в частности к изготовлению порошковой проволоки различного назначения и v6pt тения - равномерное заполненл «vip i них полостей порошковой по п г . материалом шихты спи-пи,4 ы , t ОбрЫВОВ ПрОВОЛОКИ И ПОБЫШеНМГ V )lii l О сти химического состава и м -нм-с ii и свойств металла сварных твои При и г товлении проволоки ее запо гранулы которого имек:т iv ч р О 1 - внутреннего диаметрч npot-оло i п . v компо-е гь1 фаьул ИПР101 pcJi-i- (смиц 001 - 0,05 i размены ivi po г/слг. фгн п О 01 - 0 03 внутреннею диамоп% iojr -. о КИ МИКрОПУСТ )Т LT ч 30 оЬъе.ма i ранул 4 ттГ
2L-23 26-28 o-Ju Ь-J/ 2f,-2/ J7-3C /-jD
Т л 5 л и ц а
Есть
tCTb
Т а и л и ц
псхдничесние свойства металла швов и сварных соединений, выполненных опытными порошковыми проволонлми
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
