Изобретение относится к сварочным материалам, в частности, к порошковым проволокам и может быть использовано при производстве (изготовлении, монтаже, реконструкции) конструкций (изделий, продукции) с применением сварки под флюсом, в частности, при строительстве опасных производственных объектов.
Из уровня техники известна порошковая проволока для наплавки под флюсом и состоящая из стальной оболочки и порошкообразной шихты, содержащей ферросилиций, ферромарганец и железный порошок, а также других добавок в виде ферровольфрама, феррохрома, феррованадия, никеля и углеродфторсодержащей пыли электрофильтров алюминиевого производства (Патент RU 2518211, опубл. 10.06.2014, B23K 35/368 (2006.01)).
Однако известная порошковая проволока предназначена для получения износостойких защитных покрытий на деталях металлургического оборудования, работающих в условиях сжатия и абразивного износа при температурах 600°С и не может быть использована для сварки низкоуглеродистых низколегированных сталей под флюсом. Наплавленный металл, полученный этой проволокой, обладает повышенной твердостью и, как следствие, низкой ударной вязкостью.
Из уровня техники известна порошковая проволока для сварки под флюсом, содержащая стальную оболочку в виде радиальных и центральной кольцевой секций, заполненных порошкообразной шихтой (Авторское свидетельство SU 1832071, опубл. 07.08.1993, B23K 35/368 (2000.01), B23K 35/06 (2000.01)). Радиальные секции включают железный порошок и другие добавки в виде плавикошпатового концентрата, рутилового концентрата, глинозема, никелевого порошка. Центральная секция включает марганцевый порошок, молибденовый порошок и железный порошок.
Однако известная порошковая проволока для сварки под флюсом обладает следующими недостатками:
- сложная конструкция порошковой проволоки;
- легирование дорогостоящими элементами (никель и молибден);
- порошковая проволока прототипа является сварочной. При этом на ее торце горит дуга, что недопустимо для введения наноразмерных частиц карбида вольфрама: при прохождении дугового промежутка они будут деградировать, что приведет к падению значений ударной вязкости и росту их разброса.
Техническим результатом, на достижение которого направлено предлагаемое изобретение, является создание присадочной порошковой проволоки, которая может быть использована для сварки под флюсом низкоуглеродистых низколегированных сталей, обеспечивающей повышение значений ударной вязкости металла шва, а также повышение стабильности значений ударной вязкости металла шва в условиях низких температур.
Указанный технический результат достигается за счет того, что присадочная порошковая проволока для сварки под флюсом, состоящая из стальной оболочки и порошкообразной шихты, содержащей ферросилиций, ферромарганец и железный порошок, а также композиционные гранулы, состоящие из наноразмерных тугоплавких частиц карбида титана средним размером не менее 50 нм и железного порошка средним размером не менее 50 мкм в массовом соотношении от 1:2 до 1:3 соответственно, при следующем соотношение компонентов порошкообразной шихты, масс. %:
При этом коэффициент заполнения стальной оболочки порошкообразной шихтой может составлять 22-26%, а стальная оболочка может быть выполнена толщиной 0,4-0,5 мм.
В качестве стальной оболочки используют стальную ленту марки Св-08пс по ГОСТ 19851-74 преимущественно толщиной 0,5 мм и шириной 15 мм.
Композиционные гранулы, используемые в составе шихты порошковой проволоки, представляют собой комбинацию (наночастицы и микрочастицы в массовом соотношении от 1:2 до 1:3 соответственно), которые могут быть получены при совместной обработке в планетарной мельнице. Наноразмерные тугоплавкие частицы карбида титана могут быть получены, например, плазмохимическим синтезом. В качестве микрочастиц используют железный порошок. Введение железного порошка средним размером не менее 50 мкм в состав композиционных гранул обеспечивает транспортировку наночастиц, а также предотвращение их перегрева.
В процессе сварки под флюсом порошковая проволока проходит через расплавленный шлак, попадает в сварочную ванну, где ее оболочка и шихта плавятся, при этом наноразмерные частицы карбида титана попадают непосредственно в расплав хвостовой части сварочной ванны. Эти наноразмерные частицы выступают в роли модификатора, что обеспечивает рост значений ударной вязкости металла шва. Введение наноразмерных частиц карбида титана средним размером не менее 50 нм в сварочную ванну в составе композиционных гранул обеспечивает их надежную доставку в расплав сварочной ванны и равномерное распределение по ее объему, что обеспечивает повышение стабильности механических свойств металла шва, в частности, стабильности значений ударной вязкости металла шва в условиях низких температур.
В составе шихты порошковой проволоки композиционные гранулы содержатся в количестве 2-10 масс. %. Превышение этого предела ведет к увеличению стоимости сварочных материалов с незначительным положительным эффектом от воздействия наночастиц, а его уменьшение приводит к снижению значения ударной вязкости металла шва и стабильности значений ударной вязкости металла шва в условиях низких температур.
Пример 1
После запуска процесса автоматической дуговой сварки под флюсом низкоуглеродистых низколегированных сталей на оборудовании Lincoln Electric и стабилизации процесса горения дуги подают дополнительную присадочную порошковую проволоку в хвостовую часть сварочной ванны. Для сварки под флюсом используют порошковую проволоку, состоящую из стальной оболочки и порошкообразной шихты. В составе шихты порошковой проволоки содержатся: 2 масс. % ферросилиция, 7 масс. % ферромарганеца, 2 масс. % композиционных гранул (в соотношении наноразмерные тугоплавкие частицы карбида титана средним размером не менее 50 нм к железному порошку средним размером не менее 50 мкм 1:2), а также железный порошок - остальное до 100 масс. %.
Пример 2
После запуска процесса автоматической дуговой сварки под флюсом низкоуглеродистых низколегированных сталей и стабилизации процесса горения дуги подают дополнительную присадочную порошковую проволоку в хвостовую часть сварочной ванны. Для сварки под флюсом используют порошковую проволоку, состоящую из стальной оболочки и порошкообразной шихты. В составе шихты порошковой проволоки содержатся: 4 масс. % ферросилиция, 6,5 масс. % ферромарганеца, 5 масс. % композиционных гранул (в соотношении наноразмерные тугоплавкие частицы карбида титана средним размером не менее 50 нм к железному порошку средним размером не менее 50 мкм 1:3), а также железный порошок - остальное до 100 масс. %.
Пример 3
После запуска процесса автоматической дуговой сварки под флюсом низкоуглеродистых низколегированных сталей и стабилизации процесса горения дуги подают дополнительную присадочную порошковую проволоку в хвостовую часть сварочной ванны. Для сварки под флюсом используют порошковую проволоку, состоящую из стальной оболочки и порошкообразной шихты. В составе шихты порошковой проволоки содержатся: 5 масс. % ферросилиция, 8,5 масс. % ферромарганеца, 10 масс. % композиционных гранул (в соотношении наноразмерные тугоплавкие частицы карбида титана средним размером не менее 50 нм к железному порошку средним размером не менее 50 мкм 1:2), а также железный порошок - остальное до 100 масс. %.
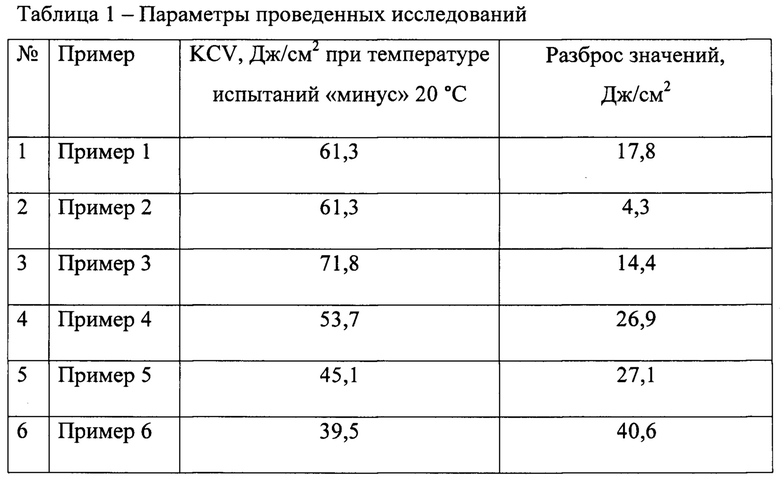
Исследования механических свойств металла шва сварного соединения (примеры 1-3) показали рост значений ударной вязкости и их стабильность в условиях низких температур (см. Таблицу 1).
Пример 4
После запуска процесса автоматической дуговой сварки под флюсом низкоуглеродистых низколегированных сталей и стабилизации процесса горения дуги подают дополнительную присадочную порошковую проволоку в хвостовую часть сварочной ванны. Для сварки под флюсом используют порошковую проволоку, состоящую из стальной оболочки и порошкообразной шихты. В составе шихты порошковой проволоки содержатся: 1 масс. % ферросилиция, 10 масс. % ферромарганца, 1 масс. % композиционных гранул (в соотношении наноразмерные тугоплавкие частицы карбида титана средним размером менее 50 нм к железному порошку средним размером менее 30 мкм 1:4), а также железный порошок - остальное до 100 масс. %.
Пример 5
После запуска процесса автоматической дуговой сварки под флюсом низкоуглеродистых низколегированных сталей и стабилизации процесса горения дуги подают дополнительную присадочную порошковую проволоку в хвостовую часть сварочной ванны. Для сварки под флюсом используют порошковую проволоку, состоящую из стальной оболочки и порошкообразной шихты. В составе шихты порошковой проволоки содержатся: 4 масс. % ферросилиция, 7 масс. % ферромарганеца, 15 масс. % композиционных гранул (в соотношении наноразмерные тугоплавкие частицы карбида титана средним размером менее 40 нм к железному порошку средним размером менее 40 мкм 1:2), а также железный порошок - остальное до 100 масс. %.
Пример 6
После запуска процесса автоматической дуговой сварки под флюсом низкоуглеродистых низколегированных сталей и стабилизации процесса горения дуги подают дополнительную присадочную порошковую проволоку в хвостовую часть сварочной ванны. Для сварки под флюсом используют порошковую проволоку, состоящую из стальной оболочки и порошкообразной шихты. В составе шихты порошковой проволоки содержатся: 6 масс. % ферросилиция, 2 масс. % ферромарганеца, 2 масс. % композиционных гранул (в соотношении наноразмерные тугоплавкие частицы нитрида титана средним размером не менее 50 нм к железному порошку средним размером не менее 50 мкм 1:2), а также железный порошок - остальное до 100 масс. %.
Исследования механических свойств металла шва сварного соединения (пример 4) показал снижение значения ударной вязкости металла шва и его стабильности в условиях низких температур (см. Таблицу 1).
Исследования механических свойств металла шва сварного соединения (пример 5) показал, что превышение содержания в шихте порошковой проволоки композиционных гранул, ведет к увеличению стоимости сварочных материалов и к снижению ударной вязкости металла шва (см. Таблицу 1).
Исследования механических свойств металла шва сварного соединения (пример 6) показали, что при введении других наноразмерных частиц, например, нитрида титана может образовываться пористость, что приводит к увеличению разброса значений ударной вязкости не менее чем в 2 раза, по сравнению с карбидом титана (см. Таблицу 1).
Таким образом, для стабилизации процесса сварки под флюсом низкоуглеродистых низколегированных сталей наноразмерные частицы карбида титана вводят в сварочную ванну в составе композиционных гранул. Введение в сварочную ванну порошковой проволоки определенного состава, имеющего композиционные гранулы наноразмерных частиц карбида титана средним размером не менее 50 нм в сочетании с железным порошком средним размером не менее 50 мкм в массовом соотношении от 1:2 до 1:3 соответственно, позволяет ввести наноразмерный модификатор в низкотемпературную зону сварочной ванны и, тем самым, воздействовать на ударную вязкость металла шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Присадочная порошковая проволока для сварки под флюсом | 2018 |
|
RU2687120C1 |
| Порошковая проволока | 2021 |
|
RU2757635C1 |
| Способ автоматической дуговой сварки под флюсом | 2017 |
|
RU2676933C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА МАРКИ 48ПП-10Т ДЛЯ СВАРКИ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2005 |
|
RU2300452C1 |
| Порошковая проволока | 2024 |
|
RU2825974C1 |
| КЕРАМИЧЕСКИЙ ФЛЮС | 2011 |
|
RU2471601C1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 1999 |
|
RU2166419C2 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ СВАРКИ ТРУБ КАТЕГОРИИ ПРОЧНОСТИ Х90 | 2008 |
|
RU2387527C1 |
| Низколегированная самозащитная порошковая проволока для подводной мокрой сварки высокопрочных сталей | 2024 |
|
RU2832711C1 |
Изобретение относится к сварочным материалам и может быть использовано при производстве конструкций из низкоуглеродистых низколегированных сталей с применением сварки под флюсом. Присадочная порошковая проволока состоит из стальной оболочки и порошкообразной шихты. Порошкообразная шихта содержит ферросилиций, ферромарганец, железный порошок, а также композиционные гранулы, состоящие из наноразмерных тугоплавких частиц карбида титана средним размером не менее 50 нм и железного порошка средним размером не менее 50 мкм в массовом соотношении от 1:2 до 1:3, соответственно. Присадочная порошковая проволока при заданном соотношении компонентов обеспечивает повышение значений ударной вязкости металла шва и их стабильности в условиях низких температур. 2 з.п. ф-лы, 1 табл., 6 пр.
1. Присадочная порошковая проволока для сварки под флюсом, состоящая из стальной оболочки и порошкообразной шихты, отличающаяся тем, что порошкообразная шихта содержит ферросилиций, ферромарганец, железный порошок и композиционные гранулы, состоящие из наноразмерных тугоплавких частиц карбида титана со средним размером не менее 50 нм и железного порошка со средним размером не менее 50 мкм в массовом соотношении от 1:2 до 1:3, соответственно, при следующем соотношении компонентов порошкообразной шихты, мас. %:
2. Присадочная порошковая проволока по п. 1, отличающаяся тем, что коэффициент заполнения стальной оболочки порошкообразной шихтой составляет 22-26%.
3. Присадочная порошковая проволока по п. 1, отличающаяся тем, что стальная оболочка выполнена толщиной 0,4-0,5 мм.
| ПОРОШКОВАЯ ПРОВОЛОКА | 2010 |
|
RU2446930C1 |
| Порошковая проволока для износостойкой наплавки | 1991 |
|
SU1808592A1 |
| МОДИФИКАТОР ДЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2608011C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2538875C1 |
| ЕА 200802100 А1, 30.04.2010. | |||

