Изобретение относится к методам гранулирования флюсов для сварки низколегированных хладостойких сталей и сплавов, широкого диапазона составов путем расплавления компонентов флюса, превращения их в жидкое состояние, затем в каплеобразную форму с последующим отвердеванием капель в газовой среде.
Изобретение может быть применено во всех отраслях промышленности, производящих сварочные материалы, для сварки сталей и сплавов широкого диапазона составов, в том числе для сварки стали магистральных трубопроводов.
В настоящее время известны три основные технологии изготовления сварочных флюсов: спечение, плавление и агломерирование. Сварка высокопрочных сталей требует кроме рафинирования еще и микролегирования сварочной ванны для обеспечения требуемого уровня прочностных и пластических свойств металла сварного шва и сварных соединений. Осуществить микролегирование сварочной ванны через флюс при сварке под плавленым флюсом невозможно, поскольку любые ферросплавы и металлические добавки, введенные в шихту флюса при его плавлении в процессе изготовления, окисляются и теряют свою металлургическую активность. Спеченные флюсы сложны в изготовлении и при их изготовлении также возможно окисление металлических компонентов (статья «Как выбрать сварочный флюс» Головко В.В., журнал «Мир техники и технологий». Апрель 4, (54), 2006 г.).
Технология получения гранулируемой массы, имеющей в своем составе рудоминеральные компоненты, позволяет вводить в состав агломерированных флюсов ферросплавы, лигатуры, осуществляющие микролегирование сварочной ванны при сварке. К недостаткам агломерированных флюсов, полученных скатыванием, комкованием или прессованием в различных вариантах, следует отнести их более низкую, по сравнению с плавлеными флюсами, механическую прочность гранул, а также более высокую способность, чем у плавленых флюсов, насыщаться влагой.
Для повышения механических свойств и качества металла сварного шва необходимо легирование ванны расплава металла сварного шва. Для этого необходимо обеспечить введение модифицирующих и раскисляющих компонентов через сварочную проволоку или флюс. Введение добавок через сварочную проволоку приводит к значительному выгоранию их в сварочной дуге. Введение металлических добавок через плавленый флюс невозможно в связи с их полным окислением в процессе изготовления флюса и низкой прочностью гранул. Изготовление синтетических спеченных флюсов связано с высокотемпературным нагревом (до 1100°С), что приводит к значительному окислению металлических компонентов. Низкая прочность гранул приводит к потере сварочно-технологических свойств флюса из-за образования пылевидной фракции.
Известны способы гранулирования расплава, защищенные патентами РФ №№2295431, 2285076, 2242532, 2144424, а также заявки на изобретения №2002106996, 2001127525, позволяющие получить гранулы за счет быстрого затвердевания жидкого расплава. Однако эти методы требуют нагрева компонентов шихты до расплавления, что приводит к химическому взаимодействию и окислению металлических компонентов шихты с потерей их металлургической активности.
Наиболее близким по технической сущности является способ получения самозащитного гранулированного флюса, включающий измельчение флюсующих ингредиентов и частиц галогенированного полимера с размером частиц 0,1-30 мкм до порошкообразного состояния, смешивание флюсующих ингредиентов с 0,1-5,0 мас.% галогенированного полимера, нагревание до температуры выше температуры плавления полимера для получения агломерированного материала и распыление его для получения гранул флюса (Патент РФ №2086379 С1, опубликованный 10.08.1997 г., МКИ В23К 35/362).
Недостатками указанного выше известного способа получения гранул флюса является то, что в способе прототипа получаемые гранулы обладают низкой прочностью из-за насыщения их элементами хладагента. Кроме того, металлические компоненты флюса, находясь в расплавленном состоянии, окисляются и теряют свою легирующую способность.
Техническим результатом изобретения является получение гранул флюса с повышенной прочностью и содержащих металлические компоненты, обладающие повышенной легирующей способностью.
Технический результат достигается за счет того, что способ гранулирования флюса заключается в том, что на поверхность металлической пластины с отражательной способностью не менее 0,65 наносят слой порошка шихты флюса, состоящего из смеси неметаллических и металлических компонентов с размером фракций более 0,315 мм, толщиной, достаточной для проплавления не менее 90% слоя порошка, при этом содержание неметаллических компонентов должно быть не менее 45 объем.%, затем воздействуют на порошок шихты флюса потоком световой энергии, например лучом лазера с длиной волны излучения более 0,56 мкм, в течение времени менее 20 с и с плотностью мощности излучения 102-106 Вт/см2, с продольной скоростью перемещения луча относительно металлической пластины 0,01-20,0 см/с, после чего проводят охлаждение капель расплава на металлической пластине в нейтральной газовой среде с образованием гранул.
Проблему получения прочных и износостойких плавленых гранул, имеющих в своем составе неокисленные металлические компоненты, можно решить путем расплавления и быстрого затвердевания капель расплава флюса. Добиться такой цели удалось за счет применения в качестве источника нагрева потока световой энергии, например луча лазера или подобных ему источников световых энергий с высокой плотностью мощности излучения.
Металлические компоненты шихты флюса требуют для расплавления значительно большей энергии, чем неметаллические, так как поверхность металлической частицы имеет более высокую отражательную способность световой энергии, а также более высокую теплопроводность, способствующую рассеиванию тепловой энергии по всему объему металлической частицы. В результате этого за время воздействия светового потока с параметрами предлагаемого способа металлические частицы не подвергаются расплавлению.
Луч световой энергии с высокой плотностью мощности излучения наиболее эффективно расплавляют неметаллические компоненты шихты флюса. Это объясняется тем, что поверхность неметаллических частиц флюса имеют меньшую отражательную способность, а также более низкую теплопроводность, чем металлических, что способствует высокой концентрации световой энергии на ее поверхности, которая производит ее послойное расплавление, превращая неметаллические компоненты в жидкое состояние за счет термокапиллярной диффузии. Эта жидкая масса обволакивает нерасплавленные металлические частицы и после завершения воздействия светового потока застывает, образуя гранулы, содержащие внутри нерасплавленные металлические компоненты флюса.
Кроме формирования гранул экспериментально установлено, что процесс сопровождается также очисткой сварочного материала от загрязнений серы, углерода и фосфора.
Исследованиями установлены параметры обработки порошка шихты флюса, позволяющие получать плавленые гранулы, обладающие более высокой прочностью.
Воздействие светового потока на порошок шихты флюса с длительностью более 20 с не позволяет получить флюс, отличный от нейтрального, т.к. в этом случае успевают пройти химико-термические процессы, приводящие к окислению металлических компонентов флюса.
Плотность мощности излучения менее 102 Вт/см2 и скорость перемещения светового луча более 0,01 см/с не позволяют расплавить неметаллические компоненты шихты флюса из-за недостаточного количества подводимой световой энергии, что приводит к появлению нежелательной спеченной корки.
При плотности мощности излучения более 106 Вт/см2 и скорости перемещения светового луча менее 20,0 см/с наблюдается расплавление металлических компонентов, а также усиление процессов испарения других компонентов шихты флюса, что приводит к потере сварочно-технологических свойств флюса.
Длина волны излучения менее 0,56 мкм эффективно нагревает металлические компоненты шихты, что приводит к протеканию в них химико-термических процессов, приводящих к значительному расплавлению и окислению металлической части флюса.
Размер исходной фракции порошка шихты флюса более 0,315 мм приводит к неравномерному распределению элементов внутри одной гранулы, что может создать ликвацию элементов в металле шва.
Использование металлической пластины из материала с отражающей способностью менее 0,65 приводит к поглощению световой энергии и к оплавлению ее и, как следствие, к изменению химического состава гранул и нарушению технологического процесса.
Для получения гранул флюса необходимо и достаточно присутствие в составе компонентов шихты флюса не менее 45 объемн. % неметаллических компонентов.
При содержании неметаллических компонентов менее 45 объемн. % происходит нежелательное более глубокое оплавление металлических частиц компонентов флюса с потерей их металлургических свойств.
Обработка в атмосфере нейтрального газа аргона предохраняет металлические частицы от окисления, сохраняя их металлургическую активность.
Пример конкретного выполнения
На участке подготовки флюсов были изготовлены смеси порошков исходных компонентов флюса с размером фракций менее 0,315 мм. Состав исходной смеси представлен в таблице.
На лазерном участке ФГУП ЦНИИ КМ "Прометей" была проведена обработка компонентов порошка флюса с получением гранул. Лазерная обработка проводилась на лазерной технологической установке Комета-2, работающей в непрерывном режиме с длиной волны излучения до 10,6 мкм. Обработку проводили в атмосфере аргона по следующим режимам:
- Плотность мощности лазерного излучения составляла 102 Вт/см2 с длиной волны 0,56 мкм, время обработки компонентов смеси - 20 с, продольная скорость перемещения светового луча относительно металлической пластины с порошком флюса - 0,01 см/с.
- Плотность мощности лазерного излучения составляла 106 Вт/см2 с длиной волны 10,6 мкм, время обработки компонентов смеси - 0,01 с, продольная скоростью перемещения светового луча относительно металлической пластины с порошком флюса - 20,0 см/с.
- Обработка производилась на полированной алюминиевой пластине, отражательная способность которой составляла 0,67.
Затем произвели сварку под флюсом, изготовленным по предлагаемому и известному способам, низколегированной высокопрочной стали марки 10ГН следующего состава, мас.%: С - 0,092; Si - 0,3; Mn - 1,1; Cr - 0,04; Ni - 0,8; Mo - 0,15; Ti - 0,02; Cu - 0,20; Al - 0,03; S - 0,008; P - 0,008; железо - остальное, неплавящимися электродами. После сварки стали провели химический анализ металла сварного шва, полученного по обоим вариантам технологии сварки. Химический состав приведен в таблице 2.
Затем были проведены испытания механической прочности гранул флюса, полученных известным способом (прототипа) и предлагаемым способом.
Результаты химического анализа металла сварного шва показывают, что химический состав металла шва, полученного при сварке под флюсом, полученным предлагаемым способом, имеет более высокую концентрацию легирующих компонентов, чем сварной шов, полученный при сварке под известным флюсом, что подтверждает факт дополнительного легирования металла сварного шва.
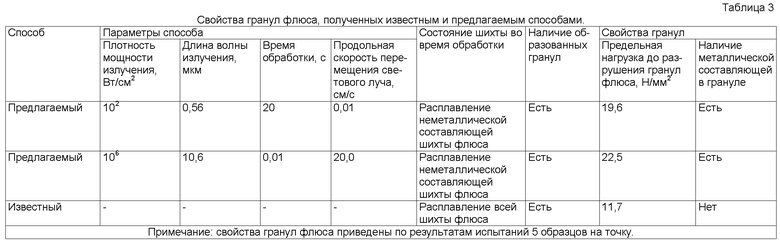
Исследование свойств гранул флюса, полученных по предлагаемому и известному способам, приведены в таблице 3.
Из таблицы следует, что гранулы, полученные предлагаемым способом, обладают повышенной прочностью по сравнению с гранулами, полученными известным способом (прототип).
Технико-экономический эффект от применения предлагаемого способа по сравнению с прототипом выразится в повышении прочности и надежности сварных соединений труб за счет создания равнопрочного сварного шва путем дополнительного его легирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2012 |
|
RU2494847C1 |
| Способ гранулирования сварочного флюса | 2021 |
|
RU2769190C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО СВАРОЧНОГО ФЛЮСА | 2019 |
|
RU2716344C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2017 |
|
RU2680031C1 |
| АГЛОМЕРИРОВАННЫЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2007 |
|
RU2359798C1 |
| Порошковая проволока | 1986 |
|
SU1416290A1 |
| АГЛОМЕРИРОВАННЫЙ ФЛЮС МАРКИ 48АФ-55 | 2005 |
|
RU2295431C2 |
| АГЛОМЕРИРОВАННЫЙ ФЛЮС МАРКИ 48АФ-59 ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ТРУБНЫХ СТАЛЕЙ КАТЕГОРИЙ Х90-Х100 | 2010 |
|
RU2442681C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИКАТОРА ДЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2618041C2 |
| Способ термитной сварки в горизонтальной плоскости | 1990 |
|
SU1779513A1 |
Изобретение относится к методам гранулирования флюсов для сварки низколегированных хладостойких сталей и сплавов, широкого диапазона составов и может быть применено во всех отраслях промышленности, производящих сварочные материалы, для сварки сталей и сплавов широкого диапазона составов, в том числе для сварки стали магистральных трубопроводов. Техническим результатом изобретения является повышение прочности гранул, отсутствие в них окисленных металлических компонентов. Согласно способу на поверхность металлической пластины с отражательной способностью не менее 0,65 наносят слой порошка шихты флюса, состоящего из смеси неметаллических и металлических компонентов с размером фракций не более 0,315 мм. Толщина слоя является достаточной для проплавления не менее 90% слоя порошка. Затем воздействуют на порошок шихты флюса потоком световой энергии в виде светового луча с длиной волны излучения более 0,56 мкм. Воздействие осуществляют с плотностью мощности излучения и в течение времени, достаточными для расплавления неметаллических компонентов флюса, и с продольной скоростью перемещения светового луча относительно обрабатываемого порошка 0,01-20,0 см/с. После чего проводят охлаждение капель расплава на поверхности металлической пластины в газовой среде с образованием гранул. 5 з.п. ф-лы, 3 табл.
1. Способ гранулирования флюса, включающий расплавление материала, формирование капель расплава, охлаждение их с образованием гранул, отличающийся тем, что на поверхность металлической пластины с отражательной способностью не менее 0,65 наносят слой порошка шихты флюса, состоящего из смеси неметаллических и металлических компонентов с размером фракций не более 0,315 мм, толщиной, достаточной для проплавления не менее 90% слоя порошка, затем воздействуют на порошок шихты флюса потоком световой энергии в виде светового луча с длиной волны излучения более 0,56 мкм, с плотностью мощности излучения и в течение времени, достаточными для расплавления неметаллических компонентов флюса, и с продольной скоростью перемещения светового луча относительно обрабатываемого порошка 0,01-20,0 см/с, после чего проводят охлаждение капель расплава на поверхности металлической пластины в газовой среде с образованием гранул.
2. Способ по п.1, отличающийся тем, что на слой порошка шихты флюса воздействуют потоком световой энергии в течение не более 20 с.
3. Способ по п.1, отличающийся тем, что на слой порошка шихты флюса воздействуют потоком световой энергии с плотностью мощности излучения 102-106 Вт/см2.
4. Способ по п.1, отличающийся тем, что наносят слой порошка шихты флюса, содержащего не менее 45 об.% неметаллических компонентов.
5. Способ по п.1, отличающийся тем, что в качестве светового луча используют луч лазера.
6. Способ по п.1, отличающийся тем, что расплавление компонентов и охлаждение расплава проводят в нейтральной газовой среде.
| САМОЗАЩИТНЫЙ ГРАНУЛИРОВАННЫЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1992 |
|
RU2086379C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ МАТЕРИАЛОВ | 1999 |
|
RU2144424C1 |
| SU 1451989 A1, 10.09.1995 | |||
| JP 2004167316 A, 17.06.2004 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

