Область техники
Изобретение относится к сварочной технике и может быть использовано для изготовления сварных конструкций механизированной дуговой сваркой.
Уровень техники
Механизированная дуговая сварка плавящимся электродом предполагает использование в качестве электрода сварочной проволоки, через которую проходит электрический ток, и которая подается в зону сварки с помощью механизма. При протекании тока по сварочной проволоке между торцом последней и свариваемым изделием возникает дуга. Дуга является источником теплоты, которая расплавляет торец сварочной проволоки и часть свариваемого изделия, которые, кристаллизуясь при остывании, формируют сварной шов (ГОСТ 2601-84. Сварка металлов. Термины и определения основных понятий). Сварочная проволока обычно представляет собой сплошной одножильный провод круглого сечения, имеющий заданный диаметр.
Механизированная дуговая сварка является широко применяемым процессом, обеспечивающим высокую производительность. Тем не менее, этот процесс имеет недостатки: нестабильность при коротких замыканиях, повышенное разбрызгивание, а также низкое качество сварного шва. Отрыв капель от торца сварочной ванны происходит хаотично: капли имеют разный размер и образуются за различные промежутки времени. Все это может привести к нестабильной геометрии сварного шва.
Для обеспечения качественного сварного шва необходимо обеспечивать защиту дуги и расплавляемого металла сварочной проволоки и свариваемого изделия, а в некоторых случаях, и остывающего шва от воздуха. Этого можно достичь, подавая в зону сварки с помощью специальных устройств защитный газ или флюс. Однако, часто бывает необходимо применять порошковую проволоку, представляющую собой наружную металлическую оболочку с заключенным внутри сердечником в виде различных порошков (ГОСТ 2601-84. Сварка металлов. Термины и определения основных понятий). Одна из задач, обеспечиваемых порошками сердечника порошковой проволоки, состоит в образовании газа, обеспечивающей защиту дуги и расплавленного металла сварочной ванны от воздуха.
Следует отметить, что кроме самозащитной порошковой проволоки, при сварке которой защита сварочного шва обеспечивается газами, образующимися из порошков, нашла применение и газозащитная порошковая проволока, при сварке которой защита сварочного шва обеспечивается подачей в зону сварки защитного газа как при сварке сварочной проволокой сплошного сечения.
Другие задачи порошков сердечника порошковой проволоки состоят: в удалении кислорода, а также в удалении серы и фосфора из расплавленного металла сварочной ванны; в обеспечении устойчивости дуги; в придании оптимальных механических характеристик металлу сварного шва путем легирования; в обеспечении защиты расплавленного металла сварного шва от воздуха путем образования шлака, в заполнении разделки под сварку и повышении, тем самым, коэффициента наплавки. Данные порошки позволяют обеспечивать оптимальные механические свойства и состав металла сварного шва.
Также, еще одним преимуществом при сварке порошковой проволокой является возможность применять ток очень большой плотности. Это позволяет плавить большое количество металла (по сравнению со сваркой сварочной проволокой сплошного сечения), что увеличивает производительность.
Также, еще одним преимуществом при применении порошковой проволоки является возможность визуального контроля процесса сварки, мобильность по отношению к системе подачи защитных газов, а также наличия воздушных потоков. Например, сварка под слоем флюса может быть затруднена по причине невозможности точно направить электродную проволоку в разделку, а также выполнения сварки на вертикальной плоскости или на потолке. Кроме того, наблюдать за формированием шва тоже не представляется возможным. Недостатками сварки в защитном газе являются возможная нестабильность сварочного процесса из-за сквозняка и необходимость применения баллонов с защитным газом и редукторами. Кроме того, сопла, подающие защитный газ, могут забрызгиваться в процессе сварки.
Таким образом, сварка с применением порошковой проволоки имеет множество преимуществ: возможность визуального контроля, автономность от источников питания защитным газом, обеспечение оптимальных механических свойств и состава металла сварного шва.
При сварке порошковой проволокой имеют место такие недостатки как: нестабильность процесса сварки с постоянным напряжением, высокие энергетические затраты, значительные сварочные деформации, неровный сварочный шов, значительное разбрызгивание, а также значительные выделения дыма и сажи. Следует отметить, что данные недостатки в еще большей степени присущи сварке с применением сварочной проволоки сплошного сечения.
Кроме того, в качестве недостатка следует отметить необходимость удаления с поверхности сварного шва застывшего шлака, который снижает эстетичный вид изделия, а также загрязняет сварочную ванну следующего слоя сварного шва при многослойной сварке.
Также, в качестве недостатка следует отметить вероятность загрязнения металла сварного шва неметаллическими включениями вследствие того, что проводимость металлической оболочки выше проводимости порошков сердечника. Как следствие, плавление металлической оболочки опережает плавление сердечника, что может привести к снижению защиты сварочной ванны от воздуха, а также к неполному расплавлению порошков.
Также, в качестве недостатка следует отметить сложность проведения сварки порошковой проволокой в потолочном и вертикальном положении. Данный недостаток обусловлен, как было отмечено выше, применением тока очень большой плотности, который призван обеспечить непрерывность горения порошковой проволоки, диаметр которой больше диаметра сварочной проволоки сплошного сечения. Ток большой плотности позволят расплавлять большие объемы металла - соответственно сварочная ванна имеет достаточно большой объем. Кроме того, на поверхности сварочной ванны присутствуют жидкие шлаки. Сварочная ванна большого объема и жидкие шлаки сложно удержать от протекания в потолочном или в вертикальном положении действием поверхностного натяжения и давлением дуги.
Также важным свойством порошков сердечника является грануляция. При небольших размерах частиц порошков может наблюдаться пористость вследствие увеличенной площади поверхности, на которой адсорбируется влага, вносимая в сварочную ванну, а также снижаться механические свойства металла сварного шва в связи с интенсивным выгоранием небольших частиц в сварочной дуге. При больших размерах частиц порошков может наблюдаться значительное количество включений в металле сварного шва по причине неполного расплавления частиц сердечника в сварочной ванне; включения, являясь концентраторами напряжения, приводят к снижению механических свойств металла сварного шва. При значительной разнице размеров частиц различных порошков может возникнуть пустоты и неравномерного заполнения порошками сердечника пространства внутри металлической оболочки, что, соответственно, повысит вероятность образования пор в сварном шве и вызовет неравномерность химического состава.
Известна порошковая проволока, относящаяся к сварочной технике, которая имеет металлическую оболочку и сердечник в виде порошков и металлической проволоки в виде повторяющихся по длине сферических или цилиндрических элементов, каждый из которых отделен от другого выемкой с площадью поперечного сечения меньшей площади поперечного сечения элементов (US 6180920 B1, US 6137081 B1, US 6417489 B1, US 6426483 В1). Выемки увеличивают эффективное сопротивление порошковой проволоки, в то время как сферические или цилиндрические элементы обеспечивают контролируемую передачу капель в процессе дуговой сварки. Стабильный перенос капель расплавленной порошковой проволоки приводит к более ровному сварному шву и снижает образование брызг. Недостатком данной порошковой проволоки является вероятность появления несплавлений в сварном шве и неоднородность химического состава последнего вследствие неполного расплавления сферических или цилиндрических элементов внутренней металлической проволоки, что, в свою очередь, является следствием как сложности обеспечения подведения тока от электрического контакта сварочного оборудования через металлическую оболочку и сквозь порошки к внутренней металлической проволоке, так и значительного объема сферических или цилиндрических элементов. Также недостатком данной порошковой проволоки является вероятность образования пор в сварном шве вследствие возникновения пустот и неравномерного заполнения порошками пространства внутри металлической оболочки из-за значительной разницы размеров частиц порошков и повторяющихся по длине сферических или цилиндрических элементов внутренней металлической проволоки. Также недостатком данной порошковой проволоки является вероятность ее излома или перегиба при подаче, особенно при длинном сварочном рукаве и его перегибах, что вызвано пониженной гибкостью данной порошковой проволоки вследствие наличия внутренней металлической проволоки. Также недостатком данной порошковой проволоки является вероятность появления рывков при подаче или застреваний в токоподающем наконечнике сварочной горелки, вызванная наличием сферических или цилиндрических элементов на внутренней металлической проволоки, что может привести к нестабильности процесса сварки. Также в качестве недостатка данной порошковой проволоки следует указать трудоемкость ее изготовления.
Известна порошковая проволока, относящаяся к сварочной технике, которая имеет металлическую оболочку и порошковый сердечник в виде чередующихся по длине слоев различного химического состава, при этом в двух соседних слоях процентное содержание легкоплавкой составляющей в одном увеличивается, а в другом - уменьшается по длине (SU 1699748 А1). Применение данной порошковой проволоки позволяет создавать переходные структуры при наплавке с целью поиска оптимального соотношения компонентов сердечника путем послойного исследования свойств, а также получать плавные переходы при наплавке применительно к конкретной детали. Недостатком данной порошковой проволоки является нестабильный перенос расплавленных капель, что приводит к неровному сварному шву, и повышенному разбрызгиванию, кроме того, велика вероятность обрыва дуги, что уменьшает качество сварного шва, поскольку увеличиваются промежутки контакта расплавленного металла сварного шва с воздухом, а также появляется необходимость в заделке кратера с удалением шлаковой корки, остатки которой могут привести к неметаллическим включениям и несплавлениям в сварном шве. Также в качестве недостатка следует указать необходимость заблаговременного изготовления порошковой проволоки под конкретную деталь, а также необходимость предварительной настройки расположения переходного слоя по длине на требуемый участок, что сужает возможность применения данной порошковой проволоки и увеличивает трудоемкость при ее применении.
Известна порошковая проволока, принятая в качестве прототипа, относящаяся к сварочной технике, которая имеет металлическую оболочку и порошковый сердечник в виде чередующихся по длине слоев различного химического состава, при этом между двумя слоями с постоянным химическим составом расположен переходный слой, состав которого плавно изменяется (SU 1625612 А1). Данная порошковая проволока позволяет получать плавное изменение химического состава при наплавке. Недостатком данной порошковой проволоки является нестабильный перенос расплавленных капель, что приводит к неровному сварному шву, и повышенному разбрызгиванию, кроме того, велика вероятность обрыва дуги, что уменьшает качество сварного шва, поскольку увеличиваются промежутки контакта расплавленного металла сварного шва с воздухом, а также появляется необходимость в заделке кратера с удалением шлаковой корки, остатки которой могут привести к неметаллическим включениям и несплавлениям в сварном шве. Также в качестве недостатка следует указать необходимость заблаговременного изготовления порошковой проволоки под конкретное сочетание разнородных металлов, а также необходимость предварительной настройки расположения переходного слоя по длине на стык разнородных металлов, что сужает возможность применения данной порошковой проволоки и увеличивает трудоемкость при ее применении.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является улучшение технических характеристик сварочного процесса.
Технический результат, получаемый при осуществлении заявляемого изобретения - обеспечение стабильного переноса капель расплавленной порошковой проволоки, получение ровного сварного шва, пониженное разбрызгивание, понижение вероятности обрыва дуги, обеспечение стабильной геометрии сварного шва, увеличение механических характеристик металла сварного шва.
Порошковая проволока, состоящая из металлической оболочки и порошкового сердечника в виде периодически чередующихся по длине слоев различного химического состава, причем в каждых двух соседних слоях в одном процентное содержание металлического порошка составляет от 70 до 100% по весу, а остальное составляют шлакообразующие порошковые компоненты, а в другом процентное содержание металлического порошка составляет от 0 до 20% по весу, а остальное составляют шлакообразующие порошковые компоненты, - обеспечивает равномерный, стабильный перенос расплавленной порошковой проволоки через дугу в сварочную ванну посредством раздельного переноса отдельных капель. Так, слои, в которых содержание металлического порошка составляет от 70 до 100% по весу, а остальное составляют шлакообразующие порошковые компоненты, участвуют в образовании сварочной капли, а слои, в которых содержание металлического порошка составляет от 0 до 20% по весу, а остальное составляют шлакообразующие порошковые компоненты, способствуют отделению сварочных капель друг от друга и обеспечивают шлаковую защиту сварочных капель от воздуха. Так и осуществляется контролируемый перенос капель расплавленной порошковой проволоки в процессе дуговой сварки. Такой периодически повторяющийся перенос капель приводит к ровному сварному шву и снижает образование брызг, кроме того, уменьшается вероятность обрыва дуги, что обеспечивает стабильную геометрию сварного шва, увеличивает механические характеристики металла сварного шва, поскольку уменьшаются промежутки контакта расплавленного металла сварного шва с воздухом, а также уменьшается вероятность образования кратера, возникающего при случайных обрывах сварочной дуги, и, поэтому, уменьшается вероятность загрязнения сварного шва остатками шлака, что может приводить к неметаллическим включениям.
Следует отметить, что слои, в которых содержание металлического порошка составляет от 70 до 100% по весу, имеют также шлакообразующие порошковые компоненты, которые улучшают шлаковую защиту сварочных капель от воздуха, а слои, в которых содержание шлакообразующего порошка составляет от 80 до 100% по весу, имеют также металлический порошок, который улучшает электропроводность.
Порошкообразные слои, в которых содержание металлического порошка составляет от 70 до 100% по весу, помимо шлакообразующих порошковых компонентов, также могут также могут содержать газообразующие, стабилизирующие компоненты от 0 до 30% по весу, которые, соответственно, обеспечивают образование защитного газа, устойчивость сварочной дуги. С другой стороны, порошкообразные слои, в которых содержание металлического порошка составляет от 0 до 20% по весу, а помимо шлакообразующих порошковых компонентов, также могут содержать газообразующие, стабилизирующие компоненты от 0 до 40% по весу, которые, соответственно, обеспечивают образование защитного газа, устойчивость сварочной дуги.
Кроме того, металлический порошок обоих слоев кроме компонентов основного металла, также может содержать легирующие, раскисляющие и рафинирующие порошковые компоненты, которые, соответственно, придают оптимальные механические характеристики металлу сварного шва, удаляют кислород, а также удаляют серу и фосфор.
Таким образом, состав порошкообразных слоев, в которых содержание металлического порошка составляет от 0 до 20% по весу, а остальное составляют шлакообразующие порошковые компоненты, под действием теплоты сварочной дуги обеспечивает сгорание газообразующих и стабилизирующих дугу компонентов, оплавление шлакообразующих компонентов, которые обволакивают сварочные капли, а также расплавленный торец порошковой проволоки, и, далее, сварочной ванны, обеспечивая их защиту от воздуха. В то же время, состав порошкообразных слоев, в которых содержание металлического порошка составляет от 70 до 100% по весу, а остальное составляют шлакообразующие порошковые компоненты, обеспечивает повышение коэффициента наплавки, и способствует, наряду с расплавленным металлом оболочки порошковой проволоки, заполнению разделки под сварку, а также легируют, раскисляют и рафинируют металл сварного шва.
Таким образом, благодаря применению предложенной порошковой проволоки, состоящей из металлической оболочки и порошкового сердечника в виде периодически повторяющихся, чередующихся по длине слоев различного химического состава, причем в каждых двух соседних слоях: в одном процентное содержание металлического порошка составляет от 70 до 100% по весу, а остальное составляют шлакообразующие порошковые компоненты, а в другом процентное содержание металлического порошка составляет от 0 до 20% по весу, а остальное составляют шлакообразующие порошковые компоненты, - обеспечивается стабильный перенос капель расплавленной порошковой проволоки, получение ровного сварного шва, пониженное разбрызгивание, уменьшение вероятности обрыва дуги, обеспечение стабильной геометрии сварного шва, увеличение механических характеристик металла сварного шва.
Краткое описание чертежей
Изобретение поясняется описанием конкретного примера ее выполнения и прилагаемыми графическими материалами, где на:
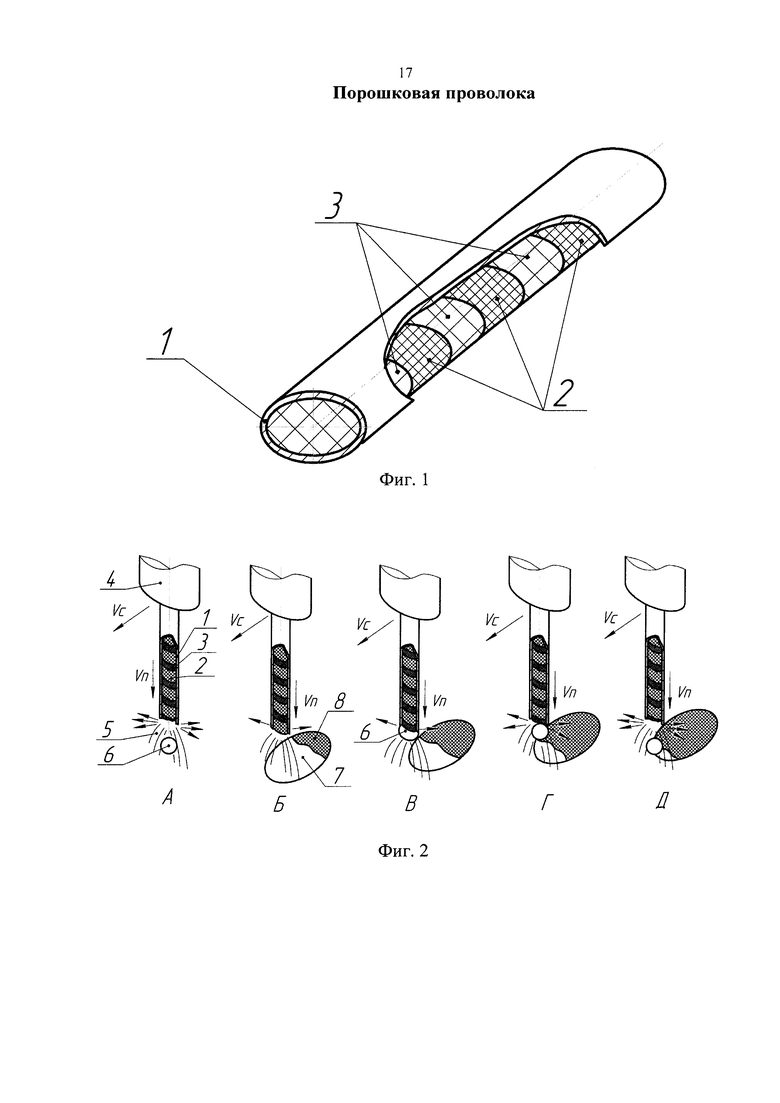
на фиг. 1 представлен общий вид порошковой проволоки;
на фиг. 2 - общий вид дуговой сварки порошковой проволоки,
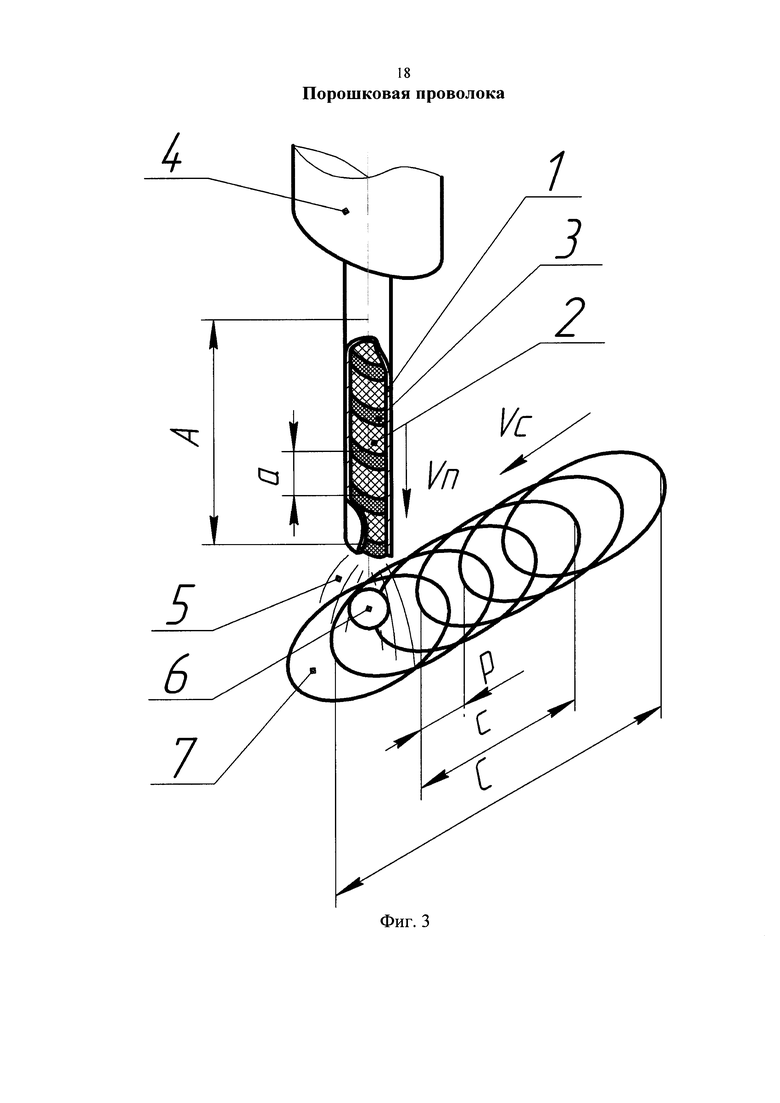
на фиг. 3 - стадии перехода расплавленной капли порошковой проволоки в сварочную ванну;
Позициями на фиг. 1-3 обозначены:
1 - металлическая оболочка порошковой проволоки;
2 - слой сердечника порошковой проволоки с процентным содержанием металлического порошка от 70 до 100% по весу, а остальное составляют шлакообразующие порошковые компоненты;
3 - слой сердечника порошковой проволоки с процентным содержанием металлического порошка от 0 до 20% по весу, а остальное составляют шлакообразующие порошковые компоненты;
4 - токопроводящий наконечник;
5 - сварочная дуга;
6 - сварочная капля;
7 - сварная точка;
8 - шлаковая корка.
Сведения, подтверждающие возможность осуществления изобретения
Сущность изобретения состоит в том, что порошковая проволока состоит из металлической оболочки 1 и порошкового сердечника в виде периодически чередующихся по длине слоев различного химического состава, причем в каждых двух соседних слоях: в одном (слой 2) процентное содержание металлического порошка составляет от 70 до 100% по весу, а остальное составляют шлакообразующие порошковые компоненты, а в другом (слой 3) процентное содержание металлического порошка составляет от 0 до 20% по весу, а остальное составляют шлакообразующие порошковые компоненты. Таким образом, каждый из порошкообразных слоев 2 отделен от другого порошкообразным слоем 3. Слои 2 участвуют в образовании сварочной капли, а слои 3 способствуют отделению сварочных капель друг от друга (фиг. 1).
Переход расплавленной капли порошковой проволоки в сварочную ванну происходит в следующей последовательности (фиг. 2):
- на стадии А после оплавления и сгорания слоя 3 под действием теплоты сварочной дуги 5 от торца порошковой проволоки отделилась сварочная капля 6, включающая расплавленный металл и обволакивающий его жидкий шлак, в то же время интенсивно происходит образование защитного газа;
- на стадии Б под действием теплоты сварочной дуги 5 началось плавление слоя 2, сварочная капля 6 достигла разделки и образовала сварочную ванну, при этом в удаленном от сварочной дуги 5 конце сварочной ванны начал всплывать шлак с последующим затвердеванием и образованием шлаковой корки 8, в то же время уменьшилось образование защитного газа вследствие отсутствия оплавления и сгорания слоя 3;
- на стадии В под действием теплоты сварочной дуги 5 слой 2 расплавился и образовал сварочную каплю 6, при этом в удаленном от сварочной дуги 5 конце сварочной ванны продолжилось всплытие шлака и образованием шлаковой корки 8 при его затвердевании, в то же время образование защитного газа по прежнему незначительно;
- на стадии Г под действием теплоты сварочной дуги 5 оплавляется и сгорает большая часть слоя 3, увеличивая образование защитного газа, и передавая одну часть жидкого шлака отделившейся от торца порошковой проволоки сварочной капле 6, другая часть жидкого шлака остается на торце порошковой проволоки;
- стадия Д аналогична стадии А.
Таким образом, цикл образования сварочной капли и ее переноса в разделку происходит при последовательной смене стадий А-Б-В-Г, далее происходит повторение цикла на стадиях Д-Е-Ж-3 (стадии Е-Ж-3 на фиг. 2 не приведены).
Порошковая проволока подается в зону сварки через токопроводящий наконечник 4 со скоростью подачи VП, плавится под действием теплоты сварочной дуги 5 и передается расплавленными каплями 6 в разделку сварного шва. Смешиваясь с расплавленным металлом заготовки, капля 6 образует расплавленную линзу, которая, кристаллизуясь, формирует сварную точку 7. В то же время сварочная горелка, содержащая токопроводящий наконечник 4, перемещается вдоль оси разделки сварного шва со скоростью сварки Vc. Таким образом, последовательно получаемые с заданным шагом p сварные точки 7 образуют чешуйчатый сварной шов (фиг. 3).
Плавление порошковой проволоки происходит порционно: сварочные капли образуются при плавлении слоев 2, отделенных друг от друга слоями 3. Суммарно слой 2 и слой 3 составляют расстояние длиной а. N следующих друг за другом расстояний длиной а, составляют расстояние длиной А на которую за время τП подается порошковая проволока. Время τП, необходимое для подачи порошковой проволоки на расстояние А, равно времени τС, необходимому для получения участка сварного шва расстоянием С. Таким образом, имея τП = τС, получаем далее  Учитывая, что расстояние А, на которое осуществится подача порошковой проволоки, содержит N расстояний длиною а, и расстояние С содержит также N сварных точек длиною с, смещенных друг от друга на величину шага p, имеем: А=N⋅а, С=c+(N-1)⋅р. Или, при достаточно большом числе N: С≈N⋅р. Поэтому:
Учитывая, что расстояние А, на которое осуществится подача порошковой проволоки, содержит N расстояний длиною а, и расстояние С содержит также N сварных точек длиною с, смещенных друг от друга на величину шага p, имеем: А=N⋅а, С=c+(N-1)⋅р. Или, при достаточно большом числе N: С≈N⋅р. Поэтому:  Следовательно,
Следовательно,  Откуда
Откуда  Таким образом, суммарная длина слоя 2 и слоя 3, теоретически определяется отношением произведения шага p между сварными точками шва на скорость подачи VП порошковой проволоки к скорости сварки Vc (фиг. 3). Окончательное уточнение длин слоев 2 и 3 может проводиться экспериментально до достижения одного или нескольких показателей, таких как: минимальное разбрызгивание, мелкочешуйчатость, равномерное распределение химических элементов и соединений по сварному шву.
Таким образом, суммарная длина слоя 2 и слоя 3, теоретически определяется отношением произведения шага p между сварными точками шва на скорость подачи VП порошковой проволоки к скорости сварки Vc (фиг. 3). Окончательное уточнение длин слоев 2 и 3 может проводиться экспериментально до достижения одного или нескольких показателей, таких как: минимальное разбрызгивание, мелкочешуйчатость, равномерное распределение химических элементов и соединений по сварному шву.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛОВ | 2018 |
|
RU2683990C1 |
| Электродная проволока | 1990 |
|
SU1836205A3 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ СТАЛЕЙ | 2014 |
|
RU2585605C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ ПОДВОДНОЙ СВАРКИ | 2014 |
|
RU2595161C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ СТАЛЕЙ ПОД ВОДОЙ | 2013 |
|
RU2536314C1 |
| Редкоземельная аустенитная порошковая проволока для подводной мокрой сварки высокопрочных сталей | 2022 |
|
RU2792266C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ МОКРЫМ СПОСОБОМ | 2013 |
|
RU2536313C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ФЛЮСОВЫМ СЕРДЕЧНИКОМ ДЛЯ СВАРКИ ОЦИНКОВАННОГО СТАЛЬНОГО ЛИСТА И СПОСОБ ДУГОВОЙ СВАРКИ ОЦИНКОВАННОГО СТАЛЬНОГО ЛИСТА С ПРИМЕНЕНИЕМ УКАЗАННОЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2009 |
|
RU2482947C2 |
| КОМПОЗИЦИОННАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ НАПЛАВКИ | 2019 |
|
RU2711286C1 |
Изобретение может быть использовано при изготовлении сварных конструкций механизированной дуговой сваркой. Порошковая проволока содержит металлическую оболочку и порошковый сердечник в виде чередующихся по длине слоев различного химического состава. В одном из соседних слоев процентное содержание металлического порошка составляет от 70 до 100% по весу, а в другом – до 20% по весу. Остальное составляют шлакообразующие порошковые компоненты. Длина периодически повторяющихся слоев выбрана из условия получения контролируемого переноса капель расплавленного металла порошковой проволоки в процессе дуговой сварки. Изобретение обеспечивает стабильный перенос капель расплавленной порошковой проволоки, получение ровного сварного шва стабильной геометрии при пониженном разбрызгивании и уменьшении вероятности обрыва дуги. 5 з.п. ф-лы, 3 ил.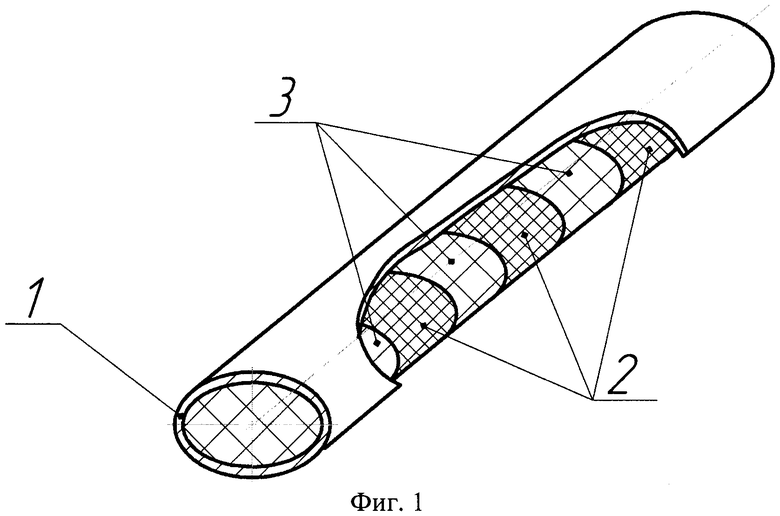
1. Порошковая проволока для механизированной дуговой сварки, содержащая металлическую оболочку и порошковый сердечник в виде чередующихся по длине слоев различного химического состава, отличающаяся тем, что в одном из каждых двух соседних слоев процентное содержание металлического порошка составляет от 70 до 100% по весу, а в другом – до 20% по весу, и остальное составляют шлакообразующие порошковые компоненты, при этом длина соседних слоев выбрана из условия отделения капель расплавленного металла порошковой проволоки и контролируемого их переноса в процессе дуговой сварки.
2. Порошковая проволока по п. 1, отличающаяся тем, что соседние слои сердечника имеют одинаковую длину.
3. Порошковая проволока по п. 1, отличающаяся тем, что соседние слои сердечника имеют разную длину.
4. Порошковая проволока по п. 1, отличающаяся тем, что слои с содержанием металлического порошка до 20% по весу дополнительно содержат газообразующие и стабилизирующие порошки в количестве до 40% по весу.
5. Порошковая проволока по п. 1, отличающаяся тем, что слои с содержанием металлического порошка от 70 до 100% по весу дополнительно содержат газообразующие и стабилизирующие порошки до 30% по весу.
6. Порошковая проволока по п. 1, отличающаяся тем, что металлический порошок обоих слоев содержит компоненты основного металла, легирующие, раскисляющие и рафинирующие металлические компоненты.
| Способ электродуговой наплавки слоя металла с переменными свойствами | 1989 |
|
SU1625612A1 |
| SU 1699748 А1, 23.12.1991 | |||
| Способ сварки плавлением высокопрочных и разнородных сталей | 1976 |
|
SU659310A1 |
| US 6426483 B1, 30.07.2002 | |||
| US 6137081 A, 24.10.2000. | |||

