Изобретение относится к методам гранулирования флюсов для сварки углеродистых, легированных сталей и сплавов различного состава, и могут быть применены во всех отраслях промышленности, производящих сварочные материалы, для сварки сталей и сплавов широкого диапазона составов.
Для повышения механических свойств и качества металла сварного шва необходимо легирование ванны расплава металла сварного шва и для этого необходимо обеспечить введение легирующих, модифицирующих, рафинирующих и раскисляющих компонентов через сварочную проволоку или флюс.
Известны три основные технологии изготовления сварочных флюсов: плавление, спечение и агломерирование. Осуществить легирование сварочной ванны через флюс при сварке под плавленым флюсом невозможно, поскольку любые ферросплавы и металлические добавки, введенные в шихту флюса при его плавлении в процессе изготовления, окисляются и теряют свою металлургическую активность. Введение легирующих добавок через сварочную проволоку приводит к значительному выгоранию их в сварочной дуге при сварке под всеми сварочными флюсами.
Спеченные флюсы позволяют легировать металл сварного шва, но сложны в изготовлении и при их получении также возможно окисление металлических компонентов, т.к. процесс спекания протекает при высокотемпературном нагреве (до 1100°C). К тому же низкая прочность гранул, полученных спеканием, приводит к потере сварочно-технологических свойств флюса из-за образования пылевидной фракции.
Технология получения гранулируемой массы агломерированных флюсов, имеющей в своем составе рудоминеральные компоненты, позволяет вводить в состав ферросплавы, одно- и многокомпонентные лигатуры, осуществляющие легирование сварочной ванны при сварке. Однако агломерированные флюсы, полученные скатыванием, комкованием или прессованием в различных вариантах, имеют также как спеченные флюсы более низкую механическую прочность гранул и высокую способность насыщаться влагой по сравнению с плавлеными флюсами.
Известен способ получения самозащитного гранулированного флюса, включающий измельчение флюсующих ингредиентов и частиц галогенированного полимера с размером частиц 0,1-30 мкм до порошкообразного состояния, смешивание флюсующих ингредиентов с 0,1-5,0 мас.% галогенированного полимера, нагревание до температуры выше температуры плавления полимера для получения агломерированного материала и распыление его для получения гранул флюса (патент РФ №2086379 от 10.08.1997).
Недостатком известного способа является то, что в известном способе получаемые гранулы обладают низкой прочностью из-за насыщения их элементами хладагента. Кроме того, металлические компоненты флюса, находясь в расплавленном состоянии, окисляются и теряют свою легирующую способность.
Наиболее близким к заявляемому изобретению по совокупности существенных признаков является способ гранулирования флюса, заключающийся в том, что на поверхность металлической пластины с отражательной способностью не менее 0,65 наносят слой порошка шихты флюса, состоящего из смеси неметаллических и металлических компонентов с размером фракций не более 0,315 мм. Толщина слоя является достаточной для проплавления не менее 90% слоя порошка. Затем воздействуют на порошок шихты флюса потоком световой энергии в виде светового луча с длиной волны излучения более 0,56 мкм. Воздействие осуществляют с плотностью мощности излучения и в течение времени, достаточными для расплавления неметаллических компонентов флюса, и с продольной скоростью перемещения светового луча относительно обрабатываемого порошка 0,01-20,0 см/с. После чего проводят охлаждение капель расплава на поверхности металлической пластины в газовой среде с образованием гранул (патент РФ №2387521 от 27.04.2010). Данный способ принят в качестве прототипа.
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения, - нанесение на поверхность пластины слоя порошка шихты флюса, содержащей оксиды; расплавление шихты и формирование капель расплава путем воздействия на слой шихты флюса источником нагрева; охлаждение капель с образованием гранул.
Недостатком известного способа, принятого за прототип, является необходимость в сложном оборудовании, в лазерных установках, инертном газе. Кроме того, из-за воздействия световой энергии на минеральную составляющую шихты будут выделяться легкоплавкие окислы, которые, оседая на поверхность линзы, приведут к уменьшению сроку службы лазерного оборудования.
Задачей изобретения является повышение эффективности изготовления прочных гранул сварочного флюса, содержащих неметаллические компоненты и карбиды, обладающие повышенной легирующей способностью.
Поставленная задача была решена за счет того, что в известном способе получения гранулированного сварочного флюса, включающем нанесение на поверхность пластины слоя порошка шихты флюса, содержащей оксиды, расплавление шихты и формирование капель расплава путем воздействия на слой шихты флюса источником нагрева и охлаждение капель с образованием гранул, используют шихту флюса с размером фракций не более 0,5 мм, дополнительно содержащую карбиды, а в качестве источника нагрева используют электрическую дугу короткого замыкания длительностью не более 1 с при токе 50-200 А в зависимости от насыпной массы шихты, зажигаемую между пластиной, выполненной из токопроводящего материала, и электродом, а охлаждение сформированных капель расплава проводят на воздухе.
Признаки заявляемого технического решения, отличительные от прототипа, - используют шихту флюса с размером фракций не более 0,5 мм, дополнительно содержащую карбиды; в качестве источника нагрева используют электрическую дугу короткого замыкания длительностью не более 1 с при токе 50-200 А в зависимости от насыпной массы шихты, зажигаемую между пластиной, выполненной из токопроводящего материала, и электродом; охлаждение сформированных капель расплава проводят на воздухе.
Использование в качестве шихты флюса смеси, содержащей оксиды и карбиды металлов, позволит повысить легирующую способность сварочному плавленому флюсу и даст возможность получения гранул на воздухе.
Использование в качестве шихты флюса смеси с размером фракций компонентов не более 0,5 мм позволит получить гранулы требуемого размера для сварочных материалов.
Размер исходной фракции порошка шихты флюса более 0,5 мм приводит к образованию крупных гранул, которые негативно влияют на сварочно-технологические свойства сварного соединения и на стабильность получения гранул в процессе оплавления их электрической дугой.
Использование в качестве источника нагрева электрической дуги короткого замыкания позволит повысить эффективность изготовления прочных гранул сварочного флюса за счет применения простого оборудования: сварочных трансформаторов, выпрямителей, неплавящихся электродов и т.д.
Применение концентрированных источников нагрева, а именно электрической дуги, позволит получить прочные плавленые гранулы, имеющих в своем составе неокисленные карбиды, путем расплавления и быстрого затвердевания капель расплава флюса.
Карбиды шихты флюса требуют для расплавления значительно большей энергии, чем оксиды, так как карбиды имеют более высокую теплопроводность, способствующую рассеиванию тепловой энергии по всему объему частицы. В результате этого за время воздействия короткого замыкания электрической дугой карбиды не подвергаются полному расплавлению, а растворяются или переходят в естественном виде (состоянии) в расплав флюса.
Помимо этого при воздействии электрической дугой на минеральную составляющую шихты происходит расплавление до образования гранул, при котором идет процесс очистки от загрязнений серы и фосфора.
Необходимо отметить, что воздействие электрической дуги на порошок шихты флюса при коротком замыкании с длительностью более 1 сек не позволяет получить флюс, т.к. в этом случае успевают пройти химико-термические процессы, приводящие к окислению и разложению карбидов флюса. Ток дуги при коротком замыкании выше 200 А эффективно нагревает карбиды шихты, что приводит к протеканию в них химико-термических процессов, так же приводящих к значительному расплавлению и окислению карбидов флюса.
Охлаждение капель расплава на воздухе позволит повысить эффективность изготовления прочных гранул сварочного флюса, так как не требуется инертный газ и оборудование для его подачи.
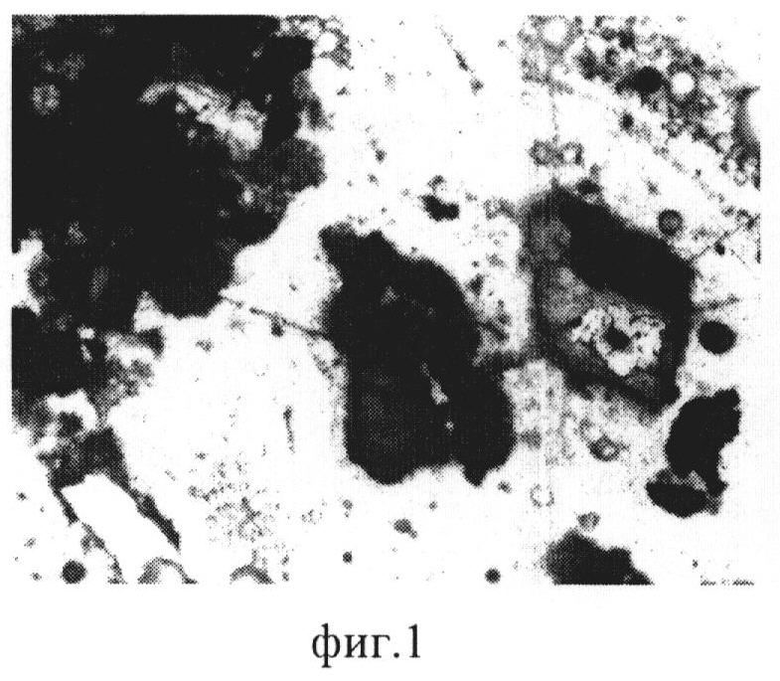
На фиг.1-2 показан петрографический анализ плавленых гранул:
на фиг.1 - карбиды кремния в проходящем свете (Х50);
на фиг.2 - карбиды кремния в скрещивающимся свете (Х50).
Способ гранулирования флюса осуществляется следующим образом.
На поверхность пластины наносят слой порошка шихты флюса, состоящего из смеси оксидов и карбидов с размером фракций не более 0,5 мм. Толщина насыпного слоя является достаточной при возможном образовании короткого дугового промежутка между электродом и токопроводящей пластины. Затем воздействуют на порошок шихты флюса электрической дугой короткого замыкания (на режимах 50-200 А в зависимости от насыпной массы при коротком замыкании дуги не более 1 сек). При этом происходит расплавление шихты флюса и формирование капель расплава. Далее проводят охлаждение капель расплава на пластине на воздухе с образованием гранул.
Получение гранул плавленого сварочного флюса электрической дугой достигается за счет использования различных источников питания (трансформатора, выпрямителя, инвертора), электродов (графитовых, вольфрамовых и др.).
Токопроводящая пластина может быть металлической или графитовой. Металлическую пластину при воздействии электрической дугой короткого замыкания дополнительно охлаждают, так как без принудительного охлаждения произойдет ее оплавление, и как следствие, изменение химического состава гранул и нарушение технологического процесса.
Обработка на воздухе не окисляет карбиды, сохраняя их металлургическую активность.
Пример конкретного выполнения
В лабораторных условиях была изготовлена смесь порошка габбро-диабаза, силикатный анализ по ГОСТ 2642.0-86 - 2642.15-97 представлен в таблице 1, с размером фракции менее 0,5 мм с подшихтовкой 3% карбида кремния.
Обработку электрической дугой шихты проводили с применением инвертора МАГМА-315. Режимы обработки: I=50-70 А с длительностью короткого замыкания 0,2-0,3 сек., на графитовой пластине, заостренным графитовым электродом (покрытый медной оболочкой) диаметром 5 мм, в атмосфере воздуха.
Петрографическим анализом установлено, что гранулы, полученные предлагаемым способом, имеют в структуре монолитной нерудной массы кристаллы карбида кремния (фиг.1-2).
Для оценки легирующей способности такого флюса осуществили сварку под заявляемым флюсом, стали марки 10ГН. Химический анализ металла сварных швов, полученного по заявляемому и известному способам, приведен в таблице 2.
ное
Испытания механической прочности гранул флюсов, полученных известным и предлагаемым способом, проведены по ГОСТ 21560.2-82 и представлены в таблице 3.
Результаты химического анализа металла сварного шва показывают, что химический состав металла шва, полученного при сварке под заявляемым флюсом, имеет более высокую концентрацию легирующего компонента (Si=1,178%), чем сварной шов, полученный при сварке под известным флюсом (0,597), что подтверждает факт дополнительного легирования металла сварного шва. Кроме того, ввод дополнительно других раскислителей (карбидов титана, марганца и др.) повысит легирующую способность по кремнию и соответствующих вводимых элементов. Механическая прочность гранул сварочного флюса заявляемым способом 19,9-24,0 Н/мм2 выше гранул сварочного флюса известного способа 19,6-22,5 Н/мм2 за счет получения композиционных гранул, что более эффективней обеспечивает отсутствие пылевидности.
Технико-экономический эффект от применения предлагаемого способа по сравнению с прототипом выразится в повышении эффективности изготовления прочных гранул сварочного флюса, прочности и надежности сварных соединений за счет создания равнопрочного сварного шва путем дополнительного его легирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2017 |
|
RU2680031C1 |
| Способ гранулирования сварочного флюса | 2021 |
|
RU2769190C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО СВАРОЧНОГО ФЛЮСА | 2019 |
|
RU2716344C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2008 |
|
RU2387521C2 |
| Установка гранулирования сварочных флюсов | 2021 |
|
RU2770107C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2674525C1 |
| КОМПОЗИЦИОННАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ | 2011 |
|
RU2478029C2 |
| НАНОСТРУКТУРИРОВАННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2013 |
|
RU2544317C2 |
| СПОСОБ ЛЕГИРОВАНИЯ СВАРНОГО ШВА ПРИ ДУГОВОЙ СВАРКЕ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА | 2012 |
|
RU2492979C1 |
Изобретение может быть использовано при получении гранулированных флюсов для сварки сталей и сплавов широкого диапазона составов, в частности для сварки углеродистых, легированных сталей и сплавов. На поверхность пластины наносят слой порошка шихты флюса, содержащей оксиды и карбиды, с размером фракций не более 0,5 мм. Осуществляют расплавление шихты и формирование капель расплава путем воздействия на слой шихты флюса электрической дугой короткого замыкания длительностью не более 1 с при токе 50-200 A, в зависимости от насыпной массы шихты, зажигаемой между пластиной, выполненной из токопроводящего материала, и электродом. Проводят охлаждение на воздухе сформированных капель с образованием гранул. Техническим результатом изобретения является повышение эффективности изготовления прочных гранул сварочного флюса, обладающих высокой легирующей способностью. 2 ил., 3 табл., 1 пр.
Способ получения гранулированного сварочного флюса, включающий нанесение на поверхность пластины слоя порошка шихты флюса, содержащей оксиды, расплавление шихты и формирование капель расплава путем воздействия на слой шихты флюса источником нагрева и охлаждение капель с образованием гранул, отличающийся тем, что используют шихту флюса с размером фракций не более 0,5 мм, дополнительно содержащую карбиды, а в качестве источника нагрева используют электрическую дугу короткого замыкания длительностью не более 1 с при токе 50-200 A в зависимости от насыпной массы шихты, зажигаемую между пластиной, выполненной из токопроводящего материала, и электродом, а охлаждение сформированных капель расплава проводят на воздухе.
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2008 |
|
RU2387521C2 |
| САМОЗАЩИТНЫЙ ГРАНУЛИРОВАННЫЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1992 |
|
RU2086379C1 |
| Способ получения плавленого флюса | 1988 |
|
SU1611748A1 |
| yCTAHOBRA )ШЯ ПОЛГЧШ-ШЯ ГРАНЛ111РОВАННЫХ ФЛГСОВ | 1970 |
|
SU433218A1 |
| JP 57094490 A, 11.06.1982. | |||

