Изибо тенпе с вносится к механизации и ав юма i и 1сшии г,Г орочно-сс арочныл процессов а именно к автоматизированным ли ниям дня дуговой автомати.ескои и ПоЬогизирРваннои сварки металлических конструкции преимущественно рамного
Цеть изобретения повышение производительности и сокращение длины линии
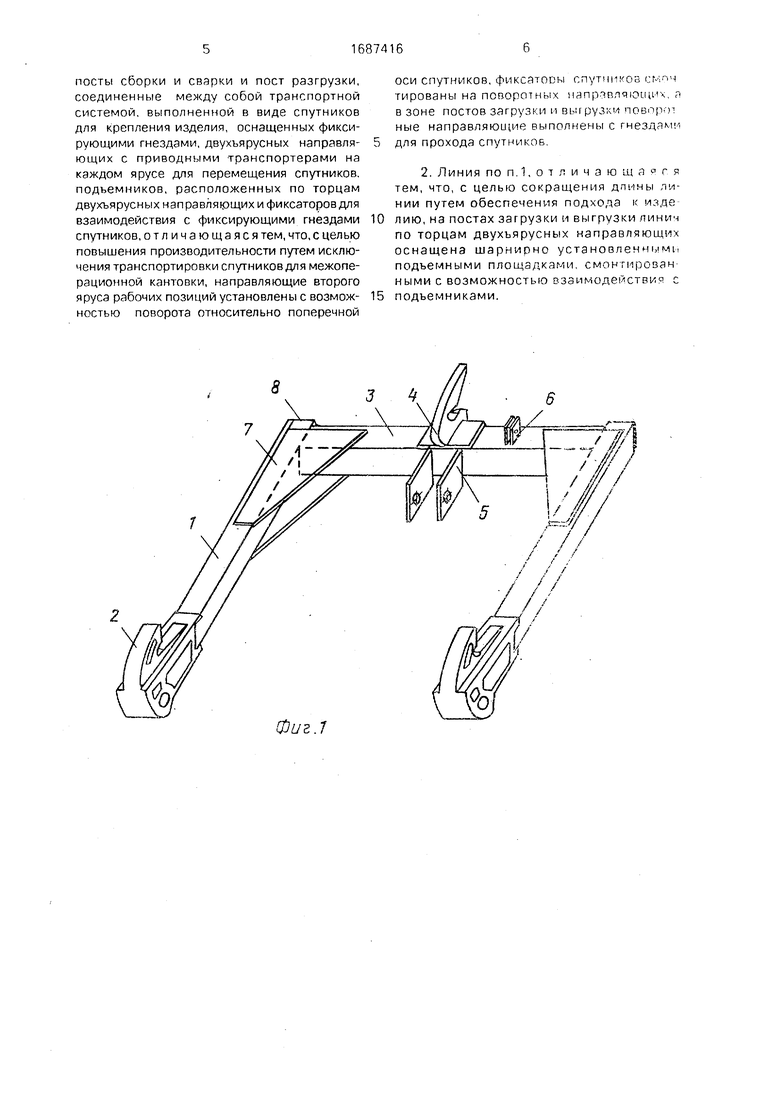
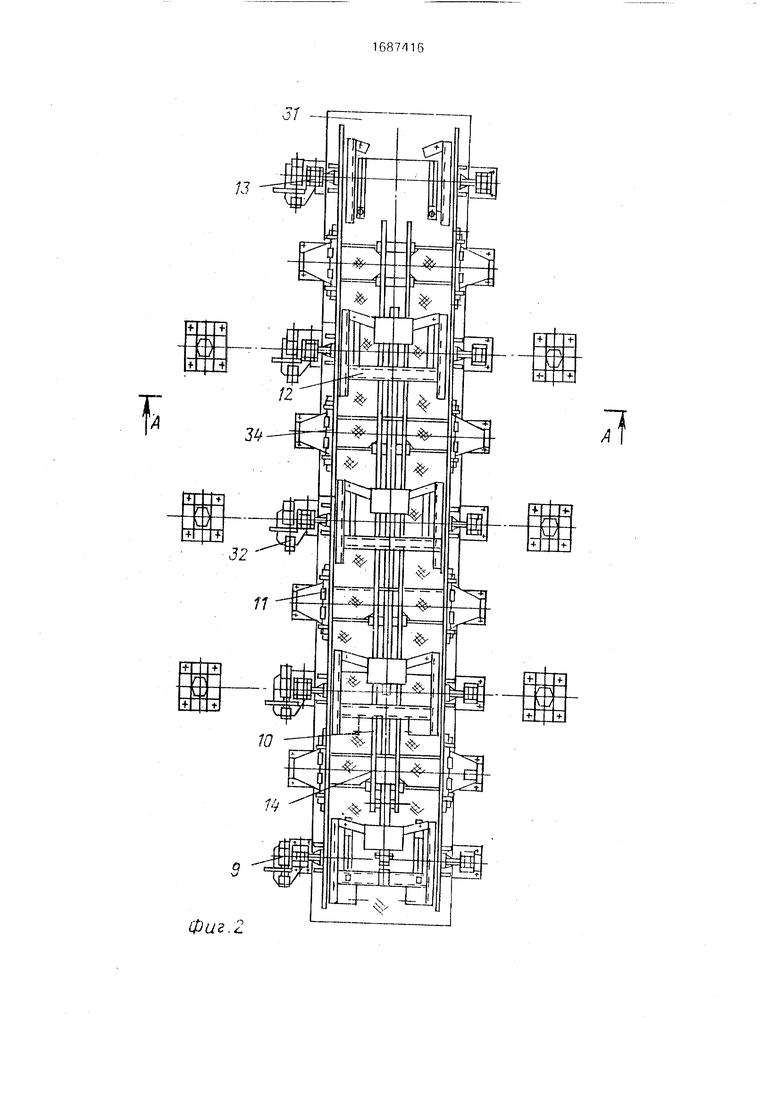
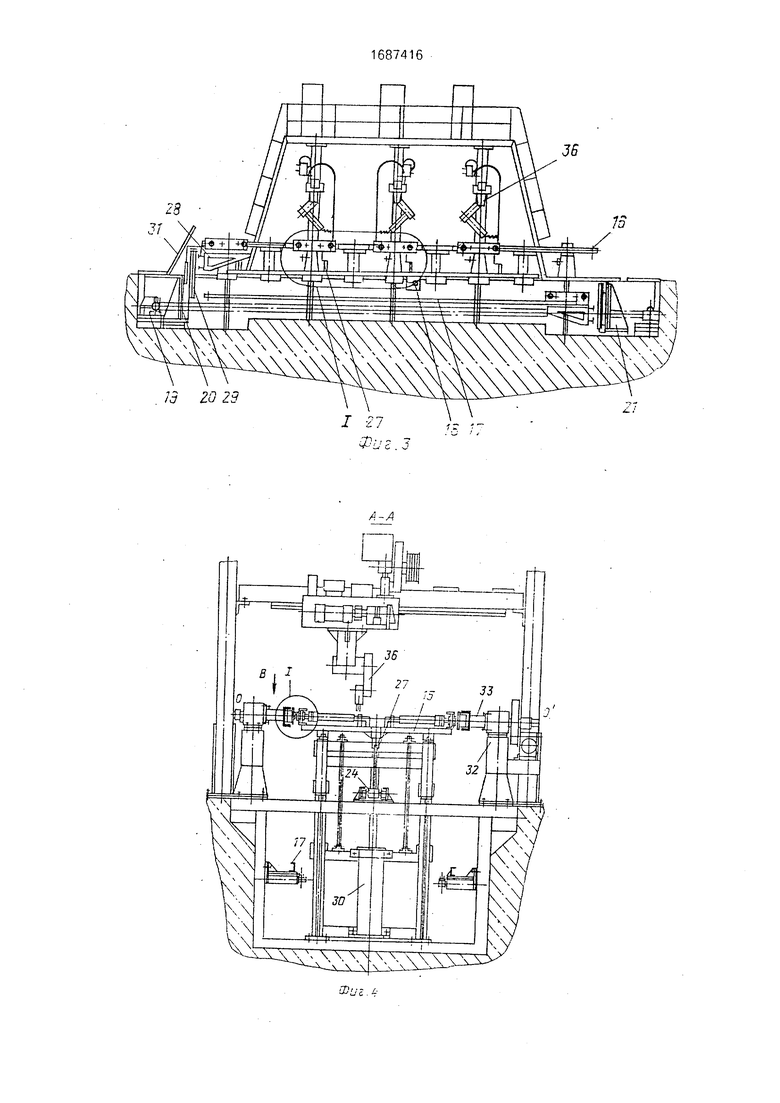
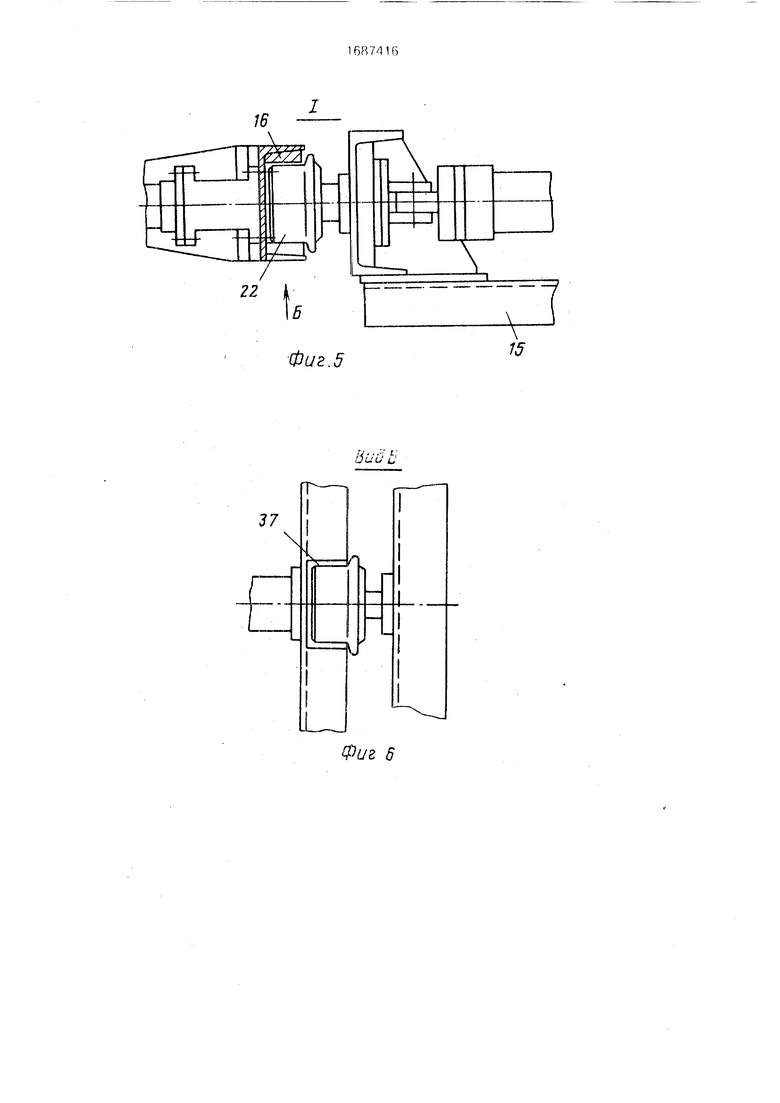
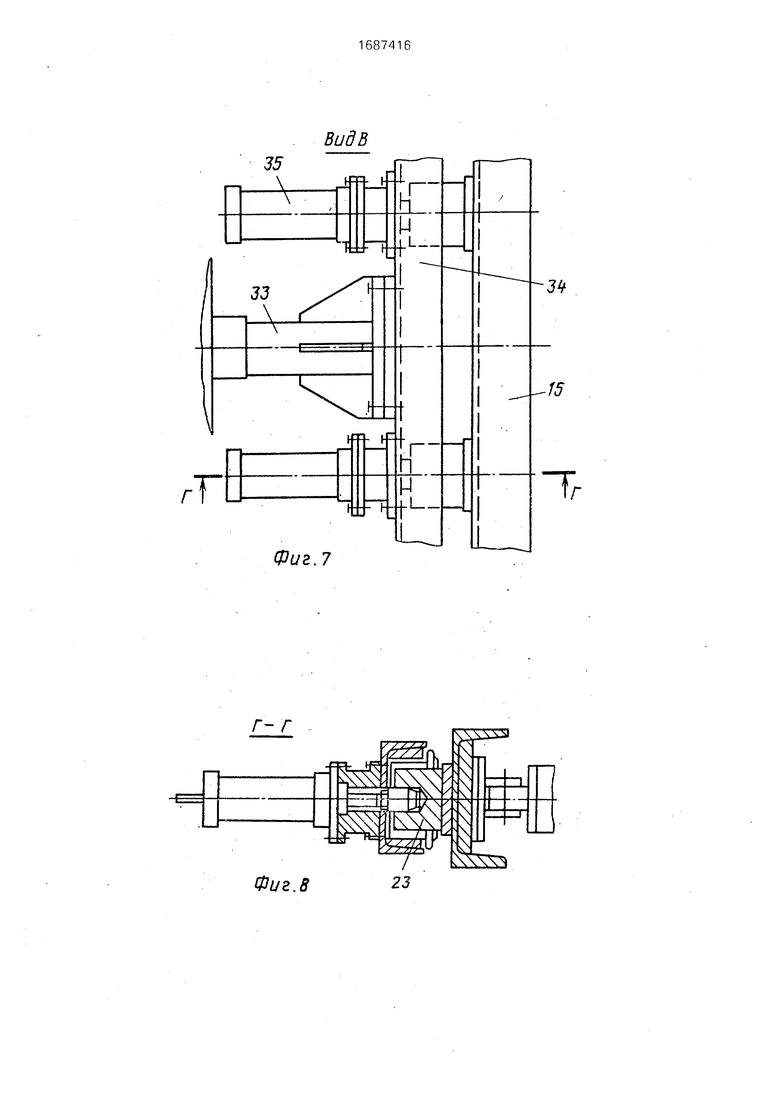
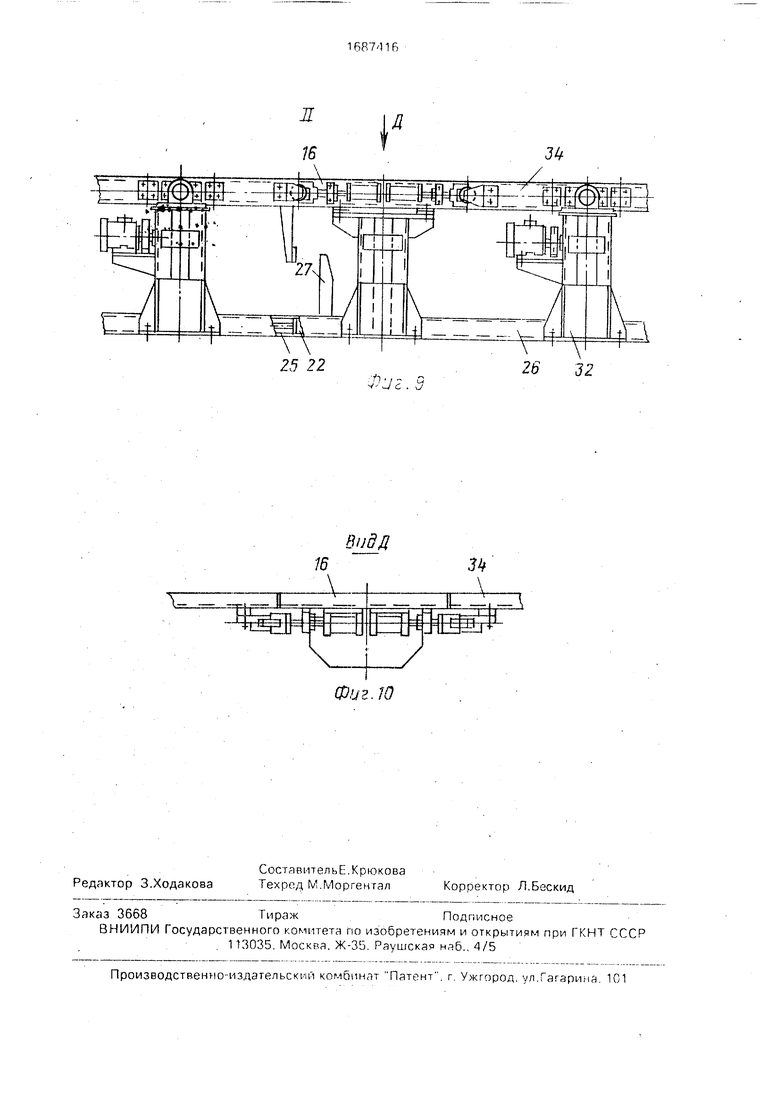
На 1 изображеrid изготавливаемая металлоконстр кция , на фиг 2 линия в планр чафи З-лгнич вид сбоку нст Фиг 4 -сечение А-А на фьг 2 нп фиг. б-узел I на 4, на ф.к 6 РИД по стрелке S н,ч фиг г nacinr. 7 сн.д по стрелке В на фиг ч на фиг 3 срчони Г на 4 иг 7. на фиг 9 - узел II на фи 3 н 1 иг10- вид по стрелке В на Лиг.9
ИзготарливаемйЯ метяпллм тч укцич юсгоит и .з двух CToei Р крюками . попе речины J с крюками 4 ц .нилеимамп 5 и
ПрОуШИНаМИ 6. КОСЫ OK 7 11 3 ГЛуиСК 8
Линия СОРТОЦТ и nor а 9 загрузки по стов 10 - 12 сборки и сварки и nocin i3 разгрузки, связанны- между собой гриме портной системой 14
тоанспортная система 14 cocroni из спутников 1C дли закрепления -v enrof И1детия. чаправляищи ( PS p IPV и направляющих 17 i -ip с припп да 18 перемещения спутьиьэн 15 в -рунего яруса и привода 19 переги ЦРНИЯ спутников 15 нижнего яруса, а та же дву% дъемни ков 20, 21, установленныл по торцам дги къ- ярусных направляющих
О
с
vj
S
fc
На спутниках 15 установлены колеса 22 фиксирующие гнезда 23. Привод 18 содержит тележки 24, жестко связанные с другой цепью 25, установленные с возможностью перемещения по дополнительной направляющей 26. На тележках 24 установлены зацепы 27 для взаимодействия со спутниками 15.
Привод 19 нижнего яруса выполнен в виде замкнутой цепи.
Каждый подъемник 20 и 21 выполнен в виде кронштейнов 28, действующих от по- лиспастного привода 29 с силовым цилиндром 30. На посту 9 загрузки и посту 13 разгрузки установлены площадки 31. Площадки 31 установлены с возможностью поворота от силового цилиндра 30.
На посту 9 загрузки, постах 10 - сборки и сварки и посту 13 разгрузки установлены стойки 32 с приводными валами 33. На приводных валах 33 установлены поворотные участки направляющих 34 верхнего яруса. На участках поворотных направляющих верхнего яруса смонтированы фиксаторы 35 спутников.
Посты сборки и сварки оснащены сварочными роботами 36.
На верхних направляющих 3 поста 9 загрузки и поста 13 разгрузки выполнены гнезда 37 для прохода колес 22 спутников 15.
Линия работает следующим образом.
Вне линии выполняют сборку и частичную полуавтоматическую сварку подузлов изделия: стоек 1 с крюками 2 и поперечины 3 с крюками 4, кронштейнами 5 и проушинами 6.
При наличии на нижнем ярусе направляющих 17 на кронштейне 28 спутника 15 включают силовой цилиндр 30. Полиспаст- ный привод 29 поднимается, при этом силовой цилиндр воздействует на площадку 31 и поднимает ее в вертикальное положение. Кронштейн 28 поднимает спутник 15 так, что колеса 22 входят в гнезда 37 верхних поворотных направляющих 34 поста 9 загрузки. Включают фиксаторы 35 верхних поворотных направляющих 34 и осуществляют ориентирование спутника 15 относительно верхних поворотных направляющих 34.
Кронштейны 28 подъемника 20 поли- спастным приводом 29 опускаются вниз и площадка 31 опускается в исходное положение. При этом спутник 15 остается закрепленным фиксаторами 35 на поворотных направляющих 34.
Подузлы изделия, собранные вне линии, укладывают на спутник и осуществляют их прихплтку. Осуществляют поворот направляющих 34 приводными влллми 33 ето- ек 32. Включают привод 18 и цепью 25 перемещают тележки 24 по дополни тельной направляющей 26. Зацепы 27 тележки 24 входят в соприкосновение со спутником 15 и перемещают его по поворотным направ- 0 ляющим 34 и частью верхней направляющей 16 на поворотные направляющие Л поста 10 сборки и сварки.
Осуществляют фиксацию спутник, 15 фиксаторами 35, которые входят п гнезда 5 23.
Роботом 36 осуществляют сварку со бранных элементов
После выполнения пршраммы сплрки подают команду на nonopoi илпов V, нн;н 0 32 поста 10. обеспечивая любое мое положение спутника 15 Закончив цикл сварки, поворотные направляющие 3-1 со спутником 15 возвращают в исходное поло жение. Отключают фиксаторы 35 и приво- 5 дом 18 осуществляют перемещение спутника 15 на следующий пост 11. Аналогичным образом осуществляется перемещение спутника 15 с изделием на пост 12 и пост 13 разгрузки. На nociy 13 осуществлю 0 ют доварку, направление дефектов и контроль. Изделие снимают го спутника и осуществляют поворот направляющих 34 на 180°. при этом гнезда для прохода колес 5 спутника находятся в нижнем положении.
Приводом 29 поста подъемника 13 перемещают кронштейн 28, при этом силовой цилиндр 30 осуществляет подъем площадки 31. Отключают фиксаторы 35. и спутник опу- 0 скается на кронштейн 28. Привод 29 опускает к р о н ш т е и н 28 вниз, и спутник 15 устанавливают на направляющие 17 нижне го яруса и приводом 19 спутник 15 перемещают на подъемник 20 поста 9 загрузки 5В дальнейшем цикл повторяют.
Линия позволяет осуществлять кантов ку спутника на технологических позициях не снимая их с направляющих для перемещения спутника и не перемещая его на до- 0 полнительные позиции.
Применение в линии поворотных площадок в местах подьема спутников с нижнего яруса на верхний позволяет снизить занимаемую площадь путем обеспечения 5 подхода к посту загрузки после опускания поворотной площадки
Формула изобретения 1. Автоматизированная линия для сборки и сварки металлоюнструкции содержащая смонтированные по оду технологического процесса пост загрузки
посты сборки и сварки и пост разгрузки, соединенные между собой транспортной системой выполненной в виде спутников для крепления изделия, оснащенных фикси рующими гнездами, двухъярусных направляющих с приводными транспортерами на каждом ярусе для перемещения спутников подъемников, расположенных по торцам двухъярусных направляющих и фиксаторов для взаимодействия с фиксирующими гнездами спутников, отличающаяся тем, что, с целью повышения производительности путем ис клю- чения транспортировки спутников для межоперационной кантовки, направляющие второго яруса рабочих позиций установлены с возможностью попорота относительно поперечной
оси спутников фиксаторы тут ,- г гированы на попоротны пгтрчртигм и1- в зоне постов загрузи и и m-:i py v и rip- р ные направляющие выполнены с гне. для прохода спутников
2 Линия по п 1, о т г. и ч я ю ,L ,) г г тем, что, с целью сокращения длины vi нии путем обеспечения подхода v и т/1
лию, на постах загрузки и выгрузки пи ни ч по торцам двухъярусных направляющи оснащена шариирно установленным подъемными площадками оммс гррспан ными с возможностью ОЗ ИМОЛРИСТ с
подъемниками
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННЫЙ МНОГОЭТАЖНЫЙ ГАРАЖ-СКЛАД И УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ ПОДДОНА | 2001 |
|
RU2212508C2 |
| СПОСОБ ЗАГРУЗКИ И ВЫГРУЗКИ АВТОМОБИЛЯ В МНОГОЯРУСНОЙ МЕХАНИЗИРОВАННОЙ АВТОСТОЯНКЕ С ОППОЗИТНЫМ РАСПОЛОЖЕНИЕМ ЯЧЕЕК ХРАНЕНИЯ ОТНОСИТЕЛЬНО ШАХТЫ ПОДЪЕМНИКА И АВТОСТОЯНКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2120528C1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| ХРАНИЛИЩЕ (ВАРИАНТЫ) | 2010 |
|
RU2427692C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1995 |
|
RU2054354C1 |
8
TJIJS 1
г
г- сс 1C
ГО
Си
Nj
to «u
3
QВидБ
Фиг.7
Фиг. В
J4
Ч ХХУч
Фиг. JO
26 32
ВидД
