(54) ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления строительных изделий | 1978 |
|
SU768640A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Конвейерная линия для изготовления строительных изделий | 1979 |
|
SU876434A2 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU685497A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU663588A1 |
I
Изобретение относится к строительству, в частности, к оборудованию, используемому для производства строительных изделий, и может быть использовано на заводах сборного и монолитного бетона и железобетона.
Известна двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий в формах-вагонетках, включающая размещенные в верхнем ярусе посты подготовки форм, сборки, формования, подъемник-снижатель и термокамеру, расположенную в нижнем ярусе 1.
Эта .линия малопроизводительна изза низкой оборачиваемости форм-вагонеток.
Наиболее близка к предлагаемой технологическая линия для изготовления строительных изделий, содержащая последовательно установленное технологическое оборудование для распалубки, очистки, смазки и сборки форм-вагонеток, многоярусную термокамеру, конвейеры для перемещения форм-вагонеток и их возврата и кантователь 2.
Однако такая линия имеет низкий коэффициент полезного действия из-за сложности разгрузки готовых изделий.
Цель изобретения - повыщение надежности и эффективности работы линии.
5 Поставленная цель достигается тем, что технологическая линия для изготовления строительных изделий, содержащая последовательно установленное технологическое оборудование для распалубки, очистки, смазки и сборки форм-вагонеток
многоярусную термокамеру, конвейеры для перемещения форм-вагонеток и.их возврата и кантователь, снабжена поворотными в вертикальной плоскости приемно-передающими рамами со смонтированными на
,f них фиксаторами форм-вагонеток, причем одна из рам установлена перед термокамерами и снабжена толкателем форм-вагонеток, а другая - за термокамерами и снабжена устройством для выгрузки готовых изделий в виде неприводного роль20 Ганга. Рама рольганга установлена на общей оси с приемно-передающей рамой и образует с последней проем для прохода формы-вагоиетки с готовым изделием.
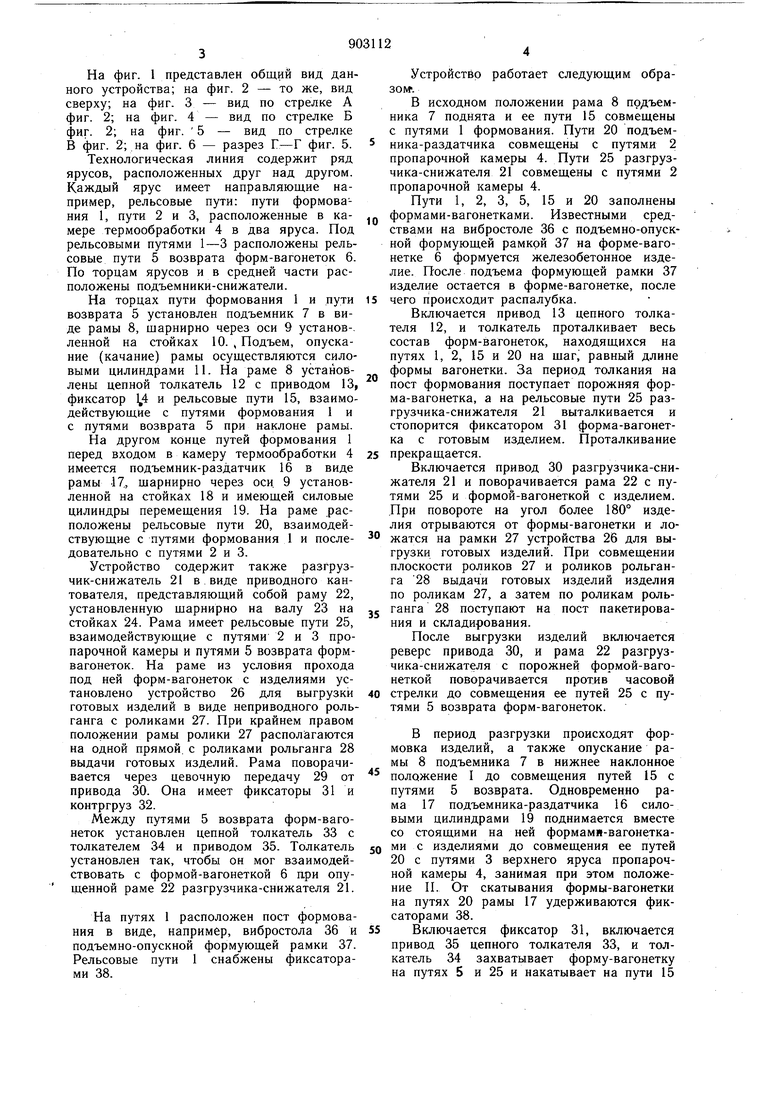
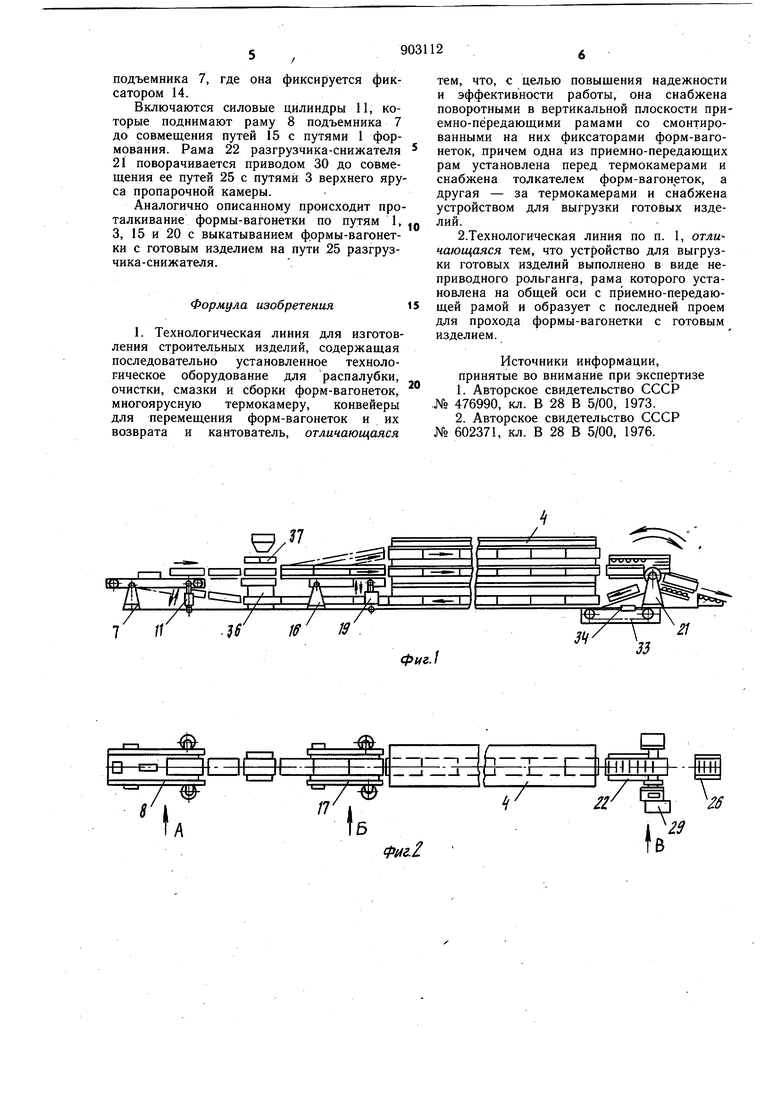
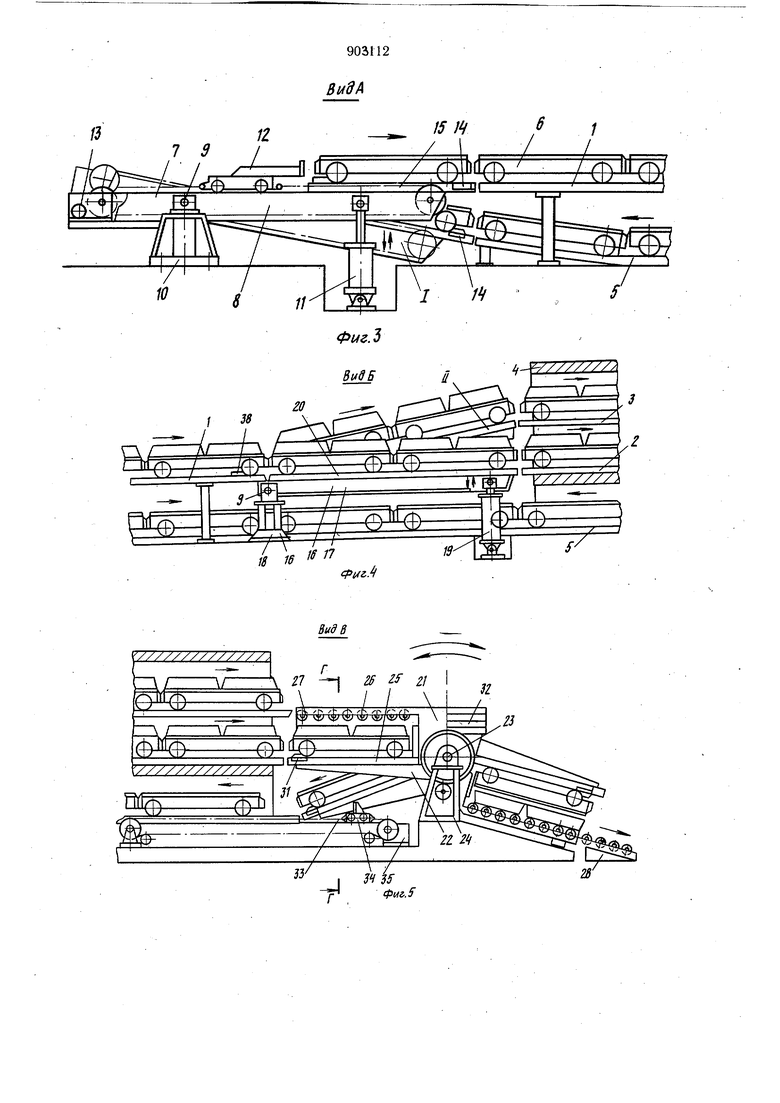
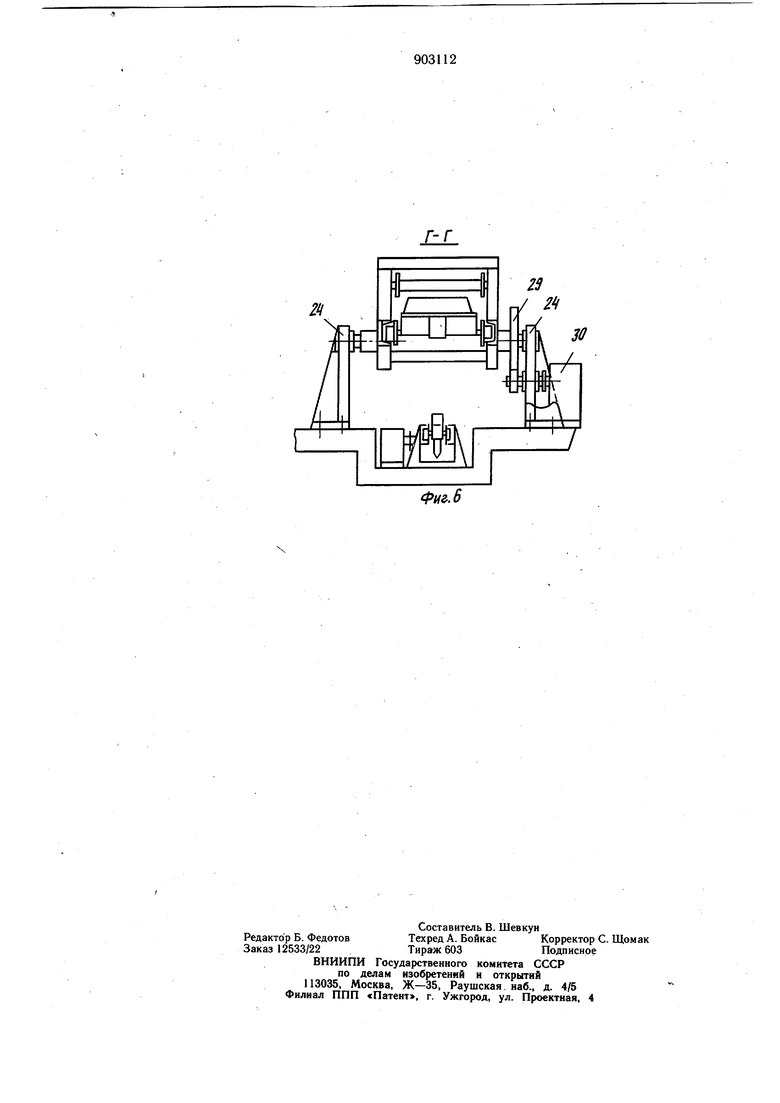
На фиг. 1 представлен общий вид данного устройства; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид по стрелке А фиг. 2; на фиг. 4 - вид по стрелке Б фиг. 2; на фиг. 5 - вид по стрелке В фиг. 2; на фиг. 6 - разрез Г-Г фиг. 5.
Технологическая линия содержит ряд ярусов, расположенных друг над другом. Каждый ярус имеет направляющие например, рельсовые пути: пути формования 1, пути 2 и 3, расположенные в камере термообработки 4 в два яруса. Под рельсовыми путями 1-3 расположены рельсовые пути 5 возврата форм-вагонеток 6. По торцам ярусов и в средней части расположены подъемники-снижатели.
На торцах пути формования 1 и пути возврата 5 установлен подъемник 7 в виде рамы 8, щарнирно через оси 9 установ-ленной на стойках 10. ,Подъем, опускание (качание) рамы осуществляются силовыми цилиндрами 11. На раме 8 установлены цепной толкатель 12 с приводом 13, фиксатор 1,4 и рельсовые пути 15, взаимодействующие с путями формования 1 и с путями возврата 5 при наклоне рамы.
На другом конце путей формования 1 перед входом в камеру термообработки 4 имеется подъемник-раздатчик 16 в виде рамы .17., шарнирно через оси 9 установленной на стойках 18 и имеющей силовые цилиндры перемещения 19. На раме расположены рельсовые пути 20, взаимодействующие с путями формования 1 и последовательно с путями 2 и 3.
Устройство содержит также разгрузчик-снижатель 21 в виде приводного кантователя, представляющий собой раму 22, установленную щарнирно на валу 23 на стойках 24. Рама имеет рельсовые пути 25, взаимодействующие с путями 2 и 3 пропарочной камеры и путями 5 возврата формвагонеток. На раме из условия прохода под ней форм-вагонеток с изделиями установлено устройство 26 для выгрузки готовых изделий в виде неприводного рольганга с роликами 27. При крайнем правом положении рамы ролики 27 располагаются на одной прямой, с роликами рольганга 28 выдачи готовых изделий. Рама поворачивается через цевочную передачу 29 от привода 30. Она имеет фиксаторы 31 и контргруз 32.
Между путями 5 возврата форм-вагонеток установлен цепной толкатель 33 с толкателем 34 и приводом 35. Толкатель установлен так, чтобы он мог взаимодействовать с формой-вагонеткой 6 п.ри опущенной раме 22 разгрузчика-снижателя 21.
На путях 1 расположен пост формования в виде, например, вибростола 36 и подъемно-опускной формующей рамки 37. Рельсовые пути 1 снабжены фиксаторами 38.
Устройство работает следующим обраЗОМР.
В исходном положении рама 8 подъемника 7 поднята и ее пути 15 совмещены с путями 1 формования. Пути 20 подъемника-раздатчика совмещены с путями 2 пропарочной камеры 4. Пути 25 разгрузчика-снижателя 21 совмещены с путями 2 пропарочной камеры 4.
Пути 1, 2, 3, 5, 15 и 20 заполнены
.. формами-вагонетками. Известными средствами на вибростоле 36 с подъем но-опускной формующей рамкой 37 на форме-вагонетке 6 формуется железобетонное изделие. После подъема формующей рамки 37 изделие остается в форме-вагонетке, после
чего происходит распалубка.
Включается привод 13 цепного толкателя 12, и толкатель проталкивает весь состав форм-вагонеток, находящихся на путях 1, 2, 15 и 20 на щаг, равный длине формы вагонетки. За период толкания на пост формования поступает порожняя форма-вагонетка, а на рельсовые пути 25 разгрузчика-снижателя 21 выталкивается и стопорится фиксатором 31 форма-вагонетка с готовым изделием. Проталкивание
5 прекращается.
Включается привод 30 разгрузчика-снижателя 21 и поворачивается рама 22 с путями 25 и формой-вагонеткой с изделием. .При повороте на угол более 180° изделия отрываются от формы-вагонетки и ло жатся на рамки 27 устройства 26 для выгрузки готовых изделий. При совмещении плоскости роликов 27 и роликов рольганга 28 выдачи готовых изделий изделия по роликам 27, а затем по роликам роль5 Ганга 28 поступают на пост пакетирования и складирования.
После выгрузки изделий включается реверс привода 30, и рама 22 разгрузчика-снижателя с порожней формой-вагонеткой поворачивается против часовой
0 стрелки до совмещения ее путей 25 с путями 5 возврата форм-вагонеток.
В период разгрузки происходят формовка изделий, а также опускание рамы 8 подъемника 7 в нижнее наклонное
положение I до совмещения путей 15 с путями 5 возврата. Одновременно рама 17 подъемника-раздатчика 16 силовыми цилиндрами 19 поднимается вместе со стоящими на ней формами-вагонетка0 ми с изделиями до совмещения ее путей 20 с путями 3 верхнего яруса пропарочной камеры 4, занимая при этом положение II. От скатывания формы-вагонетки на путях 20 рамы 17 удерживаются фиксаторами 38.
5 Включается фиксатор 31, включается привод 35 цепного толкателя 33, и толкатель 34 захватывает форму-вагонетку на путях 5 и 25 и накатывает на пути 15 подъемника 7, где она фиксируется фиксатором 14. Включаются силовые цилиндры 11, которые поднимают раму 8 подъемника 7 до совмещения путей 15 с путями 1 формования. Рама 22 разгрузчика-снижателя 21 поворачивается приводом 30 до совмещения ее путей 25 с путями 3 верхнего яруса пропарочной камеры. Аналогично описанному происходит проталкивание формы-вагонетки по путям 1, 3, 15 и 20 с выкатыванием формы-вагонетки с готовым изделием на пути 25 разгрузчика-снижателя. Формула изобретения 1. Технологическая линия для изготовления строительных изделий, содержащая последовательно установленное технологическое оборудование для распалубки, очистки, смазки и сборки форм-вагонеток, многоярусную термокамеру, конвейеры для перемещения форм-вагонеток и их возврата и кантователь, отличающаяся тем, что, с целью повышения надежности и эффективности работы, она снабжена поворотными в вертикальной плоскости приемно-пёредающими рамами со смонтированными на них фиксаторами форм-вагонеток, причем одна из приемно-передающих рам установлена перед термокамерами и снабжена толкателем форм-вагонеток, а другая - за термокамерами и снабжена устройством для выгрузки готовых изделий. 2.Технологическая линия по п. 1, отличающаяся тем, что устройство для выгрузки готовых изделий выполнено в виде неприводного рольганга, рама которого установлена на общей оси с приемно-передающей рамой и образует с последней проем для прохода формы-вагонетки с готовым изделием. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 476990, кл. В 28 В 5/00, 1973. 2.Авторское свидетельство СССР № 602371, кл. В 28 В 5/00, 1976.
-Ь--HI
В-If - - л Т| :
7
Л
1
r HHTH+f
/ f I
,7
(риг.2. /8 16 / 27 ff f / / / , I , .f /
Фиг. 6
