Изобретение относится к изготовлению невращающейся спирали неограниченной длины, мохет быть использовано в кабельной, машиностроительной и других отраслях промышленности для изготовления, например, сварочных кабелей, кабелей оптической связи, тормозных тросиков автомобилей, гибких армированных труб и является дополнительным к основному авт.св, № 1440590.
Целью изобретения является расширение технологических возможностей устройства и повышение надежности его в работе.
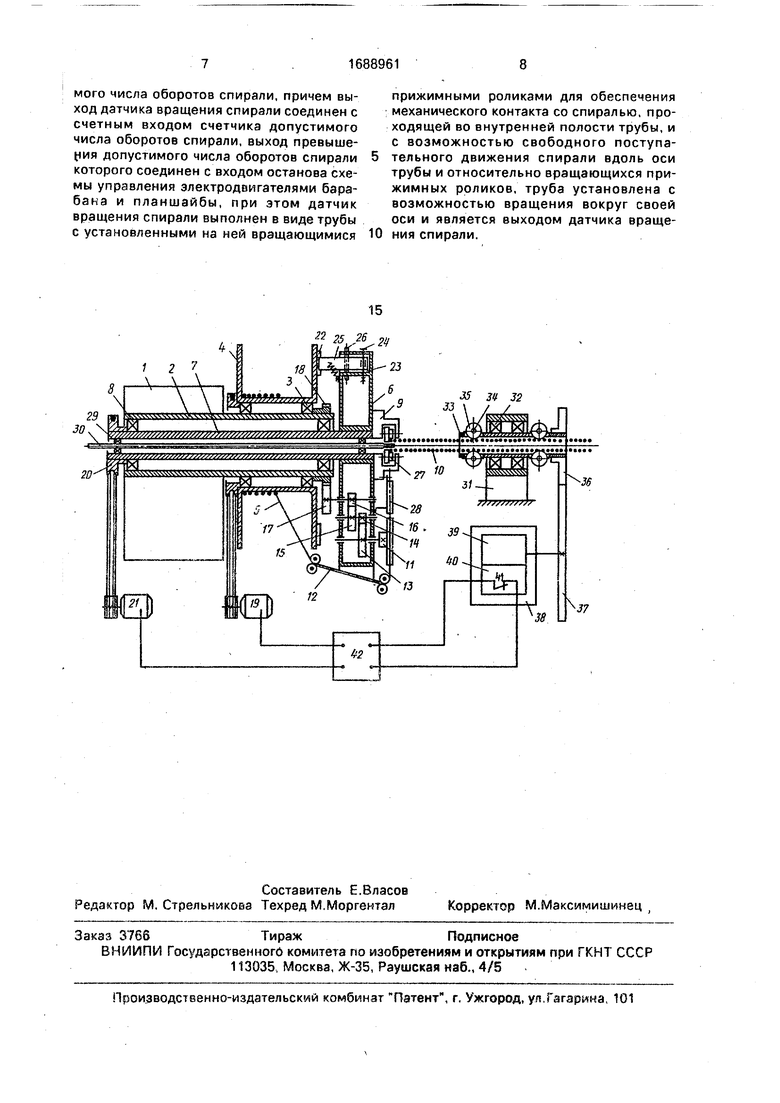
На чертеже изображена схема предлагаемого устройства.
Устройство содержит раму 1, в которой консольно закреплена труба 2. На последней на подшипниках 3 качения установлен барабан 4 с навиваемой проволокой 5. Планшайба 6 закреплена на пустотелом валу 7, смонтированном на подшипниках 8 в трубе 2, На планшайбе 6 закреплены механизм 9 формирования спирали 10, механизм подачи проволоки с подающим роликом 11 и направляющим элементом 12 для ориентации проволоки 5 на ролик 11, кинематически связанный через зубчатые шестерни 13-17 с шестерней 18. неподвижно закрепленной на трубе 2. Барабан 4 посредством ременной передачи соединен с электродвигателем 19, а планшайба 6 посредством пуON00 00 Ю
О
стотелого вала 7 и закрепленного на нем шкива 20 связана через ременную передачу с ее приводным электродвигателем 21.
Барабан 4 соединен с планшайбой 6 посредством узла, выполненного в виде храповой обгонной муфты, включающей выступы 22, разномерно размещенные на боковой поверхности щеки барабана 4, и закрепленную на планшайбе 6 вилку 23 с осью 24, на которой с возможностью частичного поворота установлен подпружиненный храповик 25, контактирующий с выступами 22 барабана 4. Для вращения только одного барабана 4 при навивке на него проволоки 5 храповик 25 выводят из зацепления с выступами 22, в этом положении он удерживается фиксатором 26 в вилке 23.
Корпус механизма 9 формирования спирали выполнен, например, в виде патрона токарного станка, в кулачках которого с возможностью осевого перемещения и вращения расположены формирующие ролики 27, каждый из которых выполнен, например, из двух подшипников качения разного диаметра для фиксации проволоки и установления необходимого шага навивки спирали за счет осевого перемещения формирующих роликов s кулачках, патрона.
Между роликом 11 и механизмом формирования спирали размещена направляющая трубка 20 дям исключения изгибании .проволоки,
В валу 7 соссно его оси на подшипниках 29 и с возможностью осевого перемещения установлена оправка 30, коническая часть которой размещена между роликами 27, а хвостовик закреплен к а раме 1 с помощью резьбового соединения.
Датчик вращения спирали включает корпус 31, установленную в нем на подшип никак 32 с возможностью вращения вокруг своей оси и оси спирали трубку 33 и щенные на ней на осях 34 четыре подпружи нечных прижимных ролика 35. Последние смонтированы на трубке попарно и диаметрально противоположно между собой с возможностью вращения на своих осях 34 и подпружинены в направлении, перпендикулярном осям трубки 33 и спирали 10, установленной и трубке с возможностью поступательного.движения и качения по ней при таком движении прижатых к ней роли- коз, а также вращения этих роликов вместе с ней в случае ее вращения.
Выход датчика вращений спирали, выполненный, например, в виде шестерни 36 соединен с трубкой 33 и входом 37 счетчика 38 допустимого числа оборотов спирали, который при такой связи с трубкой выполнен а виде механического счетчика оборотов.
Счетчик 38 может быть выполнен л к виде счетчика электроимпульсов, электрически соединенным с выходным элементом (датчиком электроимпульсов).
Счетчик 38 выполнен с узлом 39 предварительного задания допустимого числа оборотов, на котором предварительно определяют допустимое число оборотов закрутки спирали и обвиваемого ею изделия,
0 при которых (с учетом оборотов закрутки за время торможения) еще не происходит их повреждение во время нарушения технологического процесса наоивки,
Узел 40 сравнения осуществляет посто5 янное сравнение предварительно определенного числа оборотов закрутки спирали с текущим числом оборотов ее закрутки. При их равенстве на выходе 41 счетчика 38 узел 40 дает сигнал схеме 42 на останов электро0 двигателей 19, 21 и перевод их в режим электродинамического торможения.
Схема 42 управления электродвигателями 19 и 21 обеспечивает раздельное управление каждым из электродвигателей в
5 двигательном режиме, совместную работу электродвигателей при включении электродвигателя 21 планшайбы в двигательном режиме, 3 электродвигателя 19 барабана в режиме двигательного, генераторного и
0 электродинамического торможений, совместное электродинамическое торможение электродвигателей при аварийной остановке, реверсивный пуск электродвигателя 19, Устройство работает следующим обра5 зом.
Перед намоткой проволоки 5 на барабан 4 с другого барабана или бухты (не показаны} храповик 25 устанавливают в положение, исключающее его зацепление с
Г- выступами 22 барабана 4, и закрепляют его в этом положении фиксатором 26. Затем схемой 42 включают в работу только один электродвигатель 19 и осуществляют намотку проволоки на барабан. По окончании на5 мотки осуществляют плавную остановку или электродинамическое торможение электродвигателя 19 и барабана. После останова барабана конец намотанной на него проволоки пропускают через направляющи зле0 мент 12, наматывают один витсл на лелоб обода подающего ролика 11 к через направляющую трубку 28 подают а зазор между формирующими ролигсагиг 17 и оправкой 30. Этот зазор устанавливают в зависимости от
5 толщины проволоки и диаметра спирали осевым перемещением оправки 30 и радиальным перемещением роликов 27, а шаг навивки - за счет относительного между собой осевого смещения формирующих роликов 27 в кулачках патрона.
Необходимое усилие прижатия проволоки 5 к ролику 11 осуществляют подпружиненными роликами (не показаны), каждый из которых снабжен регулируемым узлом прижатия к ролику 11.
Затем храповик 25 выводят из зацепления с фиксатором 26 и, вращая вручную планшайбу 6, а вместе с нею и барабан 4, образуют несколько витков спирали, Далее схемой 42 электродвигатель 19 барабана переводят в режим электродинамического торможения и осуществляют плавный разгон электродвигателя 21 планшайбы. После разгона последней в зависимости от наполнения барабана проволокой электродвигатель 19 может быть переведен в двигательный режим работы или в режим генераторного торможения. Через шестерни 13-17, вращающиеся относительно неподвижной шестерни 18, вращение передается на ролик 11, принудительно подающий проволоку 5 через направляющую трубку 28 в механизм формирования спирали, где формирующие ролики 27 на оправке 30 деформируют проволоку в спираль, длина которой может быть ограничена только объемом проволоки на барабане 4. Поступательно движущуюся невращающуюся спираль направляют между подпружиненными прижимными роликами 35 датчик вращения спирали, а ка зле 39 предварительного задания счетчика 38 устанавливают допустимое число оборотов закрутки спирали и обвиваемого ею изделия, при которых не происходит их повреждения.
Для обеспечения подачи необходимой длины проволоки на образование витков спирали при изменении ее диаметра шестерни 14, 1Е и ролик 11 выполнены съемными
В процессе навивки спирали барабан 4 вращй тся с частотой большей частоты вращения планшайбы, и превышение угла поворота барабана в сравнении с углом поворота планшайбы за один ее оборот соответствует длине провопоки, снимаемой с оарэбана и необходимой для образования BVTKci спирали. Такое опережающее враще- ние барабана относительно планшайбы осуществляется за счет поворота выступами 22 хрэпозика 25 нг оси 2& по ходу вращения барабана и планшайбы и проскальзывания выступов 22 по храпов 1ку 25.
С помощью храповой обгонной муфты, соединяющей барабан с планшайбой, разгон и торможение барабана с любым объемом проволоки на нем и планшайбы с механизмом подачи проволоки и формирования спирали осуществляют практически синхронно. Необходимое натяжение проволоки между барабаном и направляющим элементом 12 с подающим роликом 11 осуществляют переводом схемой 42 элепро- двигателя 19 барабана в пюбой из режимов работы: двигательный электродикрмиче ский или генераторный.
При нормальной работе устройства спираль движется только поступательно и прижимные ролики 35 катятся по ее поверхности, вращаясь на CBOIIX осях и ° создавая сопротивления ее поступательному движению. Трубка 33 в такмч и вход 37 счетчика 38 остаются неподвижны ми.
В пюбых случаях каоушеимя проие хз навивки спирали, например прч стклоне 1/.- ях геометрических размеров спирали от установленных обрыве проволоку; нл« наличии на ней дефектов в виде перегибов окалины начинается вращение спирь п. При таком врашении спирали в лесге с чей в подшипниках 32 вращаются рижат е к ней ролики 35 и трубка 33 датчика, а чррез выходной элемент (шестерню 35} и вход 7 счетчика 38 числа оборотов Выход счегмика 38 осуществляет автоматическое сравнение1 прсдваритетрно /сгячовленного из мле 39 числа оборсго« ти-, сппрзп , теиуц. м чиспом оборотов БХОДЭ 37 пропср диснг-Я - нымоборотаг- закрут -,/ гпиргли Прмраве стае этих оборотов н выходе етчик:. 3.f появляемся си.гнэл на сстчиоь ,- пс гиолй теле й 19 21 и их электреди.зми«ес,-сг т о р м о ж е н и е Сдсмсй 42 ч- вают напглч жение торможения электродвигателе 21 планшайЬы така1 ве/ия ы гту5утос- эженчечпаг- шайбь1осуществпягк сь.-1е ее11 пх г -зно чем жение барабена г.р налили проза .LW ка нзн
По сравнению с извест ным VL.T оойством предложенное устройство отличается более высокой надежностью в работе за счет автоматическою контроля процесса наьивки и своевременного автоматического отключения и торможения поиводоя бооабзнп к планшайбы Это исключает возможность повреждения спирагм и обвиваемого ею изделия, из строя отдельных уст- роиствч за сиет исключения образования петель проволоки, необходимость постоянного контроля обслуживающим персоналом процесса навивки на каждом устоойстве о отдельности
Формула исобоете1, .я
Устройство для навкьки сбирали по авт.св. М; 144G590, о т л и ч ч .с ич е е с я тем, что, с целью расширения технологических возможностей устройства , позыи .ония надежности его в работе за счетобеспечения контроля процесса навивки, в него введены датчик вращения спирали, счетчик допустимого числа оборотов спирали, причем выход датчика вращения спирали соединен с счетным входом счетчика допустимого числа оборотов спирали, выход превышения допустимого числа оборотов спирали которого соединен с входом останова схемы управления электродвигателями барабана и планшайбы, при этом датчик вращения спирали выполнен в виде трубы с установленными на ней вращающимися
0
прижимными роликами для обеспечения механического контакта со спиралью, проходящей во внутренней полости трубы, и с возможностью свободного поступательного движения спирали вдоль оси трубы и относительно вращающихся прижимных роликов, труба установлена с возможностью вращения вокруг своей оси и является выходом датчика вращения спирали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки спирали | 1987 |
|
SU1440590A1 |
| Устройство для навивки спирали | 1980 |
|
SU1002073A2 |
| Устройство для навивки спирали | 1977 |
|
SU671906A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ СЕТКИ | 1964 |
|
SU165157A1 |
| Устройство для навивки спирали | 1979 |
|
SU933164A1 |
| Арматурно-навивочная машина | 1966 |
|
SU1305280A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН | 2000 |
|
RU2166399C1 |
| Станок для намотки проволочных спиралей на трубу | 1938 |
|
SU55305A1 |
| Устройство для производства магнитопроволочных спиралей | 2021 |
|
RU2780324C1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
Изобретение относится к изготовлению невращающейся спирали неограниченной длины, может быть использовано в кабельной, машиностроительной и других отраслях промышленности для изготовления, например, сварочных кабелей и является дополнительным к основному авт.св. № 1440590. Цель изобретения - расширение технологических возможное гей устройства и повышение надежности его в работе за счет обеспечения контроля процесса навивки. В устройство введены датчик вращения спирали и счетчик допустимого числа оборотов спирали. Выход датчика вращения спирали соединен с счетным входом счетчика допустимого числа оборотов спирали, выход превышения допустимого числа оборотов спирали которого соединен с входом останова схемы управления электродвигателями барабана и планшайбы. Датчик вращения спирали выполнен в виде трубы с установленными на ней вращающимися прижимными роликами для обеспечения механического контакта со спиралью, проходящей во внутренней полости трубы, и с возможностью свободного поступательного движения спирали вдоль оси трубы и относительно вращающихся прижимных роликов. Труба установлена с возможностью вращения вокруг своей оси и является выходом датчика вращения спирали. 1 ил. (Л С
37
| Устройство для навивки спирали | 1987 |
|
SU1440590A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
