Изобретение относится к технологии оптического приборостроения, а-именно к технологии изготовления высокоточных плоских оптических деталей, и может быть использовано на предприятиях оптико-механической промышленности при производстве зеркал и призм внешнего отражения.
Цель изобретения - повышение износостойкости инструмента.
Цель достигается за счет того, что инструмент для правки изготавливают из керамики с комплексным показателем физико- механических свойств, который удовлетворяет условию
НгК/а Е 0,1 -0.3,
где Нт - коэффициент твердости по шлифованию;
К - коэффициент теплопроводности, Вт/м К;
а - коэффициент термического расширения, ,
Е - модуль упругости, МПА.
Применение в качестве правильника диска из керамики с высоким коэффициентом твердости по шлифованию и теплопроводности и высоким значением коэффициента Н приводит к тому, что правильник практически не изменяет своей формы в течение всей работы и при наличии большого тепло- отвода во время полирования полировальник интенсивно обменивается теплом по зоне обработки и с окружающей средой, что приводит к уменьшению разницы в интенсивности износа центральных и краевых зон полировальника и помещенных на нем деталей.
Пример. Инструмент изготавливают по известной технологии, принятой при производстве керамических материалов,, включающей операции дозирования порошковых компонентов заданного гранулометЈ
О 00
3
ел о
рического состава, смешение с увлажните лем и выгорающей связкой-пластификатором, прессование, сушку заготовок и обжиг (спекание) изделии. Для изделий из карбида кремния пропитка расплавленным кремни- ем пористых заготовок до получений пористости 1-2% и менее. Изделия из нитрида алюминия поллучают пористостью 20%,
Полученные диски передают на операцию доводки поверхности по требованиям к изготовлению плоскопараллельных оптических деталей,
Одновременно изготавливают диск- правильник из ситалла СО 115М.
Испытания предлагаемого инструмента проводят на операции доводки макетов ас- трозеркал диаметром 300 мм. Требования к полированной поверхности: N 3, ДМ--0,3, Р 1 X. Стабильность получения заданной формы обрабатываемой детали оценивают по времени доводки с помощью предлагаемого инструмента и инструмента из ситалла С0115М,
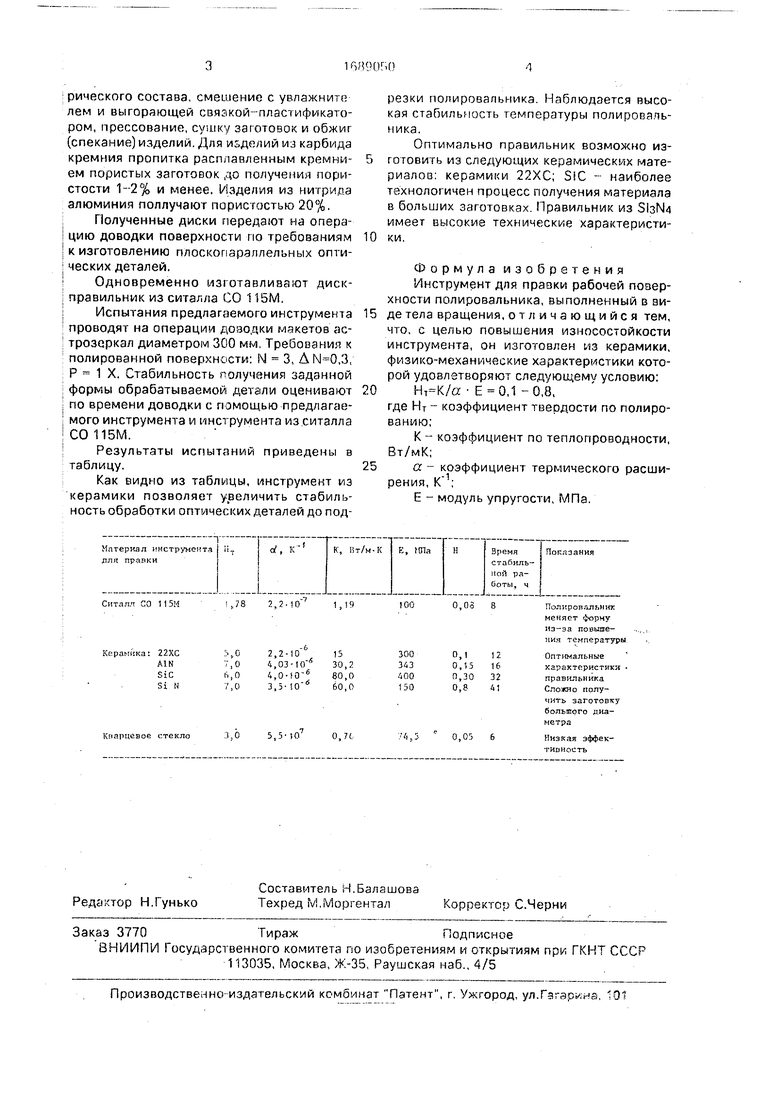
Результаты испытаний приведены в таблицу.
Как видно из таблицы, инструмент из керамики позволяет увеличить стабильность обработки оптических деталей до подрезки полировальника Наблюдается высокая стабильность температуры полиропать- ника.
Оптимально правильник возможно изготовить из следующих керамических мате- риалои. керамики 22ХС; SIC - наиболее технологичен процесс получения материала в больших заготовках Правильник из SlsNo имеет высокие технические характеристики.
Формула изобретения
Инструмент для правки рабочей поверхности полировальника, выполненный в виде тела вращения, отличающийся тем, что, с целью повышения износостойкости инструмента, он изготовлен из керамики, физико-механические характеристики которой удовлетворяют следующему условию:
-0 0.1 -0,8,
где Нт - коэффициент твердости по полированию:
К - коэффициент по теплопроводности, Вт/мК;
а. - коэффициент термического расширения, К :
Е - модуль упругости, МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полировальника | 1981 |
|
SU994241A1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Состав для полирования оптического стекла | 1986 |
|
SU1423570A1 |
| Алмазный инструмент на теплопроводной металлической связке | 2017 |
|
RU2679807C1 |
| ЭТАЛОННАЯ МЕРА МАССЫ | 2001 |
|
RU2196968C2 |
| Способ термической обработки деталей высокой точности | 1981 |
|
SU1014925A1 |
| Керамическая связка для изготовления алмазного инструмента | 1985 |
|
SU1247253A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2378411C2 |
| Способ получения металлокерамического узла | 1981 |
|
SU1018928A1 |
| Техническое сукно для полирования | 1984 |
|
SU1202838A1 |
Изобретение относится к технологии оптического приборостроения, а именно к технологии изготовления высокоточных плоских оптических деталей. Цель изобретения - повышение износостойкости инструмента. Инструмент для формирования рабочего поверхностного слоя полировальника выполнен в виде диска из керамики с комплексным показателем физико-механических свойств, который удовлетворяет условию Нт К/а ,1-0,8, где Нт - коэффициент твердости по шлифованию; К - коэффициент теплопроводности, Вт/м-К; а коэффициент термического расширения, К Е - модуль упругости, МПА. 1 табл. /-1.
Сптл.-г Г0 1 1511
,782,2-10
рамика: 22ХС MN SiC
Si N
5,0
2,2 10
7,04.03-10
ft,О 7,0
4,0-10 3,5-10
15
30,2 80,0 60,0
Кчярнеиое с-текло1,05,5-10(l,7f
0,1
0,15 0,30
о,в
12 16 32 41
1 л провалы) иг меняет форчу из - ia поаыше- мич температуры
Оптимальные характеристики правил мшга Сложно полу- заготовку большого дна- метра
Низкая эффективность
| Алмазно-абразивная доводка деталей, М., НМИМАШ, 1972, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
