Изобретение относится к области металлургии, в частности к изготовлению упрочняемого химико-термической обработкой концевого инструмента из титановых сплавов, предназначенного для шлифования, резания, доводки прецизионных деталей из мягких термостойких керамик для СПД (стационарных плазменных двигателей) и ТИП (технологических источников плазмы). Оно может найти применение в приборостроении, электронике, ювелирном деле при обработке мягких минералов.
Известно проведение упрочняющей химико-термической обработки изделий из титановых сплавов в порошковых азотно-науглероживающих смесях /2/. Наиболее близким аналогом является способ упрочнения режущего инструмента для обработки алюмиевых сплавов, пластмасс путем формирования на режущих кромках многослойных покрытий переменного состава TiCxNyOz для повышения износостойкости /1/.
Изобретение направлено на решение основной задачи повышения эксплуатационных характеристик мелкоразмерного, тонкостенного концевого и насадного инструмента из титановых сплавов - повышение износостойкости, твердости, равномерности диффузионных слоев на режущих и формообразующих кромках при достижении высокой прочности сердцевины, основы.
Поставленная задача в известном способе изготовления, включающем механическую обработку рабочей части и хвостовика, последующее карбонитрирование и абразивно-струйную обработку поверхности, решалась вначале формированием рельефного профиля накаткой и последующим карбонитрированием при температуре 850-910°С в течение 2-4 часов в порошковой смеси, содержащей активированный древесный уголь, карбамид и трилон-Б, взятых в соотношении 2:1:1 с последующей закалкой и старением после абразивно-струйной обработки поверхности, а также проведением старения с одновременным низкотемпературным карбонитрированием в течение 4-6 часов и охлаждением на воздухе.
Кроме того, предусматривалось проведение накатки вдоль длины режущей части остроугольным профилем 45-60°С вдоль режущей части и поперек по диаметру, а также спирально по образующей режущей части.
Старение проводили также в вакууме с одновременным низкотемпературным карбонитрированием в порошковой смеси состава, идентичного составу для высокотемпературного карбонитрирования, при этом нагрев и ихлаждение в вакууме вели при остаточном давлении 100-200 Па.
Сущность предложенных решений, приводящих к решению поставленной задачи, заключается в следующем:
- накаткой остроугольного продольного комбинированного рельефа достигается ускоренное диффузионное насыщение режущей части инструмента при встречной диффузии элементов за равное время и при равной температуре карбонитрирования в сравнении с гладкой поверхностью. В результате возрастает толщина слоя упрочнения, содержащего карбонитриды титана;
- заданное соотношение компонентов в активированной порошковой древесно-угольной смеси позволяет повысить азотный потенциал среды как при низкотемпературном карбонитрировании, так и, одновременно, углеродно-азотный потенциал при высокотемпературном карбонитрировании. При диссоциации азотоуглеродосодержащих активаторов карбамида (NH2)2CO и трилона-Б (C10H8O10)Na2N увеличивается доля аммиака - поставщика атомарного азота, а также в присутствии избыточного углерода активированного угля доля окиси углерода. В интервале выбранных температур существенно растет их скорость диффузии в титане с образованием карбидов TiC, карбонитрооксидов Ti CxNyOz, TiCxOz. Тонкая поверхностная микронная пленка TiO2, образующаяся при карбонитрировании в порошковом составе, легко удаляется абразивно-струйной обработкой;
- выбранные температуры карбонитрирования 850-910°С и закалки являются оптимальными для всех высокопрочных сплавов титана ВТ-14, ВТ-22 и позволяют получить высокопрочную основу без перегрева основы в течение назначенного времени выдержки 2-4 часа.
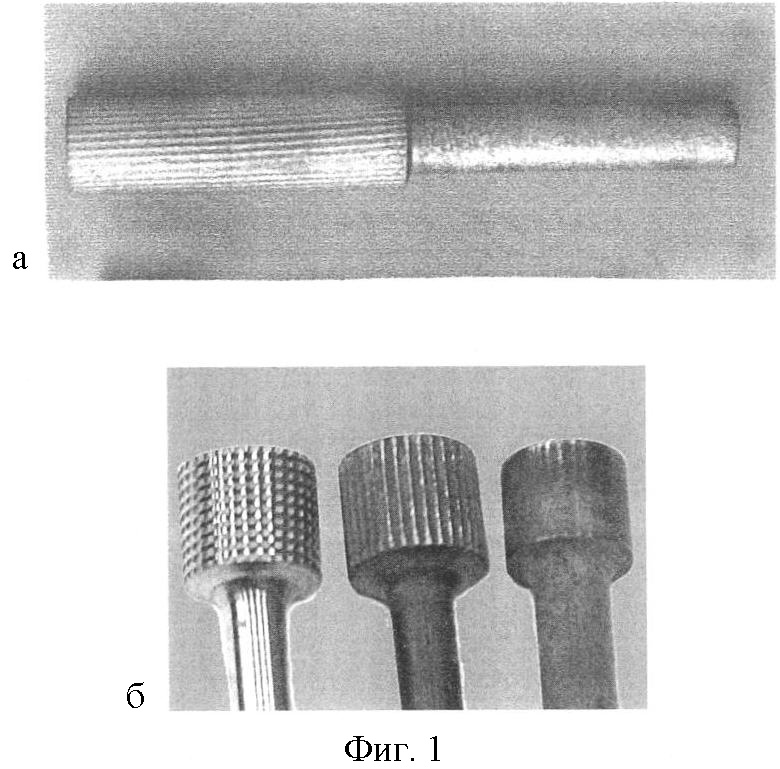
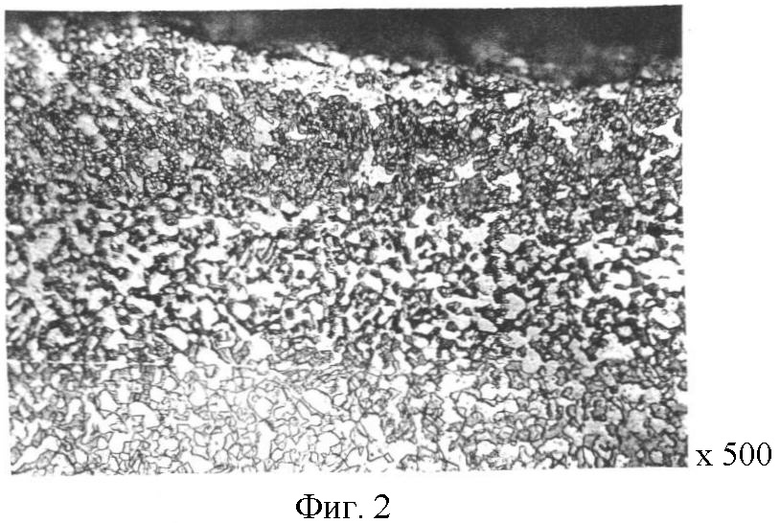
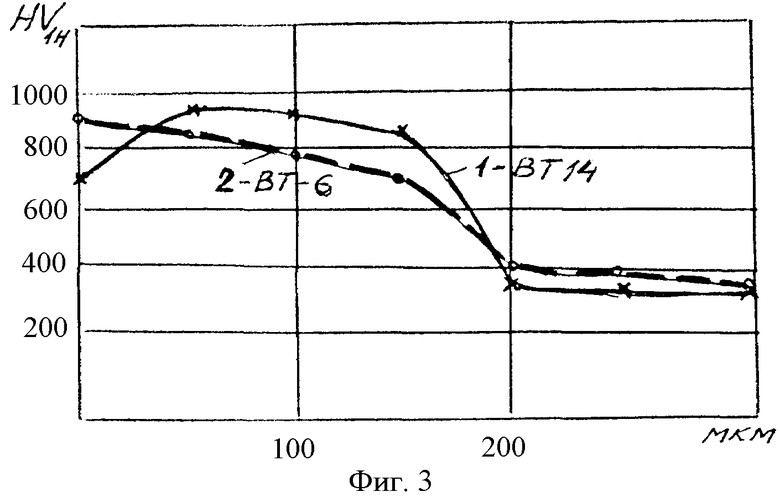
После старения с одновременным низкотемпературным карбонитрированием в течении 4-6 часов на рабочих поверхностях рельефного накатанного профиля инструмента (фиг.1а, б) формируются износостойкие слои повышенной твердости толщиной 200-300 мкм (фиг.2), с плавным переходом к высокопрочной основе, сердцевине (фиг.3) с пределом прочности σв=1200-1450 МПа.
Изобретение иллюстрируется примерами производственного осуществления и изготовления различного инструмента из титановых сплавов.
Пример 1. Мелкоразмерные концевые фрезы шлифования и торцевания заготовок из пиролитического нитрида бора ПНБ для катодных блоков ЭРД МТ изготовляются по предложенному способу. Вначале при механической обработке шлиффрез на рабочей части формировали накатку по трем вариантам рельефного профиля (фиг.1б) продольного, продольно-поперечного и комбинированного. Затем осуществляли карбонитрирование при температуре закалки 900°С в течение 4 часов с загрузкой по схеме «контейнер в контейнере» в порошковый древесно-угольный состав, содержащий активированный древесный уголь 50 мас.% по ГОСТ 20464-73, активаторы - карбамид (NH2)2CO 25 мас.% по ГОСТ 6691-77 и трилон-Б (C10H8O10)Na2N2 25 мас.% ГОСТ 10652-73.
После окончания выдержки проводили закалку с охлаждением в масле и АСО обработку карбидом кремния, затем старение при 520°С в течение 6 часов с охлаждением на воздухе в этом же составе.
Х.т.о. позволила получить инструмент с максимальной твердостью, коррозионной стойкостью и износостойкостью поверхностного диффузионного слоя при высокопрочной сердцевине. Так интегральная микротвердость слоя, толщиной 320 мкм, карбонитридов и карбидов составила HV0,5H=1025-967, выше, чем в известных решениях, а прочность основы была не хуже σв=1430-1440 МПа или на 230-280 МПа выше, чем при обработке по прототипу.
Износостойкость борфрез повысилась в 1,8 раза при обработке термостойкой керамики из нитрида бора при сокращении энергозатрат на проведение химико-термической обработки в 1,5 раза.
Пример 2. Мелкоразмерные развертки диаметром 6 мм и 8 мм для изготовления втулок из электроизоляционных, термостойких борнитридных керамик БГП, БГП-10, «Хатемит» изготавливали из прутков сплава ВТ-6 и обрабатывали по предложенному способу. Вначале при механической обработке всех поверхностей с классом чистоты Ra=0,65 мкм проводили накатку продольного рифления, глубиной 0,5 мм и поперечного 0,6 мм на рабочей части разверток.
Карбонитрирование проводили в порошковой смеси, содержащей 60 мас.% отработанного древесно-угольного карбюризатора и по 30 мас.% активаторов - карбамида технического и трилона-Б с упаковкой в металлические контейнеры.
Температура химико-термической обработки составляла 910°С и соответствовала нижнему пределу закалки сплава ВТ-6, время выдержки 4 часа, последующее охлаждение проводили в воде. Старение проводили в смеси аналогичного состава, в вакуумной реторте печи СШОЛ-ВНЦ при температуре 550°С, в течение 5 часов после предварительного опескоструивания (абразивно-струйной обработки) с классом чистоты 6-7 мкм.
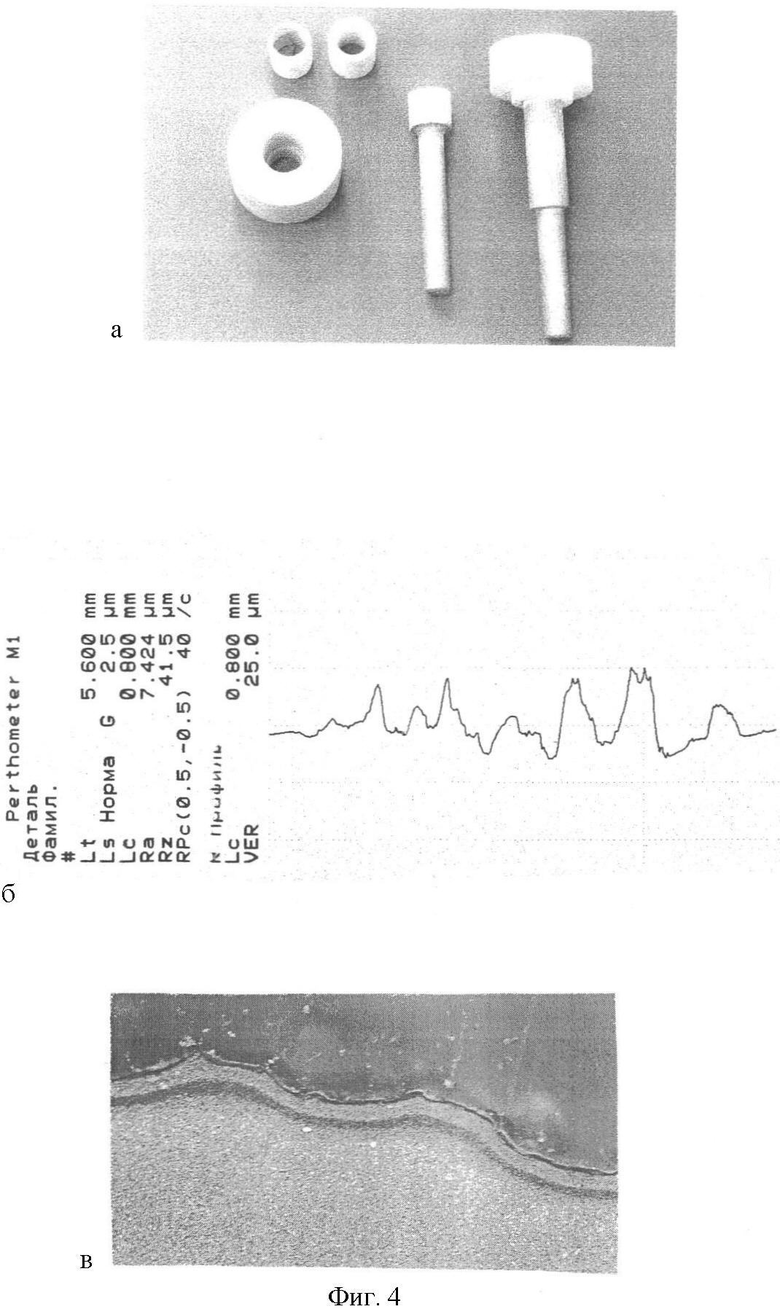
Химико-термическая обработка по предложенной схеме позволила получить на поверхностях пикообразной режущей части диффузионные слои толщиной до 300 мкм (фиг.4а), с содержанием карбонитридов титана до 45%, с интегральной микротвердостью НV0,5Н=908-916, прочно связанные с основой, имеющей прочность
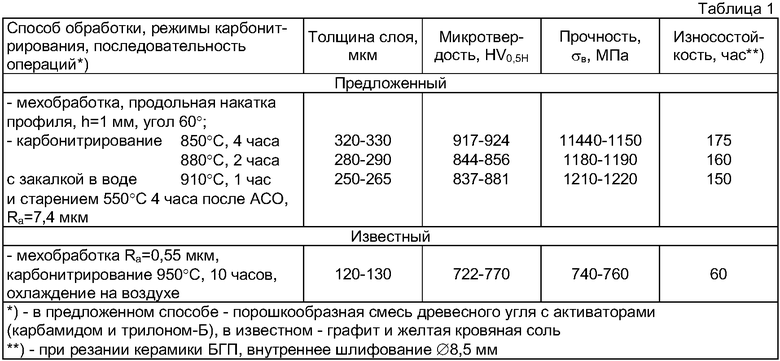
σв=1180-1200 МПа. Инструмент имел износостойкость на уровне абразивного круга из электрокорунда и в 2,4 раза выше титанового, обработанного по известной технологии, при температурах процесса 1000°С, без закалки и старения. Исключена хрупкость слоев и основы. Чистота обработки керамики БГП повысилась на два класса стандартной шкалы, производительность резанья увеличилась на 35%. В таблице 1 приведены свойства титанового сплава ВТ-6 при упрочнении по предложенному и известному способам.
На фиг.4б показан внешний вид деталей из керамики БГП и концевые фрезы из сплава ВТ6, упрочненные по предложенному способу, при чистоте поверхности после АСО обработки и старения с одновременным карбонитрированием на уровне Ra=7,424 мкм (фиг.4в). Идентичные фрезы, изготовленные по известному способу, теряли режущие свойства вследствие засаливания и натирания режущей части втрое быстрее, чем по предложенному способу.
Пример 3. Фильеры-нитеводители прядильных машин изготавливали из сплава ВТ14 и обрабатывали по предложенному способу. После механической обработки по внутренней части с чистотой Ra=0,45 мкм и накатки по наружной части проводили карбонитрирование в порошковой древесно-угольной смеси с добавкой трилона-Б и карбамида 25 мас.% каждого. Температура обработки была 850°С, соответствовала минимальной закалочной, время выдержки 3 часа, закалку проводили с охлаждением в масле. Потенциал атмосферы диссоциации компонентов был 2,63% по углероду и 0,15% по азоту, основными поставщиками углерода были образующиеся при диссоциации окись углерода СО и метан СН4, азота - аммиак NH3. В присутствии избыточного углерода в слое сформировались карбонитриды титана TiCN, карбиды TiC, толщина слоя на первом этапе обработки была 270-280 мкм. Далее после абразивно-струйной обработки при старении 540°С, 4 часа в идентичной порошковой смеси, в вакуумной реторте печи СШОЛ-ВЦ поверхностный слой дополнительно насыщался преимущественно азотом, микротвердость рабочих поверхностей достигала HV0,5H=1130-1150. Высокопрочная основа имела микротвердость на уровне HV1H=453-456, суммарная толщина слоя достигала 360-380 мкм, практически в 1,8 раза выше, чем в известных способах, при этом исключался перегрев и крупнозернистое строение сердцевины. В результате не наблюдалось хрупкого разрушения, износостойкость фильер повысилась в 4,5 раза в сравнении со стандартными методами.
Процесс карбонитрирования технологичен в осуществлении, не требует дополнительных затрат на дефицитные компоненты, отличается экологической чистотой, менее трудоемок и энергоемок в сравнении с известными. Таким образом, разработанная технология универсальна для применения в различных отраслях и экономически эффективна для повышения эксплуатационных свойств мелкоразмерного инструмента и деталей.
При проведении обработки при параметрах техпроцесса за пределами заявляемых положительный эффект существенно снижался. Так, повышение времени выдержки более 4 часов и температуры карбонитрирования выше 910°С вызывало рост зерна сердцевины, снижение ударной вязкости и прочности основы. Удлинение времени старения с одновременным карбонитрированием вызывало охрупчивание поверхностей зоны слоя и выкрашивание при динамическом нагружении. При изменении соотношения угля древесного, трилона-Б, карбамида в сторону увеличения добавок нарушается баланс реакций в сторону увеличения количества двуокиси углерода, усиливается поверхностное окисление. При уменьшении количества добавок-активаторов ниже выбранного снижается азотный потенциал среды и степень насыщения слоя карбидами титана.
Пример 4. Сверла-развертки диаметром 2,5-5 мм для обработки природного янтаря изготавливали из сплава ВТ6, при этом вначале на рабочей поверхности формировали спиральный, шнековый профиль высотой 1,0 мм, а затем карбонитрировали при 900°С, 2 часа с закалкой в масле. Старение проводили в порошковой древесноугольной смеси при 560°С, 4 часа при содержании активаторов трилона-Б и карбамида по 15 мас.% каждого.
В результате обработки инструмент имел повышенную износостойкость при скоростной обработке янтаря, вдвое выше, чем стандартизированный из инструментальных сталей. При толщине карбонитридного слоя 180 мкм и микротвердости HV0,5H=894-903 эффективное время работы достигло 140 часов. Улучшилось качество обработки ювелирных изделий, исключено выкрашивание янтаря при изготовлении тонкостенных изделий. Процесс изготовления и упрочнения прост в осуществлении в лабораторных малоэнергоемких печах СНОЛ-1,6.2,5.1/9,5 в условиях малых мастерских и участков.
Список источников
1. Патент ЕР 1616646.
2. МиТОМ, 2007, №5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАРБОНИТРИРОВАНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ | 2011 |
|
RU2463381C1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ ДИФФУЗИОННЫМ НАСЫЩЕНИЕМ | 2013 |
|
RU2550066C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ В ПОРОШКОВЫХ СМЕСЯХ | 2007 |
|
RU2348736C1 |
| Способ химико-термического упрочнения малогабаритных изделий из технического титана | 2018 |
|
RU2690067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2004 |
|
RU2256706C1 |
| СОСТАВ ДЛЯ НИТРОЦЕМЕНТАЦИИ ИЗДЕЛИЙ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2006 |
|
RU2314363C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ЭЛЕКТРОМАГНИТНЫХ КЛАПАНОВ ИЗ МАГНИТОМЯГКОЙ СТАЛИ | 2004 |
|
RU2253692C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ И КЕРАМИКИ | 1995 |
|
RU2092611C1 |
| СПОСОБ НИКОТРИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ И ИНСТРУМЕНТА | 2003 |
|
RU2237744C1 |
| СПОСОБ ЦИАНИРОВАНИЯ СТАЛЬНЫХ ИЛИ ТИТАНОВЫХ ИЗДЕЛИЙ | 2007 |
|
RU2349432C2 |
Изобретение относится к области металлургии, в частности к изготовлению упрочняемого химико-термической обработкой концевого инструмента из титановых сплавов, предназначенного для шлифования, резания и доводки прецизионных деталей из мягких термостойких керамик, и может быть использовано в приборостроении, электронике и ювелирном деле. Проводят механическую обработку рабочей части и хвостовика, при которой осуществляют накатку рельефного профиля. Затем проводят карбонитрирование при температуре 850-910°С в течение 2-4 часов в смеси, содержащей активированный древесный уголь, карбамид и трилон-Б при соотношении 2:1:1. Затем осуществляют закалку и абразивно-струйную обработку поверхности, после которой проводят старение с одновременным низкотемпературным карбонитрированием в течение 4-6 часов и с охлаждением на воздухе. Повышаются эксплуатационные характеристики изготовленного инструмента за счет повышения износостойкости, твердости и равномерности диффузионных слоев на режущих и формообразующих кромках при достижении высокой прочности основы. 5 з.п. ф-лы, 1 табл., 4 ил.
1. Способ изготовления мелкоразмерного концевого инструмента из титановых сплавов, включающий механическую обработку рабочей части и хвостовика, последующее карбонитрирование и абразивно-струйную обработку поверхности, отличающийся тем, что при механической обработке проводят накатку рельефного профиля, последующее карбонитрирование проводят при температуре 850-910°С в течение 2-4 ч в смеси, содержащей активированный древесный уголь, карбамид и трилон-Б при соотношении 2:1:1, затем проводят закалку, а после абразивно-струйной обработки поверхности осуществляют старение с одновременным низкотемпературным карбонитрированием в течение 4-6 ч и с охлаждением на воздухе.
2. Способ по п.1, отличающийся тем, что накатку проводят вдоль длины режущей части остроугольным профилем 45-60°.
3. Способ по п.1, отличающийся тем, что накатку проводят последовательно вдоль режущей части и поперек по диаметру режущей части.
4. Способ по п.1, отличающийся тем, что накатку проводят спирально по образующей режущей части.
5. Способ по п.1, отличающийся тем, что старение проводят при нагреве в вакууме с одновременным низкотемпературным карбонитрированием в порошковой смеси состава, идентичного составу для карбонитрирования.
6. Способ по п.5, отличающийся тем, что нагрев и охлаждение при старении проводят в вакууме при остаточном давлении 100-200 Па.
| Способ препарирования зубов под литую коронку с облицовкой | 1988 |
|
SU1616646A1 |
| СПОСОБ НИКОТРИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ И ИНСТРУМЕНТА | 2003 |
|
RU2237744C1 |
| ПЕРЕНОСНАЯ ВАКУУМНАЯ ПЕЧЬ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА И КОНСТРУКЦИОННЫХ ДЕТАЛЕЙ | 1992 |
|
RU2006773C1 |
| Способ получения гипериммунной антисинегнойной антитоксической человеческой плазмы | 1976 |
|
SU548275A1 |
| БУРНЫШЕВ И.Н | |||
| и др | |||
| Химико-термическая обработка титановых сплавов в порошковых средах | |||
| Металловедение и термическая обработка металлов, №5(623) | |||
| - М.: Машиностроение, 2007, с.176-182. | |||

