,1 Известен многооперациояпый агрегат для обработки обуви, представляющий собой смонтированную На станияе секцион«ую карусель, каждая секция которой снабжена несколькими колодками, для заготовок обуви, периодически вза-иимодейсхвующими с прессформами для фор:моБания следа заготовки и прикрепления низ-а обуви. Агрегат снабжен устройством для взъерошивания затяжиой кромки, а для управления работой применены гидропривод и электрическая схема.
Предл агаемый МНогооперадионный агрегат отличается от известных агрегатов тем, что обеспечивает производство обуви методом горячей вулканизации, а также повышает ироизводителвно-сть.
Это достигается тем, что каждая секция снабжена четырьмя смен-ными металлическими колодками. Кроме того, для вулканизации низа обуви как по следу, так и по контуру применены иреосформы, со€тояш,ие из раздвижных иолуматриц и подвижного пуансона.
Устройство для взъерошивания затяжной кромки снабжено барабаном с на.клоияо закрепленными стержнями. На стержни свободно, с зазором надеты пакеты, набранные из шайб, на заточки которых плотно посажены тонкие диски-шарошки. Вместе с тем устройство для взъерошивания затяжной кромки снабжено и электромагнитом, взаимодействующими с вертикальной осью взъерошивающего барабана для установки его под определенным углом по отношению к следу обуви.
Для сушки заготовки до и после формования следа примеиены электричеокие индуктивные обогреватели.
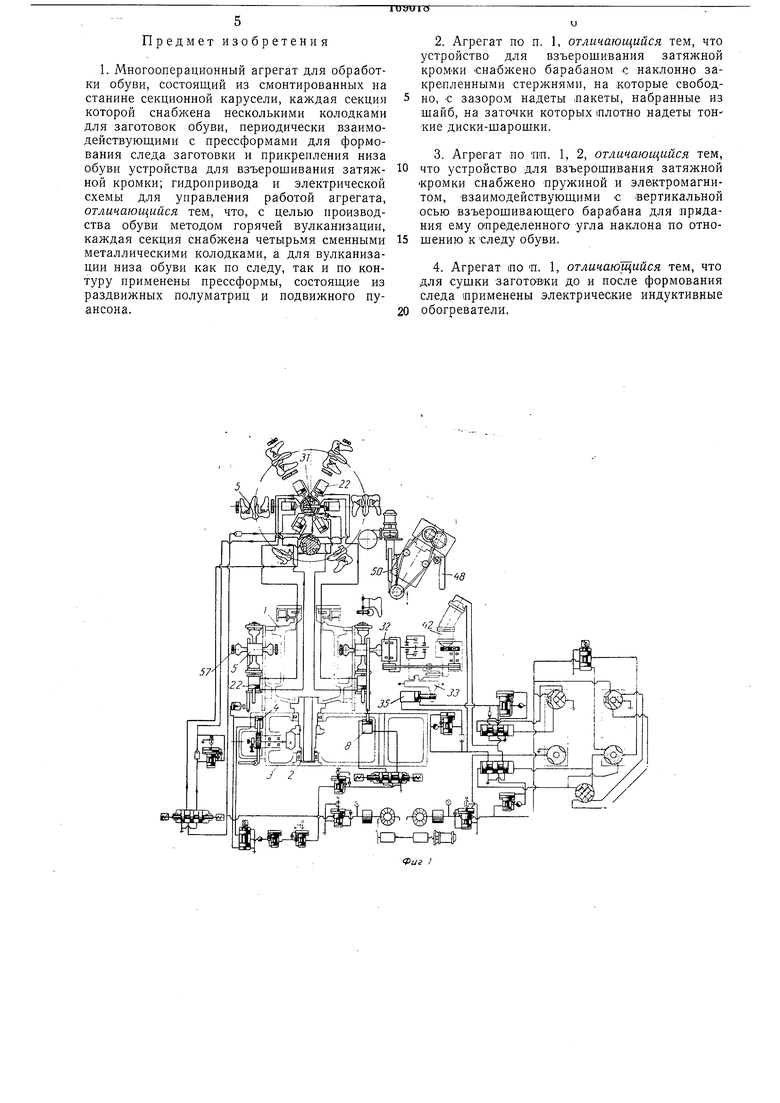
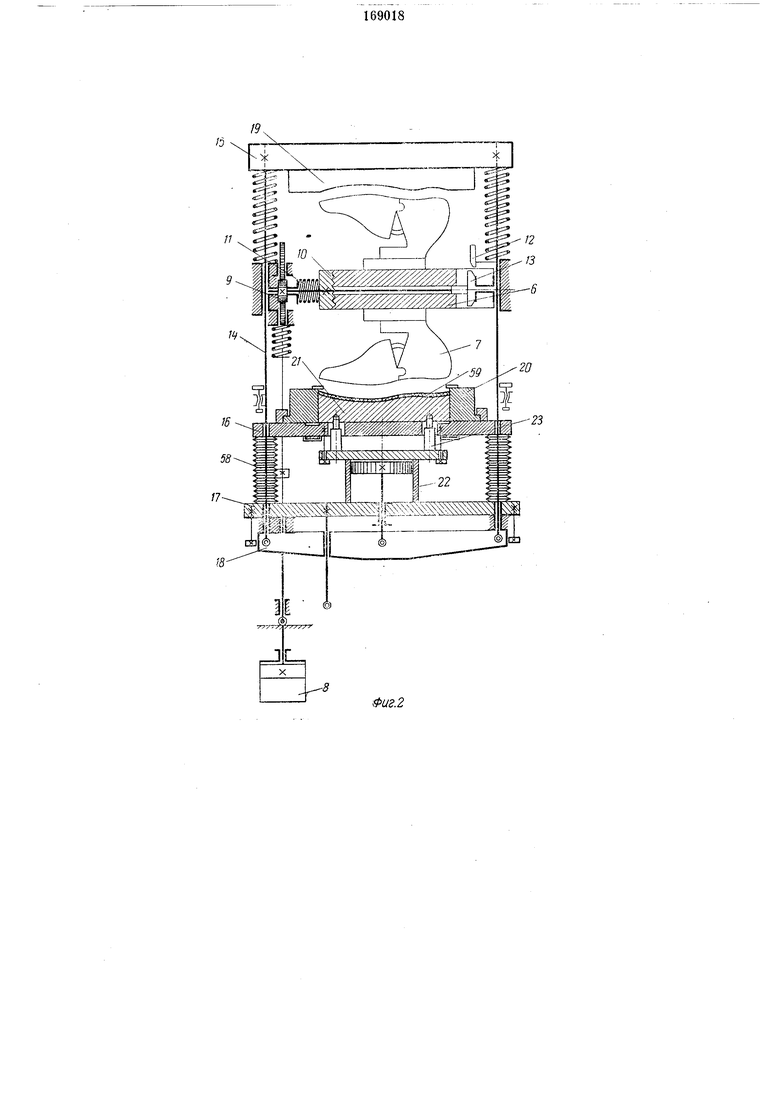
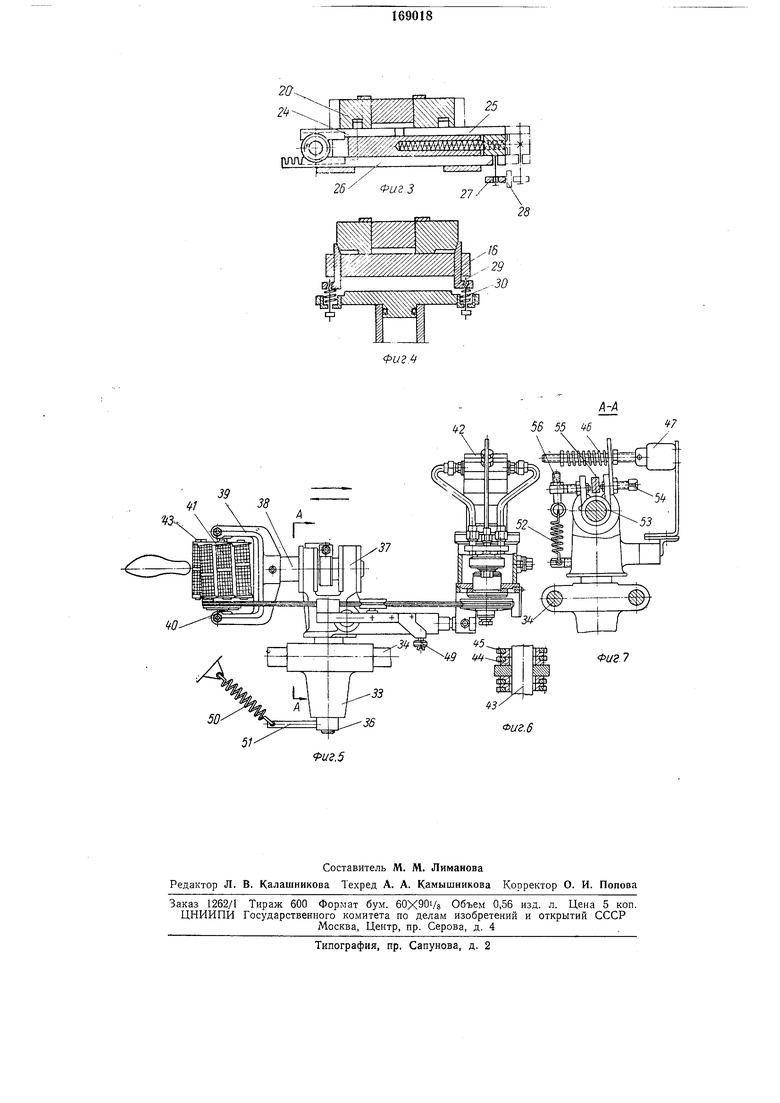
На фиг. 1 пр1едставлена гидравлическая схема агрегата; на фиг. 2 - секци-я агрегата в
вертикальном разрезе; на фиг.З - механизм перемещения матриц; на фиг. 4 - механизм занираняя прессформы; на фиг. 5 - общий вид взъерошивающего устройства; на фиг. 6- часть барабана взъерошивающего устройства;
на фиг. 7 - вид по А-А на фиг. 5.
Многооперационный агрегат для обработки обуви выполняет следующие операции: установку затянутой заготовки на металлическую колодку, сушку заготовки, формование следа,
взъерошивание затяжной кромки следа обуви, промазку ее клеем, подсушку клеевой пленки, вулканизацию низа обуви и съем готовой обуви с колодки. Агрегат представляет собой секционную карусель /, смонтированную на шлинделе 2, который установлен в яодшияниках качения на станине 3 и периодически поворачивается от гидроцилиндра 4, зубчато-реечного и храяового механизмов, конической передачи (на черКарусель состоит из нескольких, например из шести, секций 5, каждая из которых снабжена вращающейся 6 с четырьмя сменными металлическими колодками 7 (см. фиг. 2). Ось вместе с колодками периодически поворачивается от гидроцилиндра 8 через реечную лередачу 9 и зубчатую муфту 10, которая включается пружиной 11, а выключается упором J2 и диском 13.
Секция состоит из щтант 14, соединяющих подвижные плиты 15-18. На плите 15 смонтирована прессформа 19 для формования следа затянутой обуви, а на плите 16 - лрессформа для вулканизации низа обуви как по следу, так и по контуру. Прессформа состоит из двух раздвижных полуматриц 20 и подвижного пуансона 21.
На плите 17 установлен гидроцилиндр 22, на верхней крыщке которого имеются пальцы 23, перемещающие пуансон. Шток гидроцилиндра связан с плитой 18, перемещающейся вместе с плитой 15.
Во время поворота карусели полуматрицы 20 сближаются с помощью штаяг 24, 25 и 26 (см. фиг. 3). Ролик 27, взаимодействуя с неподвижным копиром 28, перемещает щтанги 25 и 26 в одну сторону, а 24 через реечную передачу - в противололожную сторону.
Прессформа запирается лри помощи клиньев 29 (си. фиг. 4), а пружины 30 сообщают клиньям необходимое усилие для фиксирования полуматриц в олределенном положении.
Для подачи рабочей жидкости в гидроцициндры 22 установлен кран управления 31.
Устройство 32 для взъерощивания затяжной кромки имеет каретку 33, помещенную на направляющих 34. Каретке сообщается возвратно-оостулательное движение вдоль обрабатываемого следа обуви от гидроцилиндра 35.
На верхнем конце вала 36 каретки 33 неподвижно закреплен кронщтейн 37 с осью 38 и вилкой 39, в которой яа вертикальной оси 40 смонтирован барабан 41, приводимый во вращение от двигателя 42. Барабан снабжен закрепленными наклонно стержнями 43, на которые свободно, с зазором надеты пакеты из щайб 44. На заточки этих щайб ллотно посажены тонкие диски-шарошки 45.
Для определенного наклона барабана 41 по отношению к следу обуви устройство снабжено пружиной 46 и электромагнитом 47, взаимодействующими с вертикальной осью 40 барабана.
Барабан 41 прижимается к следу обуви при помощи копира 48, повторяющего контур следа обуви, по которому обкатывается ролик4Я помещенный на кронштейне 37, посредством пружины 50 и рычага 51 через вал 36.
При движении каретки 33 с барабаном 41 вдоль следа обуви ролик 49 обкатывается по копиру 48, лри этом пружина 52 через обойму 53, закрепленную на оси 38, наклоняет ось 40 и прижимает регулировочный болт 54 к упору
55. Барабан, вращаясь в сторону каретки 33, взъерошивает одну сторону затяжной кромки. Пройдя носочную част) следа, каретка автоматически начинает двигаться обратно. Одновременно срабатывает электромагнит 47 и через пружину 46 и обойму 53 наклоняет ось 40, при этом барабан прижимает колонку 56 к упору 55 в другую сторону и, двигаясь в направлении, обратном первоначальному, т. е.
к пяточной части следа, обрабатывает другую сторону затяжной кромки.
К кожуху агрегата прикреплены индуктивные электрические обогреватели 57, предназначенные для сушки заготовки до формования следа и после этой операции.
Гидро- и электрооборудование агрегата работает автоматически от гидропривода, управляемого при помощи электрической схемы. Полный цикл работы агрегата происходит
за четыре оборота карусели 1. Секции 5 с колодками периодически поворачиваются против часовой стрелки для подвода обрабатываемой полупары обуви к соответствующему рабочему органу агрегата, осуществляющему очередную технологическую операцию.
При определенном положении карусели производится съем колодки с готовой обувью, снимается и устанавливается новая колодка с затянутой заготоакой.
Секция поворачивается под электрические индуктивные обогреватели 57 для сущки заготовки, затем колодка устанавливается под прессформу 19. Давление подается в бесштоковую-полость гидроцилиндра 22, поршень которого опускается вместе с плитами 15 и 18 и прессформой 19. Последняя прижимается к следу обуви, и происходит ее формование.
По истечении установленного времени колодка приводится в положение для сушки отформованного следа, а затем подводится к устройству 32 для взъерошивания затяжной кромки заготовки. После этого на обработанный след наносится клей, и при следующем повороте колодки клеевая пленка подсушивается.
Затем колодка подводится к преесформе для прикрепления резинового низа. При этом поднимается цилиндр 22 с плитой 17 п через
тарельчатые пружины 5S поднимается плита 16 с полуматрицами 20 и пуансоном 21. Колодка с обувью поЦещается в прессформу, и подъем плиты /5 прекращается. При дальнейшем подъеме гидроцилиндра 22 с плитой пальцы 23 дополнительно поджимают пуансон 21, в котором уложен слой сырой резиновой смеси 59 для изготовления подошвы. Одновременно с подъемом гидроцилиндра 22 поднимаются и клинья 29, запирающие прессформу,-происходит вулканизация и прикрепление низа к обуви.
Предмет изобретения
1. Многооперационный агрегат для обработки обуви, состоящий из смонтированных на станине секционной карусели, каждая секция которой снабжена несколькими колодками для заготовок обуви, периодически взаимодействующими с прессформами для формования следа заготовки и прикрепления низа обуви устройства для взъерощивания затяжной кромки; гидропривода и электрической схемы для управления работой агрегата, отличающийся тем, что, с целью производства обуви методом горячей вулканизации, каждая секция снабжена четырьмя сменными металлическими колодками, а для вулканизации низа обувп как по следу, так и но контуру применены прессформы, состоящие из раздвижных полуматриц и подвижного пуансона.
2.Агрегат по п. 1, отличающийся тем, что устройство для взъерошивания затяжной кромки снабжено барабаном с наклонно закрепленными стержнями, на которые свободно, € зазором надеты пакеты, набранные из шайб, на заточки которых плотно надеты тон-кие диски-шарошки.
3.Агрегат по тап. 1, 2, отличающийся тем, что устройство для взъерощиваНия затяжной
Кромки снабжено пружиной и электромагнитом, -взаимодействующими с вертикальной осью взъерощивающего барабана для придания ему 01пределенного угла наклона по отнощению к следу обуви.
4.Агрегат по и. 1, отличающийся тем, что для сушки заготовки до и после формования следа применены электрические индуктивные
обогреватели,
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для формования на колодке заготовки гусариковой обуви, формования следа обуви, взъерошивания затяжной кромки, центрирования и приклейки подошв | 1960 |
|
SU132971A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| УСТРОЙСТВО для ВУЛКАНИЗАЦИИ РЕЗИНОВОГО НИЗАНА ОБУВИ | 1965 |
|
SU170333A1 |
| Автомат для обработки обуви | 1975 |
|
SU741850A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| УСТРОЙСТВО ДЛЯ ВЗЪЕРОШИВАНИЯ ЗАТЯЖНОЙ КРОМКИ ВЕРХА ОБУВИ | 1992 |
|
RU2069957C1 |
| УСТРОЙСТВО ДЛЯ ВЗЪЕРОШИВАНИЯ ЗАТЯЖНОЙ КРОМКИ ВЕРХА ОБУВИ | 1968 |
|
SU209236A1 |
| Машина для взъерошивания заготовок обуви затянутой на колодке | 1970 |
|
SU511933A1 |
0-0 13
Фиг.2 «; ч 38
