1
Изобретеьше относится к оборудованию для обувной промьпиленности, а более конкретно - к автоматическим прессам, применяемым для операций при изготовлении обуви, следующих за операцией затяжки.
Автомат может быть использован для изготовлешш низа обуви методом лнтья под давлением сырой резиновой массы или других видов полимеров с последующей вулканизацией или полимеризацией монолитных или микропористых подошв. Автомат может быть также использ ован для привулканизагции или приклейки заготовок подошв с о&жимом по следу или с боковым обжимом, а также для формования следа затянутой обуви (перед изготовлешш низа тем или иным способом) и для формования отдельных деталей обуви. Такое широкое испол зованйе автомата не потребует сколько шбудь существенных изменений в его ковст у рукции.
Автомат может использоваться как самостоятельно, так и в составе автоматической линии для изготовления обуви типа
ПЛК1-0, широко известной в СССР и за рубежом по прсж4ышленным данным.
Известны автоматические установк лля изготовления низ а на обуви фирмы Desvnb ФРГ l Ferrari Италия а, , Австрия З, BUSNA,S - Англия ряд других, обеспечивающие хорошее -качество операции. Все эти установки являются многб позиционными, содержащими 6, 12 и более аресо-секций,размещенных, как правило, на круглом столе.
Степень автоматизации процесса обрабо-р- кн обуви на этих установках вс&-Гаки является ниже, чем у предлагаемого автомата: для помещения в пресс -фс му колодки с заготовкой, закрепленной на сшоре, one-. paTqp каждый раз должен вручную повернуть специальную рукоятку.
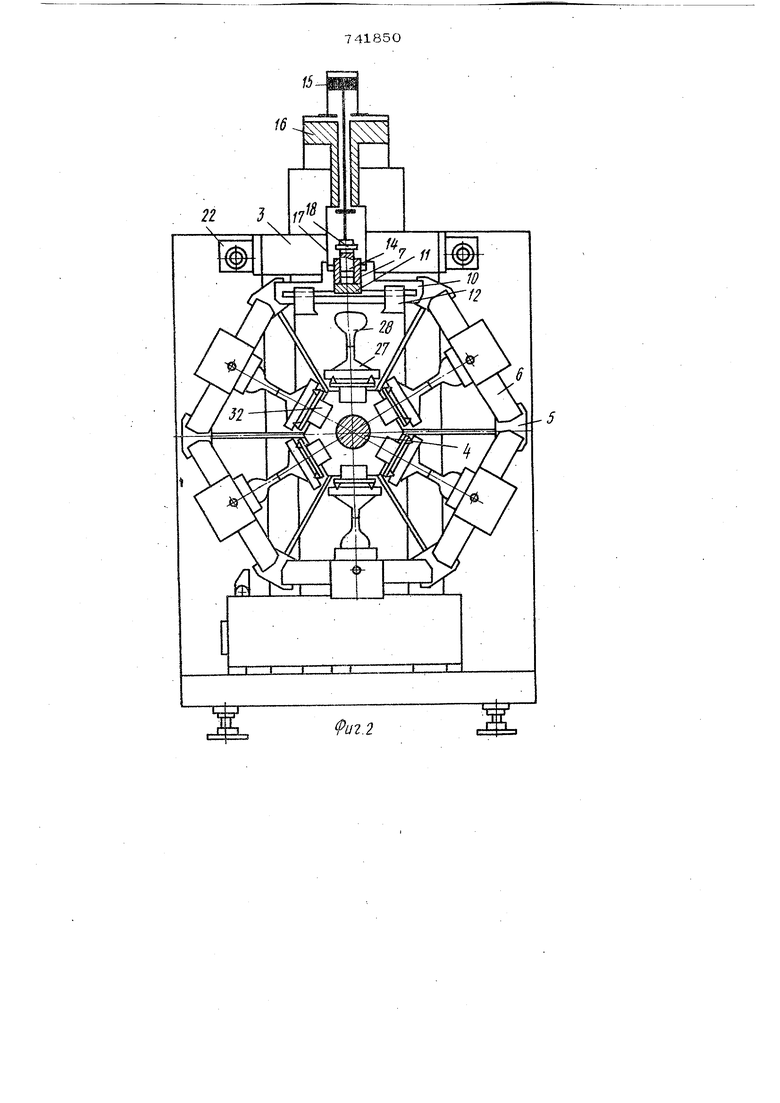
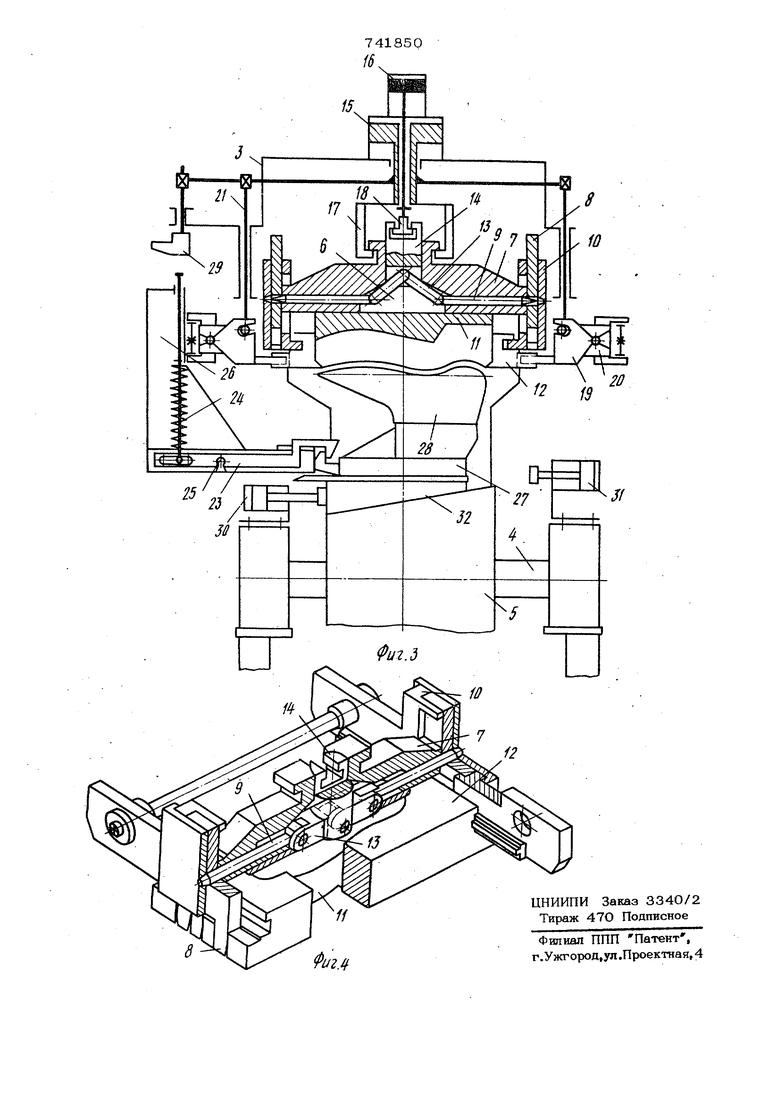
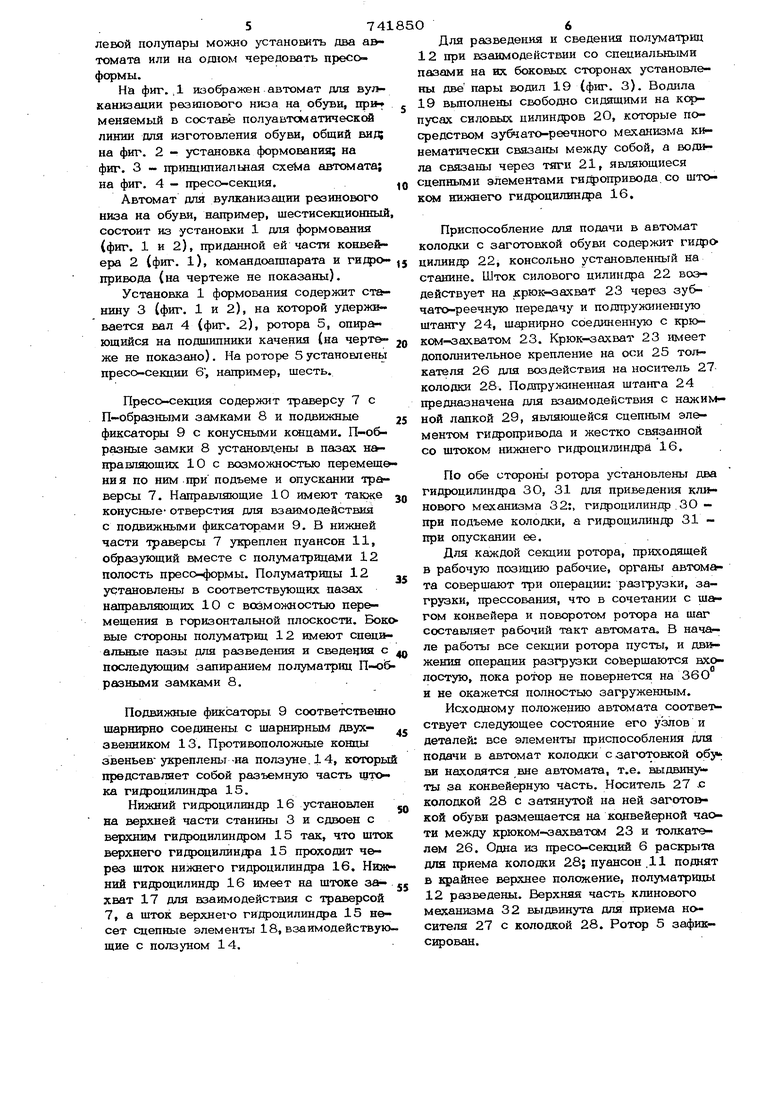
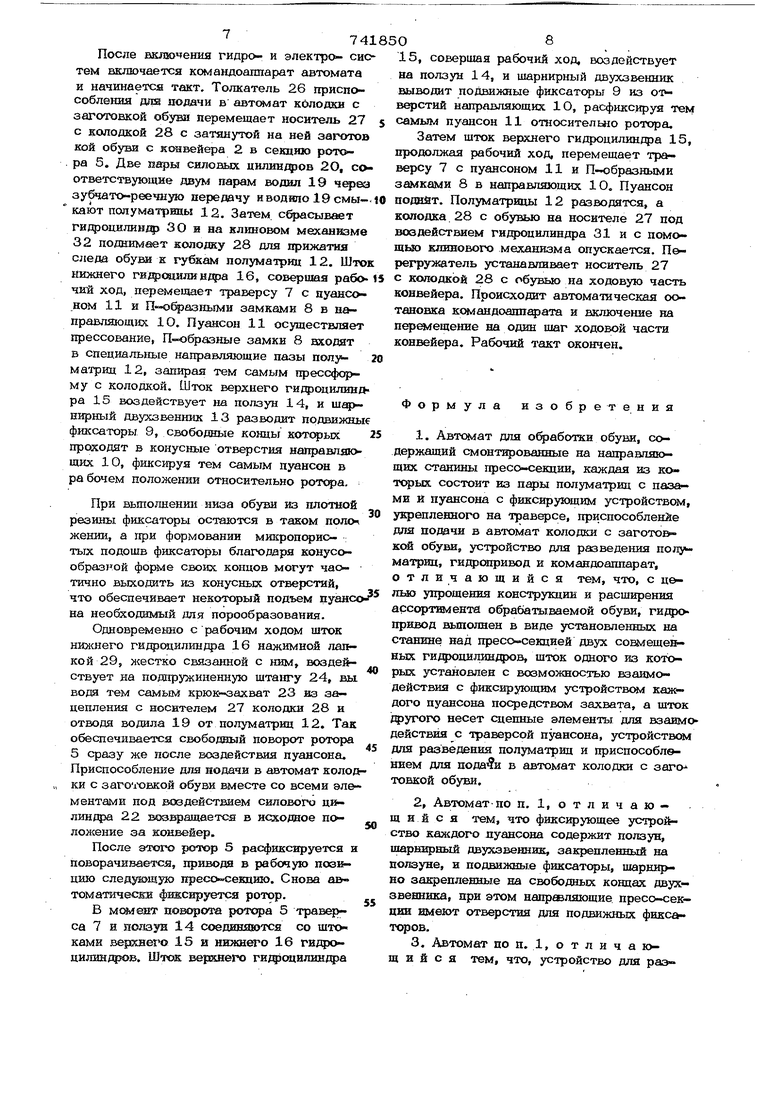
Известная установка представляет собой весьма сложное, громоздкое сооружение: каждая секция с пресо-формей представляет собой как бы отдельный автомат, а все вместе, размещенные на круглом поворот нам столе, они объединены только гидравлической станцией и пультом управления. Главным недостатком всех известньрс авто матов этого Tima является конструктивное решение приводаых средств пресо-секций, при котором каждая пресо-секция имеет комплект собственных, приданных ей ги{ роцшшндров, обеспечивающих смыканиеразмыкание полуматриц ггресо-формы и перемещение пуансона. Установка фирмы Desmc моделей известна по проспекту , а также по промышле1шым данным 5 , Установка предназначена для изготовления подошв обуви методом литья впрыском полиаинилхлорида (ПВХ), полиуретана, смеси этих двух компонентов, термопластической резины и других материалов. Макси мальное число пресо-секций - 12, Каждая пресс-секция обслула1вается собственным комплектом гидроцилиндров и смонтирована вместе с ними на круглсм поворотном с.толе и основании. Колодки на опорах съемно закреплены на носителях и подаются в рабочее положение, т.е. в пресс-форму, с помсидыо рукоятки оператором. После впрыска материа/Еа изделие с колодкой остается под воздействием гидроцилиндров, сжавших все элементы пресс-секций на время, соответствующее полнсаду обороту средств перемещения пресо-секдий, т.е. круглого стола. (Операция производится при положении колодки следом вниз при воз- .з действии пуансона снизу вверх). Отдельно от пресса установлен один (или два - для двухслойных подошв) экструдер для впрыока материала. Предлагаемый автомат для обработки обуви осуществляет весь цикл без вмешательства оператора. Все пресс-секции о&служивакзтся в одной рабочей позиции, которую они поочередно занимают, и все они вьшолнель свободными от приводных средств, 4, 6, 8, 12 и т.д. пресо-секций автомата могут обслуживаться одним комплекто л гидроцилиндров. Особая система запирания пресса-секций позволяет, в от личие от протойша, фиксировать приложенное усилие уже без помощи гифоцилиндро выдерживая изделие под давлением на протяжении времени полного оборота пресс секций Б автомате - от загрузки до разгрузки. Для полной автсалатизадии и рациональ ного утфощения конструкции с обеспечен ем одной рабочей позиции и расшгфения ао сортимента обрабатываемой обуви в предлагаемом автомате гидропривод выполнен в виде установленных на станине над прес секцией двух сои ещенных гидроцилиндров шток одного из которых установлен с возможностью взаимодействия с фикс фующим устройством каждого пуансона посредс-пвом захвата, а шток другого несет сцепные элементы для взаимодайствия с трэверсой пуансона, устройством для разведения полуматриц и приспособлением для подачи в автомат колодки с заготчэвкой обуви. Фиксирующее устройство каждого пуансона содержит ползун, шарнирный двух- звенник, закрепленный на ползуне, и по вижные фиксаторы, шарнир но закрепленные на свободных концах двухзвенника, при этом направляющие пресо-секций имеют от верстия для подвижных фиксаторов. Устройство для разведения полуматриц состоит из силовых цилиндров и водил, CBSIзанных со сцепными элементами гидропр вода и входящих в пазы полуматриц. Приспособление для подачи в автомат колодки с заготовкой обуви имеет подпружиненную штангу, силовой цилиндр, кинематически связанный с подпружиненной штангой, и крюк-оахват, шарнирно закрепленный на подпружиненной штанге, устанонленной с возможностью взаимодействия со сцепным элементом гидропривода. Свободные концы подвижных фиксаторов и соответствующие им отверстия в направляющих пресо-секций вьшолнены конусообразными. Литниковое устройство может быть уотановлено рядом для взаимодействия с автоматом при изготовлении подошв литьевым методом. При формовании следа автомат используется без пресо формы (след затянутой обуви задавливается пуансоном), при формовании деталей обуви - пресоформы могут быть заменены. Автомат для обработки обуви представляет собой установку для формования с приспособлением для подачи в автомат коло№ки с заготовок обуви, при этом колодки на носителе установлены следом вверх. Используемый как технологическая машина в потоке изготовления обуви автомат может снимать с помощью своего приспособления колощш на носителях с общего конвейера, обслуживающего поток. Нормально автомат используется с частью конвейера, на которую можно подавать известными средствами колодки после операции затяжгки. В таком виде (с приданной частью конвейера) автсадат может использоваться как самостоятельно в потоке, так и включаться в состав полуавтоматической линии как готовая секция. Для обработки правой и левой полупары можно установить два автомата или на одном чередовать пресоформы. На фиг. Д изображен автомат для вулканизации резинового низа на обуви, пр меняемый в составе полуавтоматической линии для изготовления обуви, общий вид; на фиг. 2 - установка формования; на фиг. 3 - принципиальная схеЫа автомата; на фиг. 4 - пресо-секция. Автомат для вулканизации резинового низа на обуви, например, шестисекционный состоит из установки 1 для формования (фиг. 1 и 2), приданной ей части конвебера 2 (фиг. 1), командоаппарата и ги ропривода (на чертеже не показаны). Установка 1 формования содержит ст&нину 3 (фиг. 1 и 2), на которой удержв вается вал 4 (фиг. 2), ротора 5, опирающийся на подшипники качения (на чертеже не показано). На роторе 5 установленьт пресо-секции 6, например, шесть. Пресо-секция содержит траверсу 7 с П-образными замками 8 и подвижные фиксаторы 9 с конусными ксжцами. П-образные замки 8 установл.ены в пазах направляющих 10 с возможностью перемеще ния по ним при подъеме и опускании траверсы 7. Направляющие 10 имеют также конусные- отверстия для взаимодействия с подвижными фиксаторами 9. В нижней части траверсы 7 укреплен пуансон 11, образующий вместе с полуматрицами 12 полость прессм}юрмы. Полуматрицы 12 установлены в соответствующих пазах направляющих 10 с возможностью перемещения в горизонтальной плоскости. Боко вые стороны полуматриц 12 имеют спец альны.е пазы для разведения и сведения с послэдующим запиранием полуматриц n-oi& разными замками 8. Подвижные фиксаторы. 9 соответственно шарнирно соединены с шарнирным двухзвенником 13. Противоположные концы звеньев укреплены-на ползуне. 14, который представляет собой разъемную часть щтока гидроцилиндра 15. Нижний гидроцилиндр 16 установлен на верхней части станины 3 и сдвоен с верхним гидроцилинщзом 15 так, что шток верхнего гидроцилиндра 15 проходит через шток нижнего гидроцилиндра 16. НидаНИИ гидроцилиндр 16 имеет на штоке за- ,, хват 17 для взаимодействия с трешерсой 7, а шток верхнего гидроцилиндра 15 несет сцепные элементы 18, взаимодействующие с ползуном 14. Для разведения и сведения полуматриц 12 при взаимодействии со специальными пазами на их боковых сторонах установлены две пары водил 19 (фиг. З). Водила 19 выполнены свободно сидящими на кс пусах силовых цилиндров 2О, которые посредством зубчато-реечного механизма кинематически связаны между собой, а водила связаны через тяги 21, являющиеся сцепными элементами гифопривода, со штокс«м нижнего гищюцилиндра 16. Приспособление для подачи в автомат колодки с заготовкой обуви содержит гидро цилинщ) 22, консольно установленный на станине. Шток силового цилиндра 22 воздействует на крюк-захват 23 через зубчато-реечную передачу и подпружиненную штангу 24, шарнирно соединенную с крюком-захватом 23. Крюк-захват 23 имеет дополнительное крепление на оси 25 топкателя 26 для воздействия на носитель 27колодки 28. Подпружиненная штанга 24 предназначена для взаимодействия с нажим- ной лапкой 29, являющейся сцепным эл&ментом гидропривода и жестко связа1шой со штоком нижнего гидроцилиндра 16, По обе сторонь ротора установлены два г-идроцилиндра ЗО, 31 для приведения кл НОВОГО механизма 32:, гидроцилиндр 3О - при подъеме колодки, а гидроцилиндр 31 при опускании ее. Для каждой секции ротора, приходящей в рабочую позицию рабочие, органы автомата совершают три операции: разгрузки, загрузки, прессования, что в сочетании с шагом конвейера и поворотом ротора на шаг составляет рабочий такт автомата, В нача в работы все секции ротсфа пусты, и дв жешш операции разгрузки совершаются вхолостую, пока ротор не повернется на 36 О н не окажется полностью загруженным. Исходному положению автсмата соотве-рствует следующее состояние его узлов и деталей: все элементы приспособления для подачи в автомат колодки с заготовкой обу ви находятся вне автомата, т.е. выдвинуты за конвейерную часть. Носитель 27 -с колодкой 28 с затянутой на ней заготовкой обуви размещается на конвейерной чаоти между крюком-оахватсм 23 и толкателем 26. Одна из пресс-секций 6 раскрыта для приема колодки 28; пуансон,11 поднят крайнее верхнее положение, полуматршвы 12 разведены. Верхняя часть клинового механизма 32 выдвинута для приема носителя 27 с колодкой 28. Ротор 5 зафиксирован. После включения гидро- и электро- систем включатся командоаппарат автомата и начинается такт. Толкатель 26 приспособления длзз подачи в автсчиат колошш с заготовкой обуви перемещает носитель 27 с яояодкой 28 с затянутой на ней заготов кой обуви с конвейера 2 в се1шию ротора 5. Две нары силовых цилиндров 2О, соответствующне двум парам водил 19 через зубчато-реечную нередачу нводнло19смы-. кают полуматршь 12. Затем сбрасывает гидpoцилин g) 3 О и на кл1шовом механизме 32 поднимает колодку 28 для прижатия следа обуви к губкам полуматриц 12. Шток нижнего ги фoцилин 16, совершая рабо 15 с чий ход, перемещает траверсу 7 с пуансо ном 11 и П-эдофазными замками 8 в направляющих 1О. Пуансон 11 осуществляет прессование, П-образные замки 8 входят в специальные направляющие пазы попуматриц 12, запирая тем самым прессформу с колодкой. Шток верхнего гидроцилинд ра 15 воздействует на ползун 14, и шарнирный двухзвенник 13 разводит подвижны фиксаторы 9, свободные концы котсфых проходят в конусные отверстия направлякь щих 10, фиксируя тем самым пуансон в ра бочем положении относительно ротора. При вьшо шении низа обуви из плотной резины фиксаторы остаются в таком поло женин, а гфи формования микроп рис- : тых подошв фиксаторы благодаря конусообразной форме своих концов могут чаотично выходить из конусных отверстий, что обеспечивает некоторый подъем пуансо на необходимый для порообразования. Одновременно с рабочим ходом шток нижнего гидроцилинфа 16 нажимной лапкой 29, жестко С14язанной с ним, воздействует на подгфужиненную штангу 24, вы водя тем самым крюк-захват 23 из зацепления с носителем 27 колодки 28 к отводя водила 19 от полуматриц 12. Так обеспечивается свободный поворот ротора 5 сразу же после воздействия пуансона. Приспособлешш для нодачи в автомат колод ки с заго1Ч)вкой обуви вместе со всеми элементами под воздействием силового цилиндра 22 возвращается в нсжодаое положение за конвейер. После этого ротор 5 расфиксяруется и поворачивается, привода в рабочую позюцию след дащую пресс-секцию. Снова ав томатичесжЕ фиЕСируется ротор. В MosvjeiPr noBOpcw« ротора 5 траверса 7 и ползун 14 соединяются со штоками верхнетч 15 и нижнего 16 гидроцилиндров. Шток верхнего ги/фоцилин/qja 15, совершая рабочий ход, воздействует на ползун 14, и шарнирный двухзвенник выводит подвижные фиксаторы 9 из о-рв стий направляющих 10, расфиксируя тем самым пуансон 11 относительно ротора. Затем шток верхнего гидродилиндра 15, продолжая рабочий ход, перемещает траверсу 7 с пуансоном 11 и П-образными золками 8 в направляющих 10. Пуансон иоднйт. Полуматрнцы 12 разводятся, а колодка 28 с обувью на носителе 27 под воздействием ги/фоцилиндра 31 и с помощью клинового механизма опускается. Перегружатель устанавливает носитель 27 колодкой 28 с обувью на ходовую часть конвейера. Происходит автоматическая оотавовка ксл андоалпарата и включение на перемещение на один шаг ходовой части конвейера. Рабочий такт окончен. Формула изобретения 1.Автомат для обработки обуви, содержащий смонтированные на направпя1ощнх станины пресс-секции, каждая из котс ых состоит из полуматриц с пазами И пуансона с фиксирующим устройством, укрепленного на траверсе, приспособление для подачи в автомат колодки с заготоврксй обуви, устройство для разведения полу матриц, гидрсшривод и командоаппарат, отличающийся тем, что, с целью упрощения конструкции и расширения ассортш лента обрабатываемой обуви, гкрро привод ньшолнен в виде установленных на станине над пресо-секцией двух сошлеще ных ги/цюцилиндров, шток одного из которых установлен с возможностью взаимодействия с фиксирующим устройством кан дого пуансона посредством захвата, а шток фугого несет сцепные элементы для взаимО действия с траверсой пуансона, устройстве для разведения полуматриц и приспособлением для подали в автомат колодки с заго товкой обуви. 2.Автомат по п. 1, о т л и ч а ю - щ и и с я аем, что фиксирующее устройство каждого пуансона содержит ползун, шарнирный двухзвенник, закрепленный на ползуне, и ПОДВИЖНЫЙ фиксаторы, шарнкрно закрепленные на свободных концах двухзвенника, при этом напршляющие пресо-секции имеют отверстия для подвижных фиксаторов. 3.Автомат по п. 1, о т л и ч а и и с я тем, что, устройство для раз- ведения полуматриц состоит вкз снлоЕОзО. цилиндров и воднл, Связанных со сцехшымн элементами гидропривода н вкодшцюс в пазы полуматрво. 4.Автомат по ц. 1, отличающийся тем, что приспособление для подачи в автомат колодки с заготовкой обуви имеет подпружиненную штангу, свн ловой цилиндр, кинематически связанный с подпружиненной штангой, и крюк- аахват шарнирно закрепленный на подпружиненной штанге, установленной с возможностью взаимодействия со сцепным элементил гидропривода. 5.Автомат по пп. 1 и 2, о т л и ч а ю щ и и с я тем, что свободные концы подвижных фиксаторов и соответствующие вм отверстия в направл5ак щих пресс- :е& ций выполнены конусообразными. Источники информации, арякятые во внимание при 1.Патент ФРГ Мэ 1554953, кл. 71 с 65/02, 1972. 2.Патент Италии Ng 775351, кл. А 43 D , 1967. 3.Патент Австрии № 304309, кл. 71 с 22/06, 1972. 4.Патент Англзш № 1398134, кл. А 3 В, 18.06.75. 5.Автомат фщэмы TDesirna ФРГ моделей 7О1-702-7ОЗ, эксплуатируемыйфабрикой Скороход , г. Ленинград (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вулканизации резинового низа обуви | 1981 |
|
SU1028524A1 |
| Пресс для закрепления влагозащитного бортика на валяной обуви | 1985 |
|
SU1306564A2 |
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |
| Устройство для приклеивания подошв или формования следа обуви | 1988 |
|
SU1639605A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| МНОГООПЕРАЦИОННЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ОБУВИ | 1965 |
|
SU169018A1 |
| УСТРОЙСТВО для ВУЛКАНИЗАЦИИ РЕЗИНОВОГО НИЗАНА ОБУВИ | 1965 |
|
SU170333A1 |
| ПРЕСС ДЛЯ ГОРЯЧЕЙ ВУЛКАНИЗАЦИИ НИЗА ОБУВИ | 1973 |
|
SU373164A1 |
| Устройство для опоры колодочного гребня при приклеивании подошвы или формовании следа обуви | 1989 |
|
SU1708273A1 |