СП
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смещения полос при горячей прокатке | 1988 |
|
SU1547903A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| Валковый комплект | 1987 |
|
SU1496851A1 |
| Валковый комплект | 1990 |
|
SU1750761A1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Способ продольной прокатки | 1989 |
|
SU1667955A1 |
| Комплект рабочих валков | 1987 |
|
SU1503912A1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| Способ профилирования валков прокатного стана | 1978 |
|
SU910244A1 |
Изобретение относится к металлургии, а именно к прокатному производству, и может быть использовано как устройство для смещения полос в направлении, перпендикулярном оси прокатки на действующих станах горячей и холодной прокатки. Цель изобретения - упрощение устройства при повышении качества проката и стабилизации процесса прокатки путем уменьшения неравномерности износа рабочих валков по длине их бочки. Кулачки при своем повороте смещают полосу по поверхности бочки валка. Смещение полосы может производиться в любую сторону. Это позволяет исключить образование местных утолщений на полосе, увеличить длительность кампании прокатных валков и, следовательно, уменьшить количество их перевалок. 8 ил.
Изобретение относится к металлургии, а именно к прокатному производству, и может быть использовано как устройство для смещения полос в направлении, перпендикулярном оси прокатки на действующих станах горячей и холодной прокатки.
Цель изобретения - упрощение устройства при повышении качества проката и стабилизации процесса прокатки путем уменьшения неравномерности износа рабочих валков по длине их бочки.
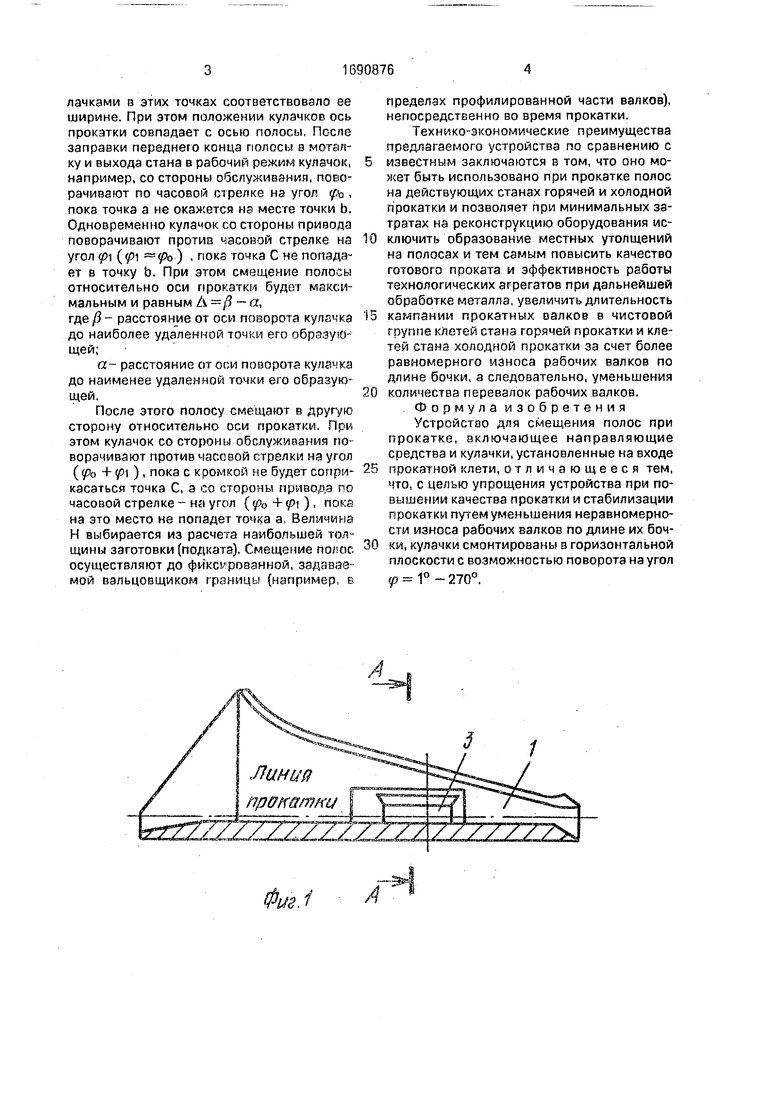
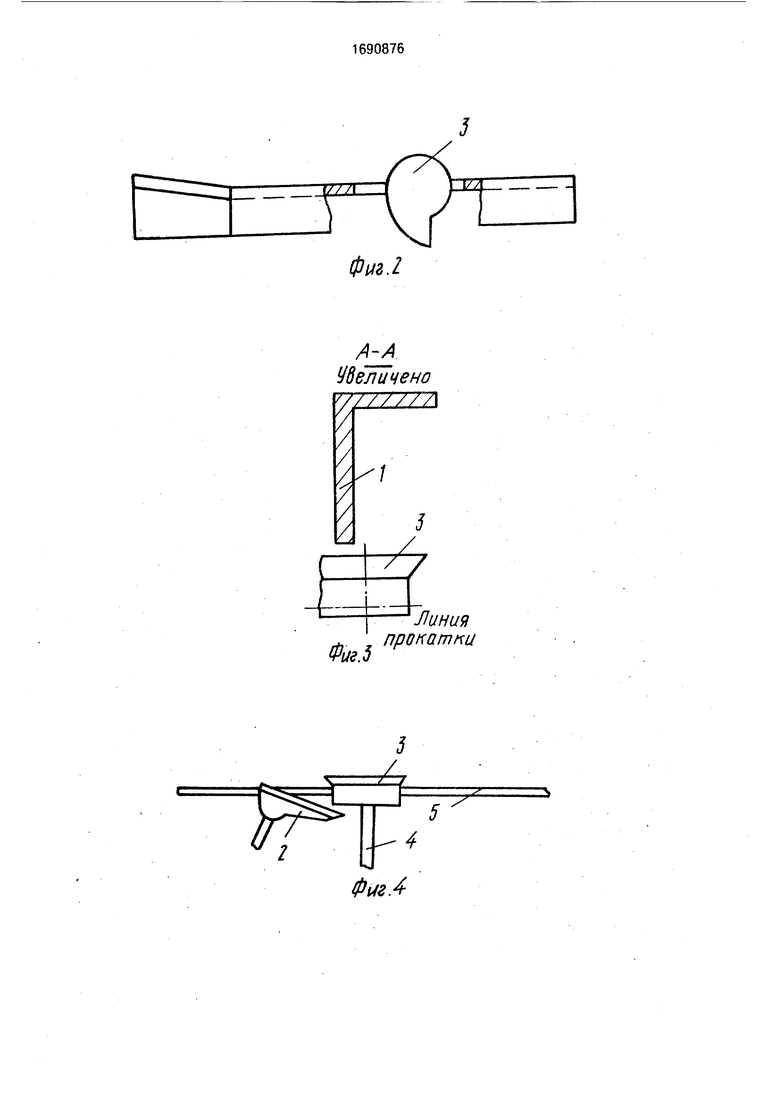
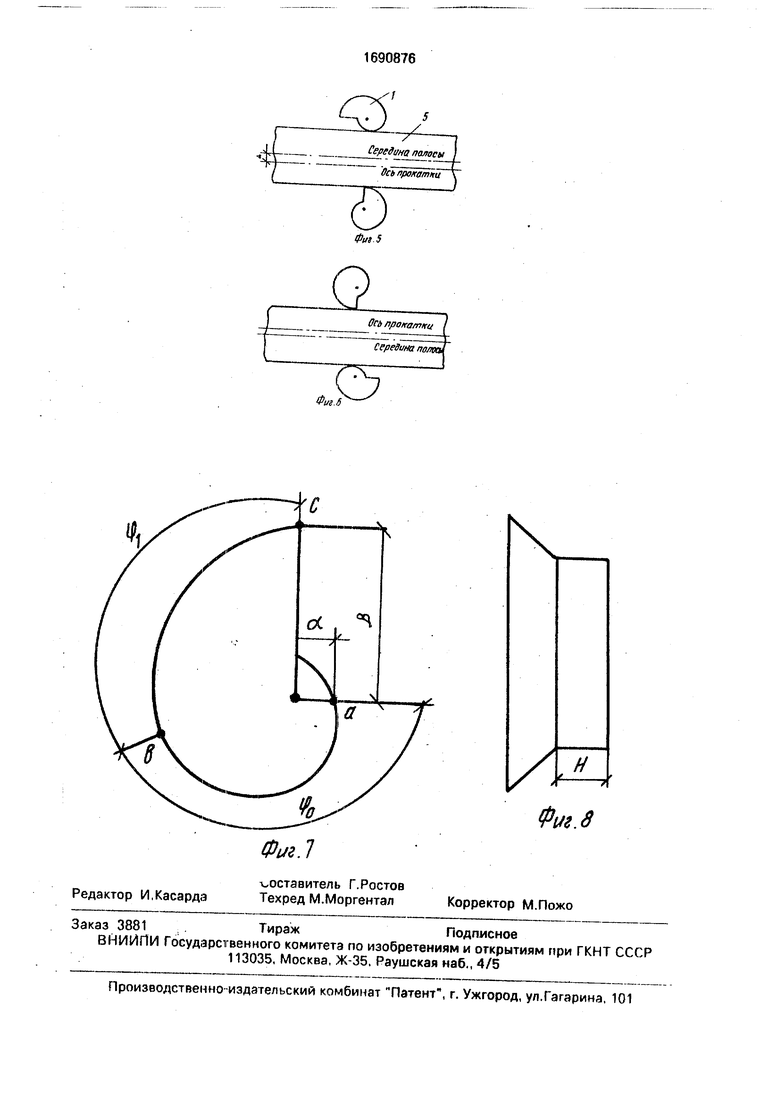
На фиг. 1 показано устройство для стана горячей прокатки, вид спереди; на фиг.2 -то же, план расположения; на фиг.З - разрез А-А на фиг.1; на фиг.4 - устройство для стана холодной прокатки, вид спереди;-на фиг.5 - схема смещения полосы относительно оси прокатки; на фиг.6 - то же, при другом положении кулачков; на фиг.7 - кулачок; на фиг.8 - кулачок, вид в плане.
Устройство включает направляющие средства, например линейки 1 (для станов горячей прокатки) или проводковую арматуру 2 (для станов холодной прокатки), расположенные на входе в рабочую клеть, кулачки 3, устанавливаемые с обеих сторон клети с возможностью поворота их относительно вала 4.
Устройство работает следующим образом.
Перед прокаткой кулачки 3 с обеих сторон повернуты таким образом, что соприкосновение их образующей с кромкой полосы 5 происходит в точках Ь, а направляющие линейки (для стана горячей прокатки) разводят так, чтобы расстояние между куОч
ю о
00
XI о
лачками в этих точках соответствовало ее ширине. При этом положении кулачков ось прокатки совпадает с осью полосы. После заправки переднего конца полосы в моталку и выхода стана в рабочий режим кулачок, например, со стороны обслуживания, поворачивают по часовой стрелке на угол ро , пока точка а не окажется на месте точки о. Одновременно кулачок со стороны привода поворачивают против часовой стрелке на угол р ( ро) , пока точка С не попадает в точку Ь. При этом смещение полосы относительно оси прокатки будет максимальным и равным Д / -а, где р - расстояние от оси поворота кулачка до наиболее удаленной точки его образую-1 щей;
а- расстояние от оси поворота кулачка до наименее удаленной точки его образующей.
После этого полосу смещают в другую сторону относительно оси прокатки. При этом кулачок со стороны обслуживания поворачивают против часовой стрелки на угол ( + р ) 1 пока с кромкой не будет соприкасаться точка С, а со стороны привода по часовой стрелке - на угол (). пока на это место не попадет точка а. Величина Н выбирается из расчета наибольшей толщины заготовки (подката). Смещение полос осуществляют до фиксированной, задаваемой вальцовщиком границы (например, в
пределах профилированной части валков), непосредственно во время прокатки.
Технико-экономические преимущества предлагаемого устройства по сравнению с
известным заключаются в том, что оно может быть использовано при прокатке полос на действующих станах горячей и холодной прокатки и позволяет при минимальных затратах на реконструкцию оборудования исключить образование местных утолщений на полосах и тем самым повысить качество готового проката и эффективность работы технологических агрегатов при дальнейшей обработке металла, увеличить длительность
кампании прокатных валков в чистовой группе клетей стана горячей прокатки и клетей стана холодной прокатки за счет более равномерного износа рабочих валков по длине бочки, а следовательно, уменьшения
количества перевалок рабочих валков. Формула изобретения Устройство для смещения полос при прокатке, включающее направляющие средства и кулачки, установленные на входе
прокатной клети, отличающееся тем, что, с целью упрощения устройства при повышении качества прокатки и стабилизации прокатки путем уменьшения неравномерности износа рабочих валков по длине их бочки, кулачки смонтированы в горизонтальной плоскости с возможностью поворота на угол
.
/
Фм.2
/4-Л Увеличено
Фиг.5
Фм.4
VZ/V/I
Линия прокатки
О)
о
Т
Середина полосы Ось прокатки
ъ
Фт 5
Ось прогга/тги
СереЗит пола
н
Фиг.8
| Целиков А.И | |||
| и др | |||
| Машины и агрегаты для производства и отделки проката, М.: Металлургия, 1981, с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Устройство для смещения полос при горячей прокатке | 1988 |
|
SU1547903A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
