Изобретение относится к прокатному производству и может быть применено на широкополосных станах горячей и холодной прокатки с осевым перемещением рабочих валков.
Цель изобретения - получение проката различной ширины, симметричной и чечевицеобразной формы, без мест- ных утолщений по кромкам полосы в валках с одной профилировкой.
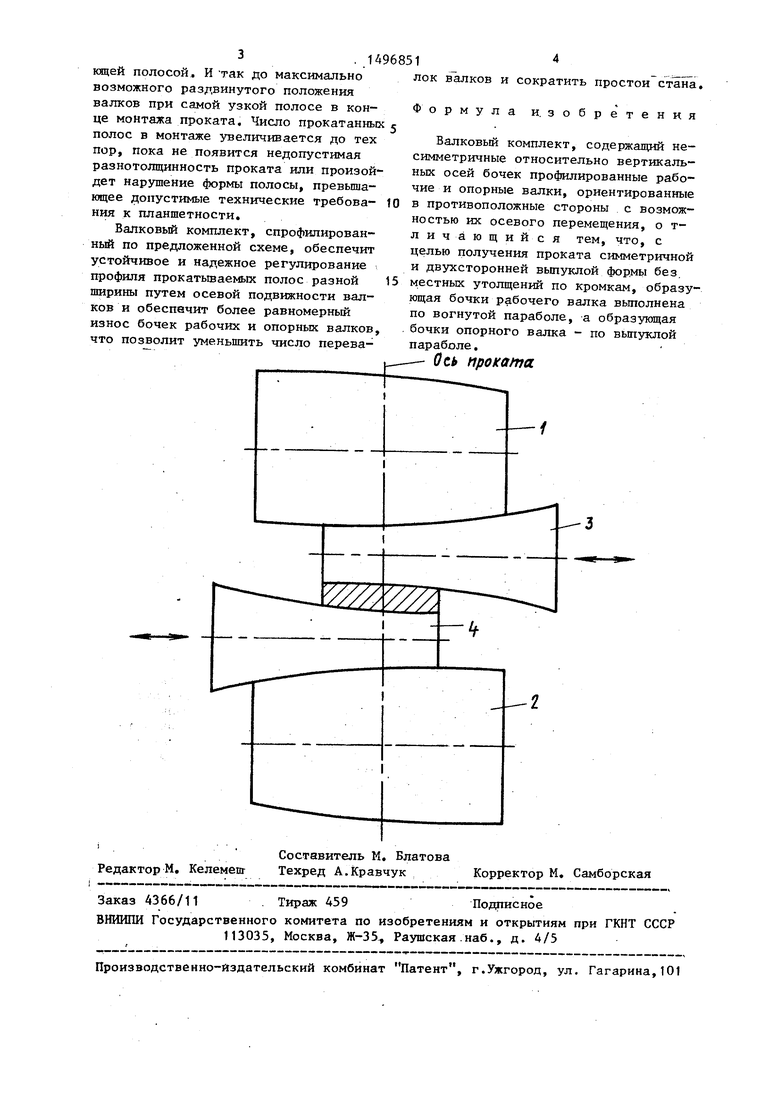
На чертеже показан валковый комплект.
Комплект состоит из двух опорных и двух рабочих валков. Исходная профилировка - верхнего 1 и нижнего 2 опорных валков выполнена по вьтуклой параболе, несимметричной относительно вертикальной оси, а исходная профилировка верхнего 3 и нижнего 4 ра-.
бочих валков выполнена по вогнутой параболе, несимметричной относительно вертикальной оси бочки валка.
Несимметричность образующих бочек опорных и рабочих валков ориентирована в противоположные стороны.
Валковьй комплект работает следу- кщим образом.
При завалке рабочих валков, при онтаже проката (партия металла, прокатанная между перевалками рабочих валков чистовой группы), который ком- пануют,начиная с широкой полосы с переходом на более узкую, рабочие валки находятся в максимально сдвинутом положении. По мере прохождения полос рабочие валки раздвигают в стороны для увода зоны валка, изношенного краями полос, из контакта с последу
СО Од 00
сд
клдей полосой. И так до максимально возможного раздвинутого положения валков при самой узкой полосе в конце монтажа проката. Число прокатанных полос в монтаже увеличивается до тех пор, пока не появится недопустимая разнотолщинность проката или произойдет нарушение формы полосы, превыша- клцее допустимые технические требова- нкя к планшетности.
Валковый комплект, спрофилированный по предложенной схеме, обеспечит устойчивое и надежное регулирование профиля прокатьшаемых полос разной ширины путем осевой подвижности валков и обеспечит более равномерный износ бочек рабочих и опорных валков, что позволит уменьшить число перевалок валков и сократить простои стана Формула и. зобре тения
Валковый комплект, содержащий несимметричные относительно вертикальных осей бочек профилированные рабочие и опорные валки, ориентированные в противоположные стороны с возможностью их осевого перемещения, о т- личающийся тем, что, с целью получения проката симметричной и двухсторонней вьтуклой формы без. местных утолщений по кромкам, образующая бочки рабочего валка вьшолнена по вогнутой параболе, а образующая бочки опорного валка - по выпуклой параболе.
Ось проката
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Рабочий валок клети кварто широкополосного стана горячей прокатки,комплект рабочих валков клети кварто широкополосного стана горячей прокатки и способ калибровки комплектов рабочих валков клетей кварто чистовой группы широкополосных станов горячей прокатки | 1985 |
|
SU1424889A1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ С ОСЕВОЙ СДВИЖКОЙ | 2008 |
|
RU2370330C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2013 |
|
RU2534693C1 |
| Валковый комплект листопрокатного стана | 1990 |
|
SU1761321A1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| ИНСТРУМЕНТ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2009 |
|
RU2397034C1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| Комплект рабочих валков | 1987 |
|
SU1503912A1 |
Изобретение относится к прокатному производству и может быть применено на широкополосных станах горячей и холодной прокатки с осевой подвижкой валков. С целью получения проката симметричной и чечевицеобразной формы, а также устранения местных утолщений проката в зонах повышенного износа рабочих валков, образующая бочки рабочего валка выполнена по вогнутой параболе, несимметричной относительно вертикальной оси бочки валка, а образующая бочки опорного валка выполнена по выпуклой параболе, несимметричной относительно вертикальной оси бочки валка. При этом несимметричные участки бочек опорных, а также рабочих валков ориентированы в противоположные стороны. 1 ил.
| Мазур ВоЛ | |||
| и др | |||
| Профилирование валков широкополосных станов горячей прокатки | |||
| М.: Ин-т Черметинфор- мация, Обзоро информ | |||
| Сер.: Прокатное производство, вып | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
