3150
Изобретение относится к прокатному производству,.а конкретно к получению гор 1чекатанного подката двойной ширины посредством профилирова- ния бочек рабочих валков для широкополосных станов горячей прокатки (ШСГП).
Цель изобретения - повьшение производительности стана и получение качественного подката для холодного передела из горячекатанных полос двойной ширины путем формирования в их поперечном 4;ечении пооЛиля двойной симметричной выпуклости. .
На чертеже изображен комплект рабочих валков для широкополосного стана горячей прокатки, общий вид,
Предлагаемый комплект валков состоит из верхнего 1 и нижнего 2 рабо- чих валков. Выпуклые участки be и fg валков 1 и 2 имеют длину 1, , Цилиндрические участки-аЬ5 cd, ef и gh бочек валков 1 и 2 имеют длину 0,0 , и - оси вращения соответственно верхнего 1 и нижнего 2 рабочих валков; L длина бочки валков Выпуклые образующие выполнены в виде гиперболических кривых на участке | 1(0,2-0,6)L, где L - длина бочки валка, мм. Выпуклости гиперболических участков высотой Н на верхнем валке и Н - нижнем соотносятся между собой как Н г Н(0,2:0,8) , а конкретные их величины зависят от положения прокатного валка в чистовой группе ШСГП.
Комплект валков работает следующим образом.
Валки 1 и 2, вращающиеся с одина ковой угловой скоростью, захватывают подаваемый в них металл полосы 3 и деформируют его в межвалковом зазоре образованном профилями бочек валков, соответственно abed и efgh, Гипер- болические вьшуклости be и fg создают в средней части полосы пережим, одновременно под действием усилий проката валки изгибаются, формируя в поперечном сечении полосы профиль двойной симметричной выпуклости (двоной чечевицеобразньш профиль), Оптимальным профилем горячекатанного подката для станов холодной прокатки полос и жести является чечевицеобраз ный профиль с выпуклостью 0,03- 0,07 мм,
При производстве подката двойной ширины необходимо получить в профиле
2
поперечного сечения горячекатанной полосы две гарантированные чечевице- образные выпуклости. Гиперболический характер выпуклого профиля бочки средней чисти валков, равной 0,2- 0,6 длины их бочек, обеспечивает пережим в средней части полосы. При этом сопротивление металла деформации в этой зоне вьше, чем в прикро- мочных участках. Под действием давления металла в зоне пережима и на цилиндрических участках бочки валков средняя часть валков смещается в сторону, противоположную межвалковому зазору, а края бочек - в сторону деформируемой полосы (штриховая линия иа чертеже), Такой характер изгиба совместно с профилем шлифованной образующей бочки валка позволяет получить в межвалковом зазоре- поперечный профиль полосы с двумя ста-: бильными йиками разнотолщинности. Это обеспечивает гарантированный че- чевицеобразный профиль и, как следствие, повьш1ает качество холоднока- танных полос, получаемых из подката двойной ширины. Выбор протяженности .гиперболической выпуклости, равной 0,2-0,6 длины бочки валка, связан с ширинами прокатываемых полос, При прокатке полос, ширина которых составляет 0,5 длины бочки валка (прокатка меньших размеров нецелесообразна с точки зрения производительности ШСГП), необходимо профилировать выпуклый участок на длине образующей валка, равной 0,2 его ширины. Уменьшение зтого участка даже при прокат.- ке узких полос приводит к образованию двух пиков разнотолщинности, значительно смещенных к центру бочки, что нежелательно с точки зрения дальнейшего холодного передела. В этом случае после продольного роспуска полосы будут получены два клиновидных профиля и при прокатке жести проявятся дефекты серповидности и неплоскостности. Выбор- протяженности выпуклого участка, равного 0,6 длины бочки, целесообразен при прокатке полос шириной до 0.88 длины
I ,. . бочки (максимально допустимая загрузка по энерго-силовым характеристикам
f --
современных станов), Применение значений вьш1е 0,6 приводит к смещению
пиков разнотолщинности к краям бочки, I .--
и при продольном роспуске, как и в
предыдущем случае, будут получены два клиновидных профиля.
При выборе соотношения гиперболических выступов на верхнем и нижнем валке в пределах 0,2 ( 0,8 необходимо учитьшать, что меньшую величину вплоть до (Н /Н) , 0,2 целесообразно при 1енять в первых клетя чистовой группы стана с малой длиной бочки ( мм) и когда толщина подката жести велика (до 2,8- 3,2 мм). Величина отношений Н,, не компенсирует в достаточной мере равномерность износа поверхности бочки с подобной профилировкойв а неравномерность приводит к тому, что возрастает такой дефект на подкате после era роспуска как односторонний клин, что ухудшает качество жести (на холодном переделе) и снижает объем высоких сортов по дефекту не- плоскостности. Большие величины соотношений вплоть до ()0,8 целесообразно применять в последних клетях по ходу прокатки на станах с большой длиной бочки ( мм) и когда толщина подката относительно ;мала (например, 1,6-1,8 мм). Дальнейшее увеличение данного соотношения даже при прокатке тонкого подката на валках с длинной бочкой способно привести к росту клина и увеличению чечевичности профиля подката, распущенного на две полосы, что снижает качество холоднокатанных полос и жести, а следовательно, повышает перевод продукции в пониженные сорта
После роспуска на агрегате продольной резки полос, прокатанных с применением предлагаемого комплекта валков, две полученные полосы имеют одинаковый чечевицеобразный профиль поперечного сечения. Это позволяет использовать их при производстве качественного холоднокатанного листа и жести.
О
5
0
5
0
5
0
5
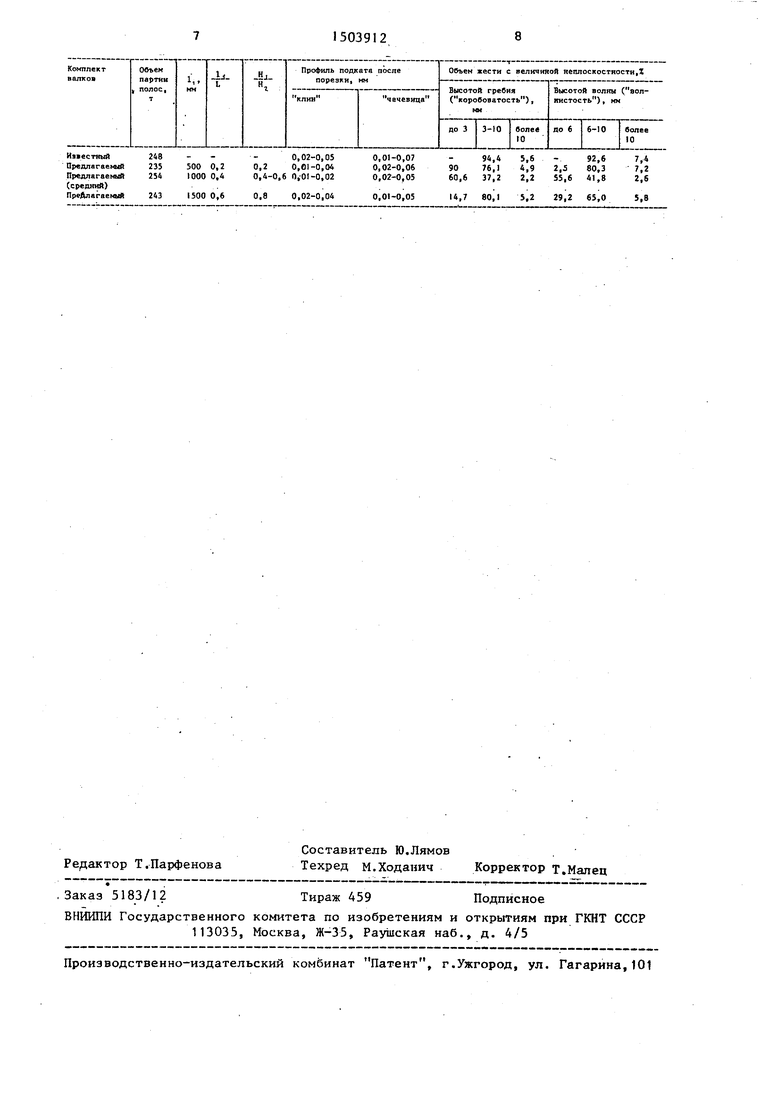
В таблице приведен пример реализации предлагаемого комплекта по результатам опытных прокаток на ШСШ 2500 полос двойной ширины размером 2,2 X 1550 мм в Сравнении с базовым объектом.
Из анализа данных, приведенных в таблице, следует, что предлагаемый комплект, обеспечивая снижение таких параметров как клин на подкате, а также выдерживая оптимальньй диапазон чечевицы профиля (0,02-0,05 мм) , повьш1ает качество подката. Это обес- , печивает получение на .холоднокатанных полосах (жести) минимума дефектов типа коробоватость, за счет чего, снижается количество проката пониженного сорта на 2,7-4,6%. Кроме того, так как ком плект-прототип не предназначен для производства полос двойной ширины, использование предлагаемого комплекта обеспечивает повьш1ение производительности стана. Формула изобретения.
Комплект рабочих валков преимущественно для клетей широкополосного стана горячей прокатки, содержащий два валка, каждый из которых имеет бочку с центральным участком выпуклого профиля, сопряженным по обеим сторонам с гладкими концевыми участками, отличающийся тем, что, с целью повьшения производительности стана и получения качественного подката для холодного передела из горячекатанных полос двойной ширины путем формирования в их поперечном сечении профиля двойной симметричной вьшуклости, профиль центральных участков бочек вьшолнен в виде гиперболической кривой, а протяженность каждого из них составляет 0,2-0,6 длины бочки валка, при этом концевые участки бочек имеют цилиндрическую форму.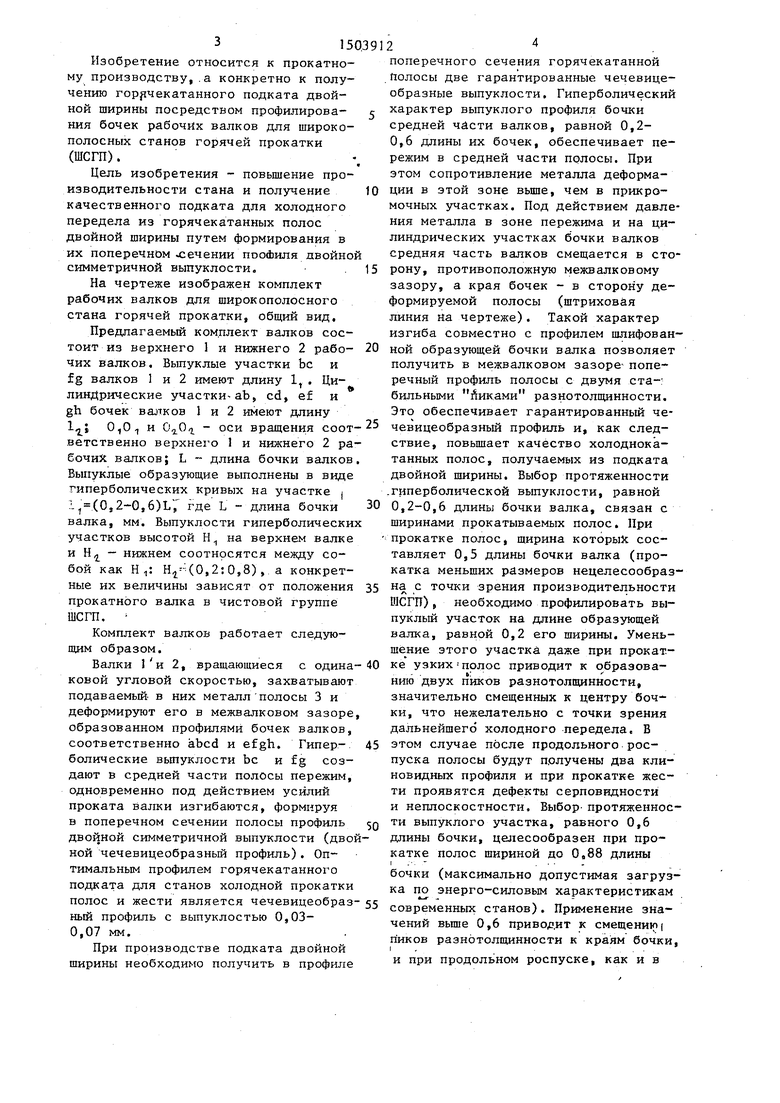
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| Комплект валковых узлов непрерывной чистовой группы клетей широкополосного стана горячей прокатки | 1988 |
|
SU1585033A1 |
| Способ прокатки полос на широкополосном стане и комплект валков широкополосного стана | 1986 |
|
SU1435333A1 |
| Способ горячей прокатки на широкополосном стане | 1989 |
|
SU1713695A1 |
| Способ горячей прокатки полос | 1989 |
|
SU1764723A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| Рабочий валок клети кварто широкополосного стана горячей прокатки,комплект рабочих валков клети кварто широкополосного стана горячей прокатки и способ калибровки комплектов рабочих валков клетей кварто чистовой группы широкополосных станов горячей прокатки | 1985 |
|
SU1424889A1 |
| Валковый комплект кварто | 1988 |
|
SU1516155A1 |
| Способ прокатки полосового металла в многоклетевом стане | 1985 |
|
SU1297956A1 |
| ИНСТРУМЕНТ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2009 |
|
RU2397034C1 |
Изобретение относится к прокатному производству, а конкретно к получению горячекатаного подката двойной ширины посредством профилирования бочек рабочих валков для широкополосных станов горячей прокатки. Цель изобретения - повышение производительности стана и получение качественного подката для холодного передела из горячекатаных полос двойной ширины путем формирования в их поперечном сечении профиля двойной симметричной выпуклости. Комплект состоит из верхнего и нижнего рабочих валков с профилированными бочками. Центральные участки длиной, равной 0,2-0,6 длины бочки, имеют выпуклость в виде гиперболической кривой, а сопряженные с ними концевые участки - цилиндрическую форму. Гиперболические выпуклости BC и TG создают в средней части полосы пережим. Под действием усилий прокатки валки изгибаются, формируя в поперечном сечении полосы двойной чечевицеобразный профиль подката. Это обеспечивает на холоднокатаном переделе снижение дефектов неплоскостности в виде коробоватости и волнистости и пониженных сортов проката на 2,7-4,6%. Кроме того, путем обеспечения производства горячекатаного подката двойной ширины обеспечивается повышение производительности стана. 1 ил., 1 табл.
| Авторское свидетельство СССР № 1455449, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 0 |
|
SU398298A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
