ел
4 1
сс
о со
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смещения полос при прокатке | 1989 |
|
SU1690876A1 |
| Устройство для смещения полос при прокатке | 1991 |
|
SU1794520A1 |
| СПОСОБ УСТАНОВКИ СОСТОЯНИЯ ПРОКАТЫВАЕМОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ЧЕРНОВОЙ ПОЛОСЫ | 2008 |
|
RU2473406C2 |
| ПРОКАТНАЯ КЛЕТЬ "КВАРТО" | 2018 |
|
RU2699489C1 |
| Рабочая клеть для прокатки полосыС ОгибАНиЕМ ВАлКОВ пОлОСОй | 1979 |
|
SU818695A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СПОСОБ ПОВЫШЕНИЯ КАЧЕСТВА ПОЛОС НА СТАНАХ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2311238C2 |
| СПОСОБ СНИЖЕНИЯ ОХЛАЖДЕНИЯ БОКОВЫХ И ТОРЦЕВЫХ ГРАНЕЙ ГОРЯЧЕГО СЛЯБА В ПРОЦЕССЕ ЕГО ТРАНСПОРТИРОВКИ НА ПРОКАТКУ И ПЕЧНАЯ ГРУППА ОБОРУДОВАНИЯ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ НА СТОРОНЕ ВЫДАЧИ СЛЯБОВ ИЗ ПЕЧИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2468876C2 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
Изобретение относится к металлургии, а именно к прокатному производству, и может быть использовано в устройствах для смещения проката в направлении, перпендикулярном оси прокатки. Цель изобретения - повышение равномерности износа рабочих валков по длине их бочки за счет изменения положения оси прокатки и тем самым исключения местных утолщений на поверхности горячекатаных полос. В паузах между проходами путем опускания накладок 2, установленных на одной боковой направляющей линейке 1, и подъема накладок, установленных на другой направляющей линейке, смещают ось прокатки вдоль бочки валков, при этом раствор между накладками разных линеек выбирают в соответствии с шириной прокатываемого металла. Это позволяет увеличить длительность кампании прокатных валков и повысить качество проката. 13 ил.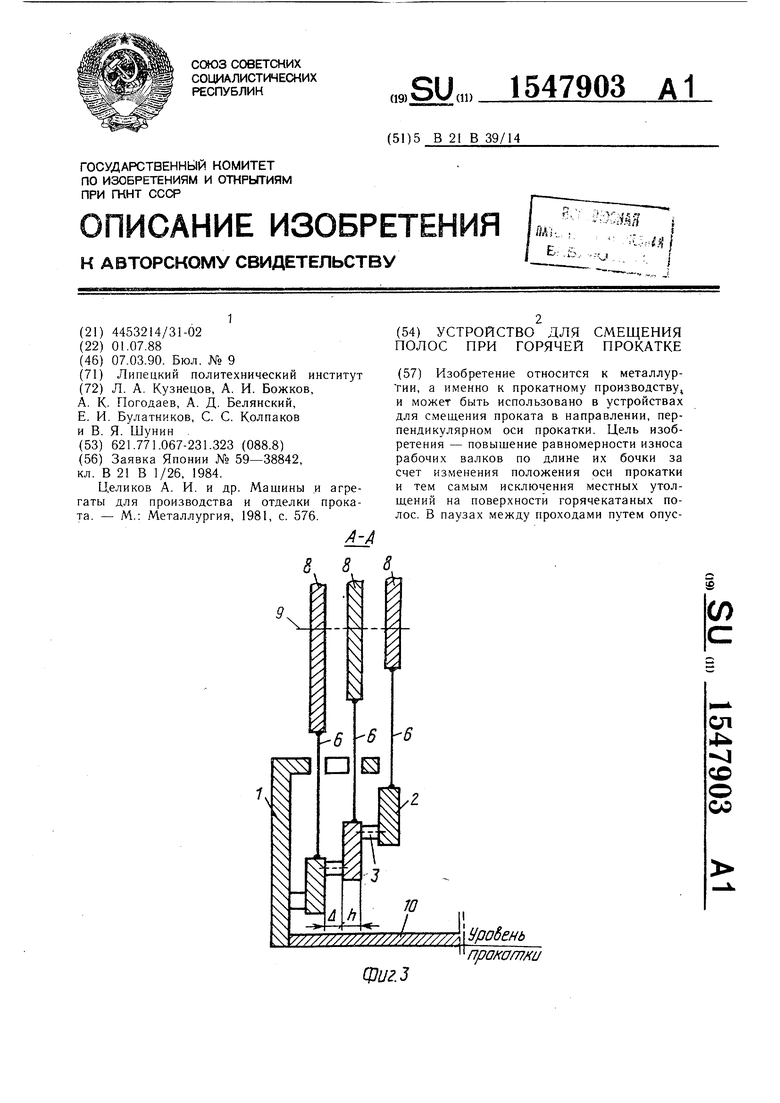
фиг.З
кания накладок 2, установленных на одной боковой направляющей линейке 1, и подъема накладок, установленных на другойt направляющей линейке, смещают ось прокатки вдоль бочки валков, при этом раствор
Изобретение относится к металлургии, а именно- к прокатному производству, и может быть использовано в устройствах для смещения проката в направлении, перпендикулярном оси прокатки.
Цель изобретения - повышение равномерности износа рабочих валков по длине их бочки за счет изменения положения оси прокатки и тем самым исключения местных утолщений на поверхности горячекатаных полос.
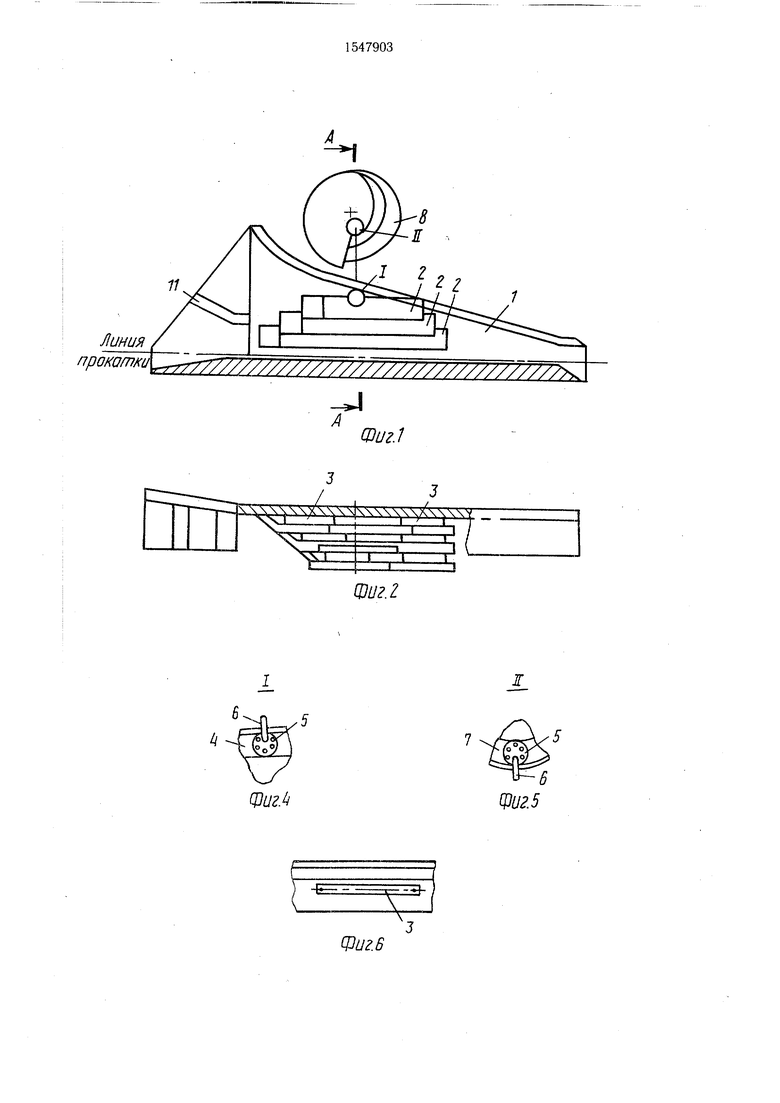
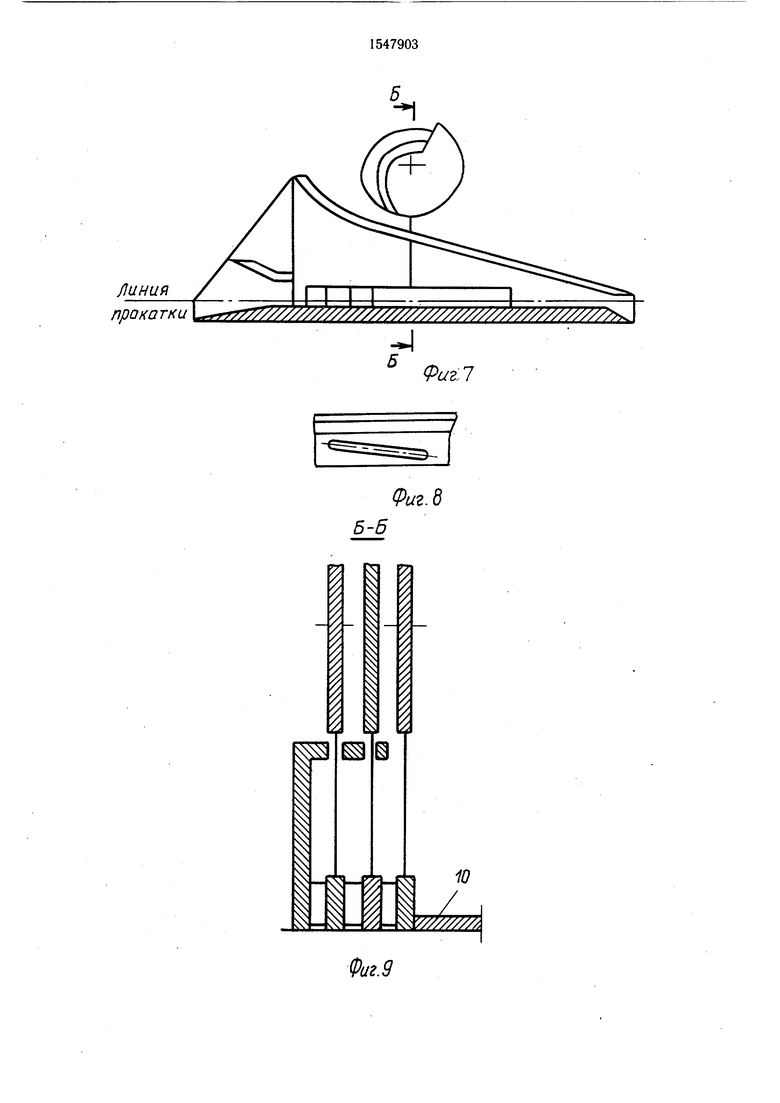
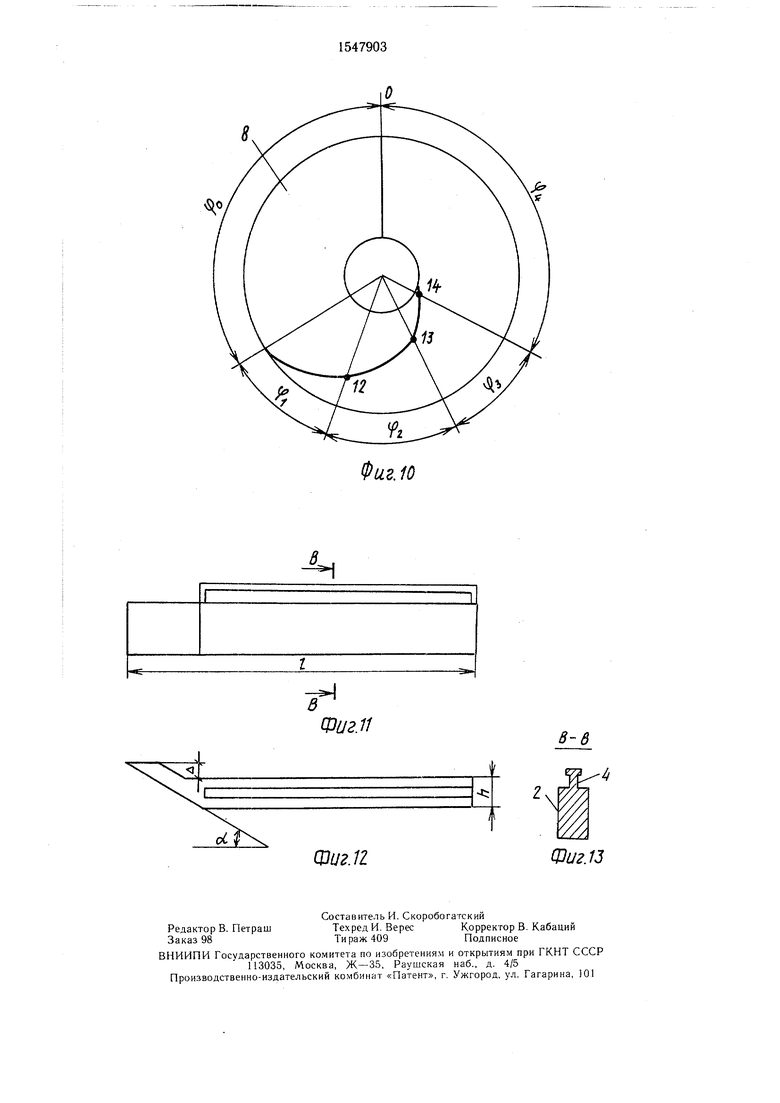
На фиг. 1 показано устройство, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - узел I на фиг. 1; на фиг. 5 - узел II на фиг. 1; на фиг. 6 - поднятая накладка, вид спереди; на фиг. 7 - устройство, вид спереди накладки опущены; на фиг. 8 - опущенная накладка вид спереди; на фиг. 9 - разрез Б-Б на фиг. 7; на фиг. 10 - кулачок; на фиг. 11 - снятая накладка, вид спереди; на фиг. 12 - то же, вид сверху; на фиг. 13 - разрез В-В на фиг. 11.
Устройство включает устанавливаемые на входе и выходе из валков рабочей клети прокатного стана направляющие линейки 1, на боковых поверхностях которых смонтированы наборы накладок 2, соединенные между собой и с направляющей линейкой коромыслами 3. Между каждой парой накладок установлены не менее двух коромысел для исключения случайного перекоса накладок. Первая от направляющей линейки накладка соединена с помощью коромысел непосредственно с линейкой. В верхней части накладок сделаны канавки 4 для перемещения в них подшипников 5 качения штоков 6, что исключает возможность заклинивания накладок при их перемещении. На другом конце штоков имеются такие же подшипники, которые перемещаются по канавкам 7 образующих кулачков 8 при повороте их относительно вала 9, на котором они смонтированы, на заданный угол. Для предохранения устройства от механического повреждения передним концом полосы 10 установлена защитная пластина 11, которую крепят непосредственно к направляющей линейке 1.
Устройство работает следующим образом.
В набор входят, например, по три накладки на каждую сторону клети чистовой группы. Перед прокаткой полос накладки, размещенные со стороны привода перед кажмежду накладками разных линеек выбирают в соответствии с шириной прокатываемого металла. Это позволяет увеличить длительность кампании прокатных валков и повысить качество проката. 13 ил.
дои клетью чистовой группы стана, находятся в опущенном состоянии. При этом положении накладок соответсвующие им кулачки 8 поворачивают таким образом, что подшипники штоков, скользящие по канавкам кулачков, находятся в пределах угла фо. Кулачок первой накладки (отсчет ведется от направляющей линейки) повернут на угол 40°, кулачок второй накладки - на угол 80°, кулачок третьей накладки - на
0 угол 120°, а коромысла находятся также в опущенном состоянии. Накладки, смонтированные со стороны обслуживания, находятся в верхнем положении. При этом положении накладок соответствующие им кулачки поворачивают таким образом, что подшипники штока первой накладки находятся в точке 12, второй накладки - в точке 13, третьей накладки - в точке 14. Коромысла при этом находятся в поднятом, т. е. в горизонтальном, положении. Направляющие
Q линейки разводят таким образом, чтобы расстояние между крайней накладкой, находящейся в опущенном состоянии, со стороны привода (обслуживания) и направляющей линейкой, находящейся со стороны обслуживания (привода), перед каждой клетью чис5 товой группы стана соответствовало ширине прокатываемой полосы. Из черновой группы клетей стана горячей прокатки полосу по промежуточному рольгангу подают в чистовую группу клетей со смещением относительно оси прокатки, равным
0
3(Л+Л) ,
где h - толщина накладки;
Д - расстояние между накладками,
прокатывают до заданных размеров, по отводящему рольгангу подают на моталку и сматывают в рулон (не показано).
После прохождения задним концом полосы первой клети чистовой группы стана крайнюю накладку со стороны привода (обслуживания) поднимают. Для этого вал 9, на котором посажены кулачки, поворачивают на угол 40° против часовой стрелки. Таким образом, подшипники штока третьей накладки попадают в точку 12, а подшипники штоков второй и первой накладок
находятся в зоне угла фо и соответствующие им накладки остаются в опущенном состоянии. Одновременно первую накладку, находящуюся со стороны обслуживания.
опускают. Для этого ось, на которую посажены кулачки, поворачивают на угол 40° против часовой стрелки. Таким образом, подшипники штока от первой накладки попадают в зону угла фо 120°и накладка опускается в нижнее положение. При этом подшипники штока от второй накладки попадают из точки 13 в точку 12, от третьей накладки - из точки 14 в точку 13. Аналогичные операции производят перед последующими клетями чистовой группы по мере прохождения через них заднего конца прокатываемой полосы. Следующую полосу, поступающую из черновой группы стана, прокатывают уже со смещением относительно оси прокатки, равным 2().
Третью полосу, например, прокатывают со смещением равным - 2(А+л). Полосу в этом случае смещают уже в другую сторону относительно оси прокатки. При этом поднимают еще одну накладку, находящуюся со стороны привода, поворотом оси кулачков на 40° по часовой стрелке. В этом случае подшипники штока третьей накладки из точки 12 Попадают в точку 13, второй накладки - из точки 13 в точку 12, а подшипники первой накладки оставляют в зоне угла фо и саму накладку оставляют в нижнем положении. Одновременно со стороны обслуживания (привода) опускают вторую накладку. При этом подшипники штоков от первой и второй накладок попадают в зону угла фо, а от третьей - в точку 12.
Четвертую полосу прокатывают со смещением - 3(/г+Д). При повороте кулачков еще на 40° все подшипники штоков от накладок, находящихся со стороны обслуживания (привода), попадают в зону угла, и накладки находятся в нижнем положении. Подшипники штоков от накладок, находящихся со стороны привода, занимают соответственно положение в точках 14, 13 и 12, и все накладки находятся в поднятом состоянии. Смещение прокатываемых полос осуществляют по фиксированной, задаваемой, границы (например, в пределах профилированной части валков) с шагом, равным ( +Л). При этом угол поворота кулачков один относительно другого устанавливают по зависимости
J60 fe-n
где п - количество накладок в наборе;
k - коэффициент, зависящий от количества накладок, .
Например, при п, накладки могут находиться в верхнем или нижнем положении; при , накладки могут находиться в верхнем, среднем или нижнем положении.
Технико-экономические преимущества устройства заключаются в том, что оно может быть использовано при прокатке полос на действующих станах горячей прокатки и поз0 волит при минимальных затратах на реконструкцию оборудования исключить образование неплоскостности холоднокатаных полос за счет исключения местных утолщений на подкате и тем самым повысить качество готового проката (холоднокатаных листов
5 и полос) и эффективность работы технологических агрегатов цеха холодной прокатки, а также увеличить длительность кампании прокатных валков в чистовой группе клетей стана за счет более равномерного износа рабочих валков по длине бочки и, следовательно, уменьшения количества перевалок рабочих валков в чистовой группе клетей стана горячей прокатки.
0
25
Формула изобретения
Устройство для смещения полос при горячей прокатке, включающее направляющие линейки, установленные на входе и выходе из валков рабочей клети, соединенные с приводом их синхронного перемещения в разных направлениях, отличающееся тем, что, с целью повышения равномерности износа рабочих валков по длине их бочки за счет изменения положения оси прокатки и тем самым исключения местных утолщений на поверхности горячекатаных полос, каждая
линейка снабжена набором накладок, шар- нирно соединенных между собой и с боковой поверхностью линейки, и механизмом плоскопараллельного перемещения накладок в вертикальных плоскостях, при этом
механизм выполнен в виде однотипных кулачков по числу накладок, установленных на валу и кинематически соединенных штоками с соответствующими накладками, и привода поворота вала, а кулачки смонтированы на валу со смещением их ра- бочих зон одна относительно другой на угол, равный
Э6р ..«
где п - количество накладок в наборе; k - коэффициент, зависящий от количества накладок, Ј-2...3.
прокаты
7//////////////////////////,
-J
А
гтт
и
ЩигМ
Фиг.1
Фиг. Z
5
№5
Фиг. 6
Дания прокатки
/////////////////////////////
-J
5 (Риг. 7
Фиг. 8
Фиг. 9
z
г1
Фиг.11
®иг.11
Фиг. 10
э
в-в
Фиг. 13
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Целиков А | |||
| И | |||
| и др | |||
| Машины и агрегаты для производства и отделки проката | |||
| - М.: Металлургия, 1981, с | |||
| Устройство для питания цепи накала катодного генератора | 1924 |
|
SU576A1 |
