Изобретение относится к кузнечно- прессовому производству и может быть использовано для горячей деформации кузнечных заготовок
Целью изобретения является повышение экономичности работы линии
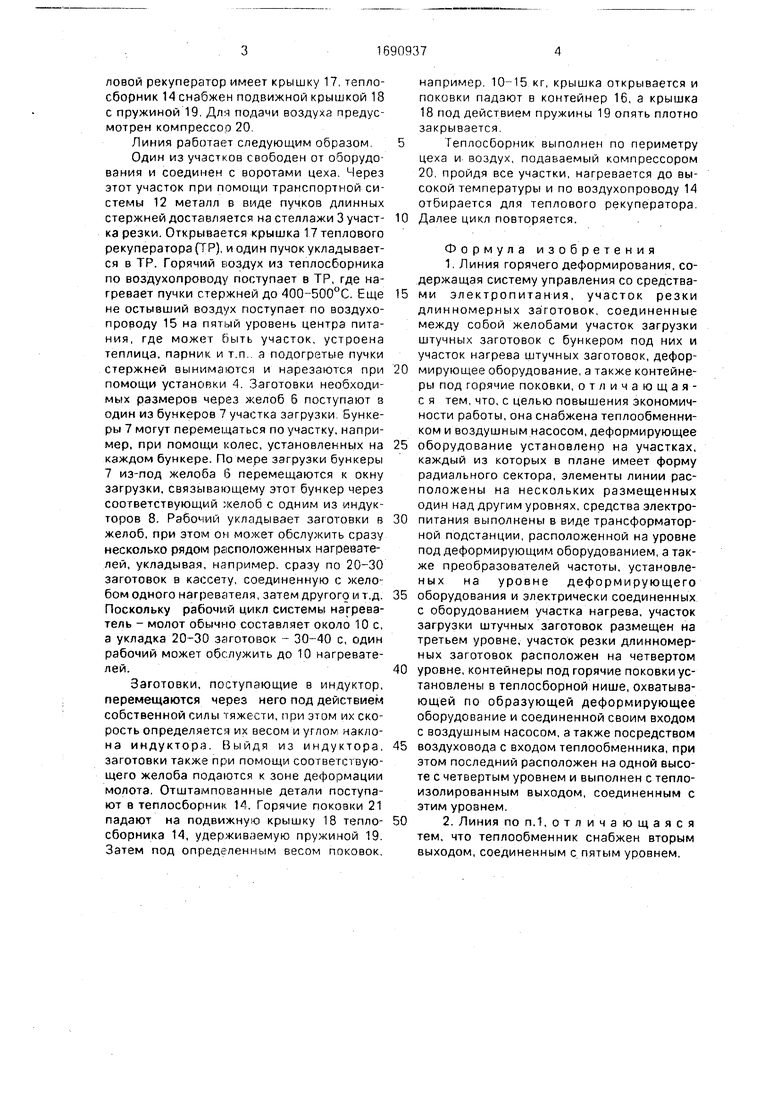
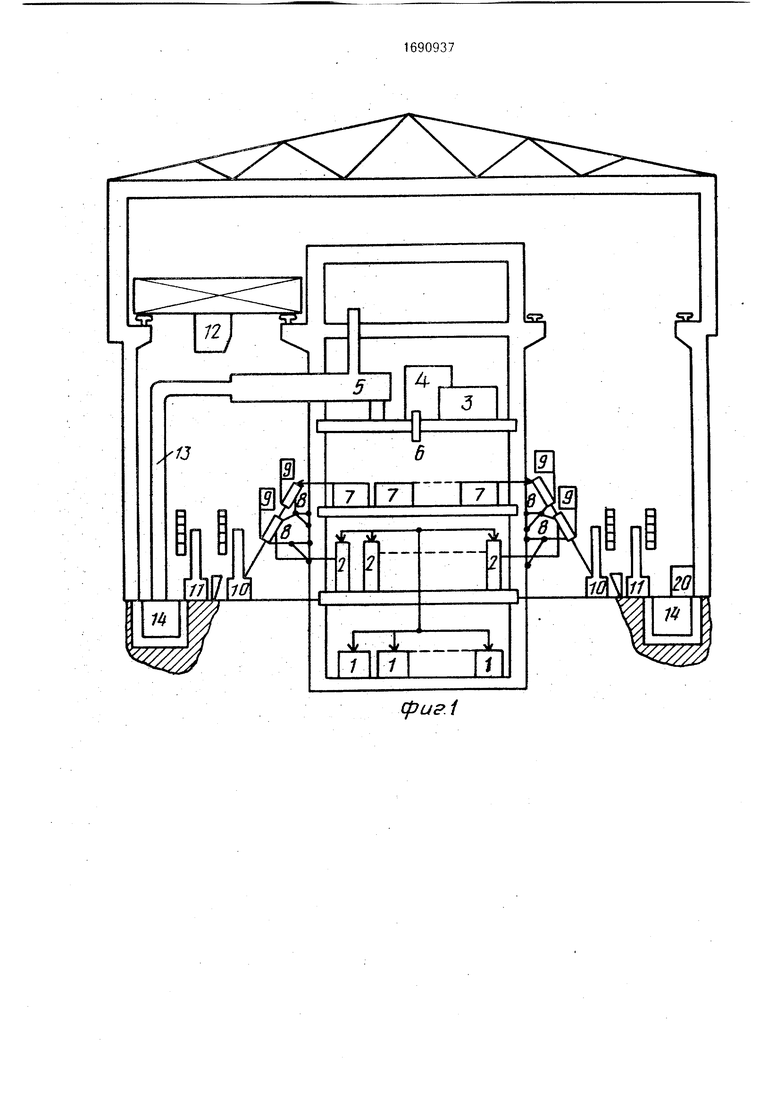
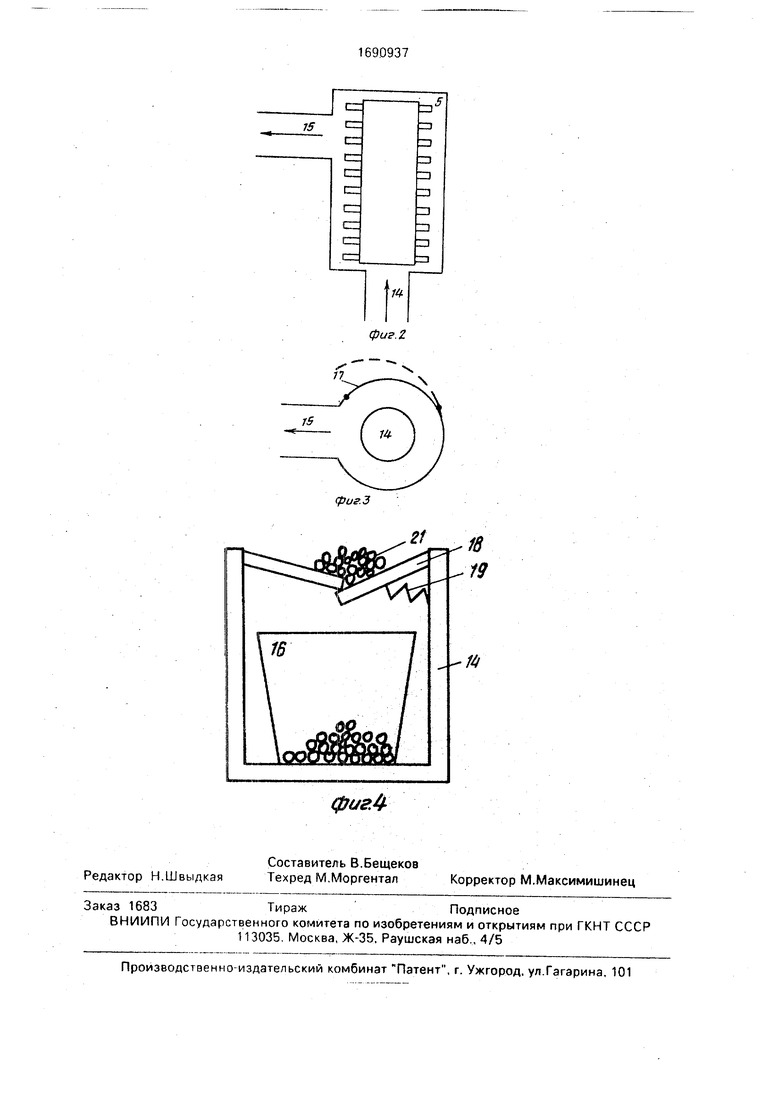
На фиг. 1 представлена линия горячей деформации металла; на фиг. 2 - тепловой рекуператор: на фиг. 3 - то же. вид с торца; на фиг .4 - теплосборник.
Линия горячей деформации металла содержит следующие объекты. На первом уровне центра питания установлены трансформаторы 1 (этот уровень может находиться ниже нулевой отметки), на втором уровне - преобразователи 2 частоты. На червертом уровне расположен участок резки заготовок, состоящий из стеллажей 3 с прутками, установки 4 плазменной резки и теплового рекуператора 5. Нарезанные заготовки через желоб 6 поступают в бункеры 7, установленные на третьем уровне центра питания и образующие участок загрузки, который при помощи соответствующих желобов связан с
индукторами 8, к которым присоединены конденсаторные батареи 9. Нагреватели, образованные индукторами 8 и батареями 9, расположены под наклоном к горизонту между вторым и третьим уровнями центра питания и связаны с преобразователями 2 частоты. Индукционный нагреватель связан с деформирующим оборудованием 10 и 11. Все участки соединены между собой транспортной системой 12, выполненной в виде крана, перемещаемого по круговой рельсовой системе вокруг центра питания.
Горячий воздух по воздухопроводу 13, связанному одним концом с теплосборни- ком 14 (фиг.1), поступает в тепловой рекуператор 5, а затем по воздуховоду 15 - на пятый уровень центра питания, где можно разместить парник, теплицу и т.п.
Теплосборник 14 выполнен по периметру здания. В теплосборнике 14 находятся контейнеры 16, в которые падают горячие поковки из-под деформирующего оборудования 10 и 11. Теплосборник продувается воздухом, подаваемым компрессором. ТепЈ
О
о о о
СА) 4
ловой рекуператор имеет крышку 17, тепло- сборник 14 снабжен подвижной крышкой 18 с пружиной 19. Для подачи воздуха предусмотрен компрессор 20.
Линия работает следующим образом Один из участков свободен от оборудования и соединен с воротами цеха. Через этот участок при помощи транспортной системы 12 металл в виде пучков длинных стержней доставляется на стеллажи 3 участка резки. Открывается крышка 17 теплового рекуператора (ТР), и один пучок укладывается в ТР. Горячий воздух из теплосборника по воздухопроводу поступает в ТР, где нагревает пучки стержней до 400-500°С. Еще не остывший воздух поступает по воздухопроводу 15 на пятый уровень центра питания, где может быть участок, устроена теплица, парник и т.п., а подогретые пучки стержней вынимаются и нарезаются при помощи установки А. Заготовки необходимых размеров через желоб 6 поступают в один из бункеров 7 участка загрузки. Бункеры 7 могут перемещаться по участку, например, при помощи колес, установленных на каждом бункере. По мере загрузки бункеры 7 из-под желоба б перемещаются к окну загрузки, связывающему этот бункер через соответствующий желоб с одним из индукторов 8. Рабочий укладывает заготовки в желоб, при этом он может обслужить сразу несколько рядом расположенных нагревателей, укладывая, например, сразу по 20-30 заготовок в кассету, соединенную с желобом одного нагревателя, затем другого и т.д. Поскольку рабочий цикл системы нагреватель - молот обычно составляет около 10с, а укладка 20-30 заготовок - 30-40 с, один рабочий может обслужить до 10 нагревателей.
Заготовки, поступающие в индуктор, перемещаются через него под действием собственной силы тяжести, при этом их скорость определяется их весом и углом накло- на индуктора. Выйдя из индуктора, заготовки также при помощи соответствующего желоба подаются к зоне деформации молота. Отштампованные детали поступают в теплосборник 14. Горячие поковки 21 падают на подвижную крышку 18 тепло- сборника 14, удерживаемую пружиной 19. Затем под определенным весом поковок,
например, 10-15 кг, крышка открывается и поковки падают в контейнер 16, а крышка 18 под действием пружины 19 опять плотно закрывается.
Геплосборник выполнен по периметру
цеха и воздух, подаваемый компрессором 20. пройдя все участки, нагревается до йы- сокой температуры и по воздухопроводу 14 отбирается для теплового рекуператора
Далее цикл повторяется.
Формула изобретения 1. Линия горячего деформирования, содержащая систему управления со средствами электропитания, участок резки длинномерных заготовок, соединенные между собой желобами участок загрузки штучных заготовок с бункером под них и участок нагрева штучных заготовок, деформирующее оборудование, а также контейнеры под горячие поковки, отличающая- с я тем, что, с целью повышения экономичности работы, она снабжена теплообменником и воздушным насосом, деформирующее
оборудование установлено на участках, каждый из которых в плане имеет форму радиального сектора, элементы линии расположены на нескольких размещенных один над другим уровнях, средства электропитания выполнены в виде трансформаторной подстанции, расположенной на уровне под деформирующим оборудованием, а также преобразователей частоты, установле- ных на уровне деформирующего
оборудования и электрически соединенных с оборудованием участка нагрева, участок загрузки штучных заготовок размещен на третьем уровне, участок резки длинномерных заготовок расположен на четвертом
уровне, контейнеры под горячие поковки установлены в теплосборной нише, охватывающей по образующей деформирующее оборудование и соединенной своим входом с воздушным насосом, а также посредством
воздуховода с входом теплообменника, при этом последний расположен на одной высоте с четвертым уровнем и выполнен с теплоизолированным выходом, соединенным с этим уровнем.
2. Линия по п.1, отличающаяся тем, что теплообменник снабжен вторым выходом, соединенным с пятым уровнем.
г тт
171Г/П I 71
,
I FT It
фиг.1
4
ft
1
Г
фиг.2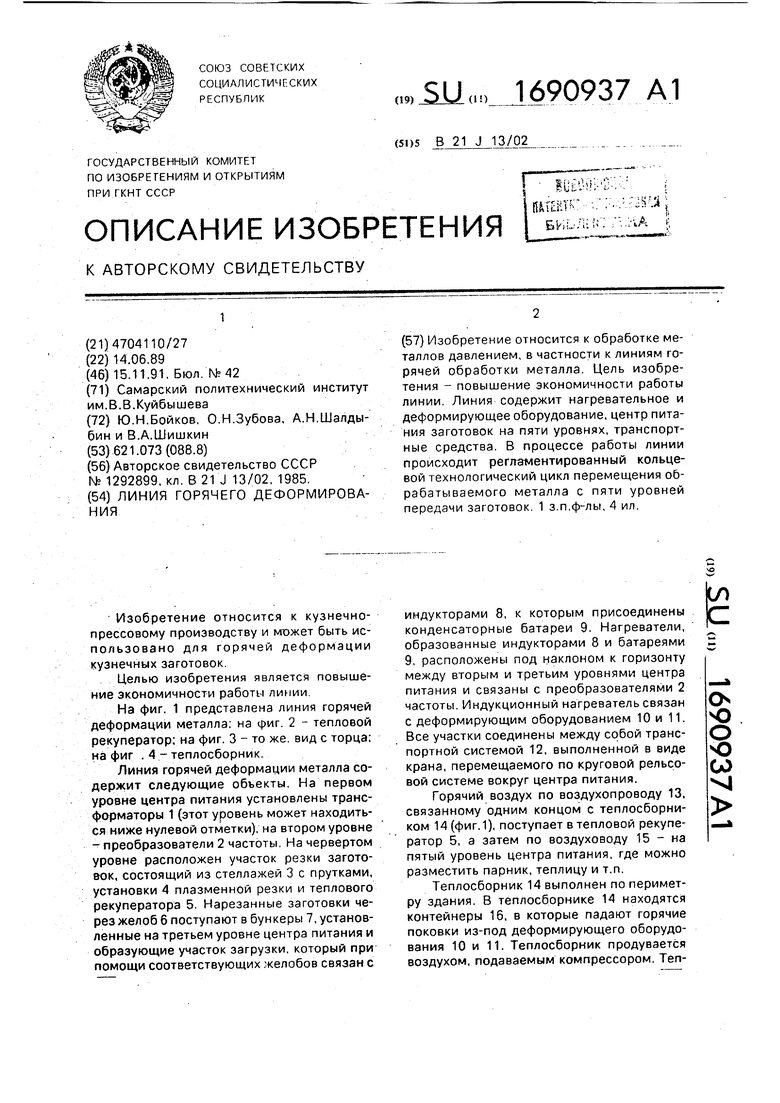
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия горячего деформирования | 1990 |
|
SU1770018A2 |
| Автоматизированная линия горячей штамповки заготовок | 1987 |
|
SU1407638A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| Линия горячей деформации | 1988 |
|
SU1588478A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2784309C1 |
| Автоматизированная линия горячей штамповки | 1982 |
|
SU1053948A1 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2781825C1 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2781826C1 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2784307C1 |
Изобретение относится к обработке металлов давлением, в частности к линиям горячей обработки металла. Цель изобретения - повышение экономичности работы линии. Линия содержит нагревательное и деформирующее оборудование, центр питания заготовок на пяти уровнях, транспортные средства. В процессе работы линии происходит регламентированный кольцевой технологический цикл перемещения обрабатываемого металла с пяти уровней передачи заготовок 1 з п.ф-лы, 4 ил.
18 19
Hi
| Автоматическая линия горячей штамповки | 1985 |
|
SU1292899A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
