Од
со
00
Изобретение относится к обработк ; металлов давлением, а именно к автоматизированным линиям горячей штамповки. Цель изобретения - расширение технологических возможностей.
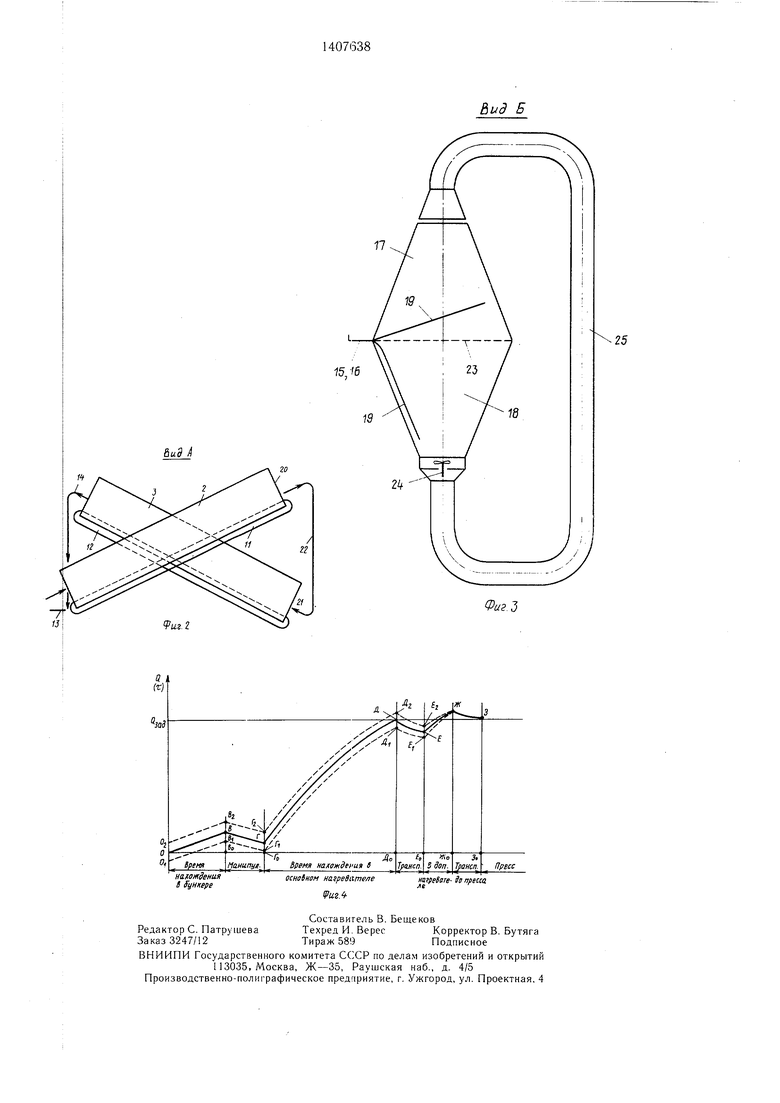
На фиг. 1 изображена линия, вид в плане; на фиг. 2 - вид А на фиг. 1; на фиг. 3 вид Б на фиг. 1; на фиг. 4 - график изменения температуры заготовок при их транспортировке из кассеты бункера загрузки в кассеты выгрузки.
Линия горячей штамповки состоит из основного нагревателя 1, выполненного в виде двух перекрестно расположенных в вертикальной плоскости секций 2 и 3, дополнительного нагревателя 4 в виде индуктора, подключенного к системе 5 автоматического управления температурой заготовки (не показан), устройства для деформирования заготовок в виде пресса 6, бункера 7, где все эти звенья размеш,ены по периферии окружности, образуемой захватами 8 и 9 манипулятора с центром по оси 10 поворота манипулятора. Секции 2 и 3 нагревателя 1 оснашены по длине соответствующими транспортерами 11 и 12. Вход 13 секции 2 и выход 14 секции 3 расположены со смещением в вертикальной плоскости (фиг. 2) и размещены на траек- тории поворота захватов 8 и 9 манипуля- тора, на этой же траектории расположе- ны и зоны 15 и 16 соответственно для захвата холодных (рекуперированных) заго- товок из секции 17 бункера 7 и загрузки горячих из пресса 6 в секцию 18 бункера 7 по индивидуальным склизам 19. В то же время выход 20 секции 2 нагревателя 1 и вход 21 секции 3, также относитель- но разнесенные в вертикальной плocкoctи, связаны посредством склиза 22, наклонен- ного в сторону последнего, т. е. входс 21 (на фиг. 2 показано условно схематично). Зоны 15 и 16 размещены в плоскости 23 стыка секций 17 и 18, где последняя размещена над устройством конвективного теплообмена в виде вентилятора 24, через который к секции 18 подсоединен воздухопровод 25, соединяющий ее с секцией 17.
Линия горячей щтамповки работает следующим образом.
Вначале захват 8 берет холодную заготовку из зоны 15 секции 17 бункера 7 а захват 9 берет уже нагретую (до заданной температуры) заготовку в нагревателе 4. Вращение - против часовой стрелки. Захват 8 переносит заготовку Б основной нагреватель 1, на вход 13 его секции 2, а захват 9 - в устройство для деформирования - пресс 6. Заготовка в первом случае перемещается транспортером 11 вверх и на выходе 20 падает по склизу 19 на транспортер 12 на выходе 21 секции 3 и опять поднимается вверх на выход 14, где падает в
5
зону на периферии окружности на уровне поворота захватов 8 и 9 манипулятора (для удобства захвата). На фиг. 4 средняя кривая иллюстрирует нагрев этой за- готовки в нагревателе 1. Будем считать, что температура получена в пределах, заданных технологией. По пути из нагревателя 1 в нагреватель 4 температура падает немного (кривая опускается вниз), в нагревателе 4 температура заготовки
0 (замеряется) с тем расчетом, чтобы в пресс 6 заготовка поступила с необходимой температурой для пластической деформации. В это же время захват 9 уже перенес нагретую заготовку на нагреватель 4 в
с пресс 6, а затем - в зону 16 секции 18, где она по склизу 19 (фиг. 3) падает на дно секции. Полный цикл работы манипулятора осуществляется поворотом каждого захвата на угол в 360°. Как только захваТ 9 опустил сдеформированную
0 заготовку в зону 16 секции 18, так его головка разворачивается на угол 90° вокруг вертикальной оси, проходящей через крайнюю точку рычага, чтобы захватить новую заготовку со склиза 19 в зоне 15 секции 17 бункера 7 и переместить ее на вход 13 секции 2 нагревателя 1. Захват 8 продолжает вращение против часовой стрелки, перенося нагретую заготовку из нагревателя 4 на матрицу пресса 6.
Q Итак, в секциях 17 и 18 оказываются соотетственно холодные и горячие заготовки. А так как эти секции связаны воздухопроводом 25, который подсоединен к секции 18 через вентилятор 24, происходит передача тепла от горячих заго5 товок секции 18 к холодным секциям 17, гак называемая рекуперация тепла. Такой . нагрев показан ростом наклонной прямой участка кривой ОВ на графике. Если в секцию 17 поступила заготовка с температурой ниже температуры окружающего воздуха, то
0 ей будет соответствовать отрезок прямой О)В(, где первоначальная температура обозначена 00|. В случае, если в секцию 17 поступила заготовка с температурой 002 выще температуры окружающего воздуха, то за
с счет рекуперации в бункере температура такой заготовки будет выражена участком прямой ОзВг. При переносе захватами манипулятора заготовок на вход 13 секции 2 нагревателя 1 температура всех заготовок понизится, что соответствует
Q участкам кривых соответственно ВГ, BiFi, В2Г2. В секциях 2 и 3 температура заготовок повыщается до заданной величины если температура поступающих в бункер заготовок не ниже и не выше температуры окружающей среды. В противном
5 случае, вследствие регулирования температуры в нагревателе 1, будет иметь место занижение или завышение, т. е. ДиД:, ДоД2. При транспортировке в нагревателе 4 опять будет иметь место потеря тепла. Но нагреватель 4 связан с снсте- мой 5 автоматического управления температурой заготовок, поэтому при поступлении заготовок с различными температурами нагрев осуществляется по-разному, а именно для нагрева каждой заготовки затрачивается разное количество энергии, но в любом случае температура всех заготовок на выходе равна ЖоЖ, которая выше заданной на величину падения при транспортировке в пресс 6. Регулирование производится автоматически.
Формула изобретения
. Автоматизированная линия горячей штамповки заготовок, содержащая методический нагреватель с устройством загрузки, транспортировки и выгрузки заготовок, систему управления температурой заготовок, секционный бункер под заготовки, а также устройство для деформирования заготовок, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена дополнительным нагревателем, связанным с системой управления темпера
турой заготовок, а устройство загрузки, транспортировки и выгрузки заготовок выполнено в виде манипулятора с диаметрально расположенными захватами, установленными с возможностью поворота вокруг оси манипулятора, при этом основной и дополнительный нагреватели, бункер и деформирующий механизм расположены по траектории поворота захватов манипулятора, основной нагреватель выполнен в виде двух перекрестно расположенных секций, при этом вход секции со стороны бункера и выход другой секции расположены в вертикальной плоскости и размещены на траектории поворота захватов манипу- лятора, как и зоны загрузки и выгрузки секций бункера на плоскости их стыка, выход секции со стороны бункера связан с входом другой секции посредством склиза, установленного наклонно в сторону последнего.
2. Автоматизированная линия по п. 1, отличающаяся тем, что бункер снабжен устройством конвективного теплообмена, а секции бункера связаны между собой воздухопроводом.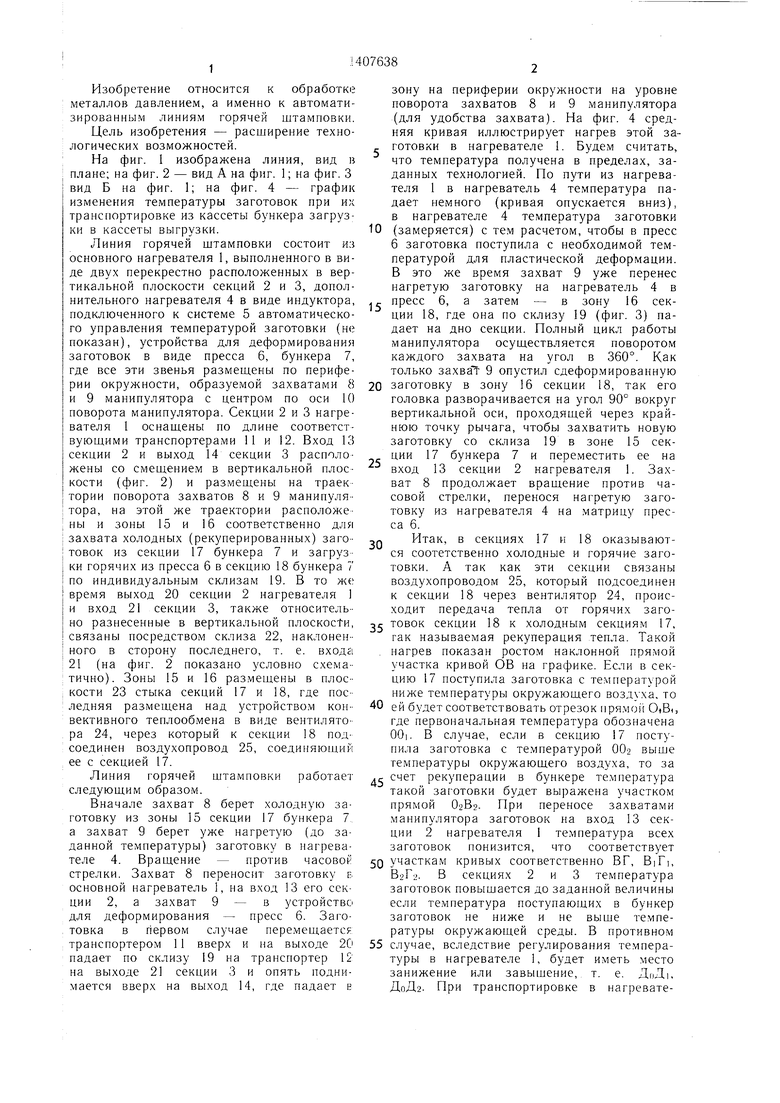
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Автоматизированная линия горячей штамповки | 1986 |
|
SU1488093A1 |
| Автоматическая линия изготовленияиздЕлий из МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU818750A1 |
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| Автоматическая линия изготовления изделий из металлического порошка | 1983 |
|
SU1117122A1 |
| Роботизированный технологический комплекс для горячей штамповки | 1987 |
|
SU1581455A1 |
| Автоматизированная линия горячей штамповки | 1986 |
|
SU1424932A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматическая линия для развальцовки втулок | 1990 |
|
SU1782691A1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1996 |
|
RU2091235C1 |
Изобретение относится к обработке металлов давлением, в частности к автоматическим линиям горячей деформации заготовок. Цель - расширение технологических возможностей. Линия содержит основной и дополнительный нагреватели. Устройст во загрузки, транспортировки и выгрузки заготовок выполнено в виде манипулятора с диаметрально расположенными захватами, установленными с возможностью поворота вокруг оси манипулятора. Оба нагревателя, бункер для хранения заготовок и деформирующий механизм расположены на траектории поворота захватов манипулятора, а основной нагреватель выполнен в виде двух перекрестно направленных секций, разнесенных в вертикальной плоскости и связанных между собой наклонным склизом. Секции бункера соединены между собой воздухопроводом, а бункер снабжен устройством конвективного теплообмена. При работе линии для нагрева каждой заготовки затрачивается разное количество энергии, но температура заготовок на выходе выше заданной на величину падения при транспортировке в пресс. 1 з.п. ф-лы, 4 ил. о (Л
(Риг.1
15-6
Риг.2
о -
нтамдения I fijHitepe
оснабнам иагревлтеле
Уиг.
Вкд Б
Фиг.З
mrfeSsre- За пресса.
| Автоматизированная линия горячей штамповки | 1980 |
|
SU940985A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
