Изобретение относится к изготовлению режущего инструмента, а именно к способам нанесения износостойкого покрытия на режущий инструмент.
Целью изобретения является повышение стойкости инструмента за счет перераспределения контактных температур вдоль передней и задней поверхностей режущего клина инструмен а.
Способ осуществляют следующим образом.
На режущей кромке формируют оптимальный радиус округления. Для определения величины оптимального радиуса округления режущей кромки инструмента целесообразно использовать известные способы.
Формирование округления режущей кромки осуществляют любым известным способом в зависимости от возможностей производства, причем наиболее целесообразно в виброобъемных установках в среде абразива.
Осуществляют нанесение на режущий инструмент износостойкого покрытия. Напыление осуществляют преимущественно при ориентации биссектрисы угла заострения режущего клина инструмента вдоль потока напыляемого материала. Напыление производят на любой известной установке, целесообразно с вращающимся столом, на котором закрепляют инструмент, на который наносится покрытие.
П р и м е р. В массовом производстве при точении деталей из стали 45 с продольной подачей 0,3 мм/об, глубиной резания 1 мм, скоростью резания 1,66 м/с используют сборные резцы с механическим креплением многогранных неперетачиваемых пластин марки Т15К6.
При заданных условиях резания величина оптимального радиуса округления режущей кромки составляет 0,060 мм. Формирование округления режущей кромки осуществляют в вибромашине ВПМ-50С. на которой реализуется метод виброобъемной обработки режущих пластин в среде
сл
с
о ю
О О СП
абразива. Затем режущие пластинки помещают в камеру установки для нанесения покрытий мод. Булат и ориентируют относительно потока напыляемого материала. Осуществляют процесс нанесения иэносо- стойкого покрытия нитрида титана толщиной 0,007 мм Эксплуатация токарных резцов, обработанных по предлагаемому способу, позволяет повысить стойкость инструмента в 3,6 раза.
Создание оптимального радиуса округления увеличивает размеры зоны контактных пластических деформаций, уменьшает градиент скоростей перемещения металла контактной зоны, уменьшает упрочнение металла контактной зоны, перераспределяет тепловые потоки, уменьшает интенсивность роста контактных температур, особенно по задней поверхности. Это в конечном счете ведет к повышению эксплуа- тационных характеристик инструмента.
Износостойкое покрытие наносят на округленную режущую кромку различных инструментальных материалов.
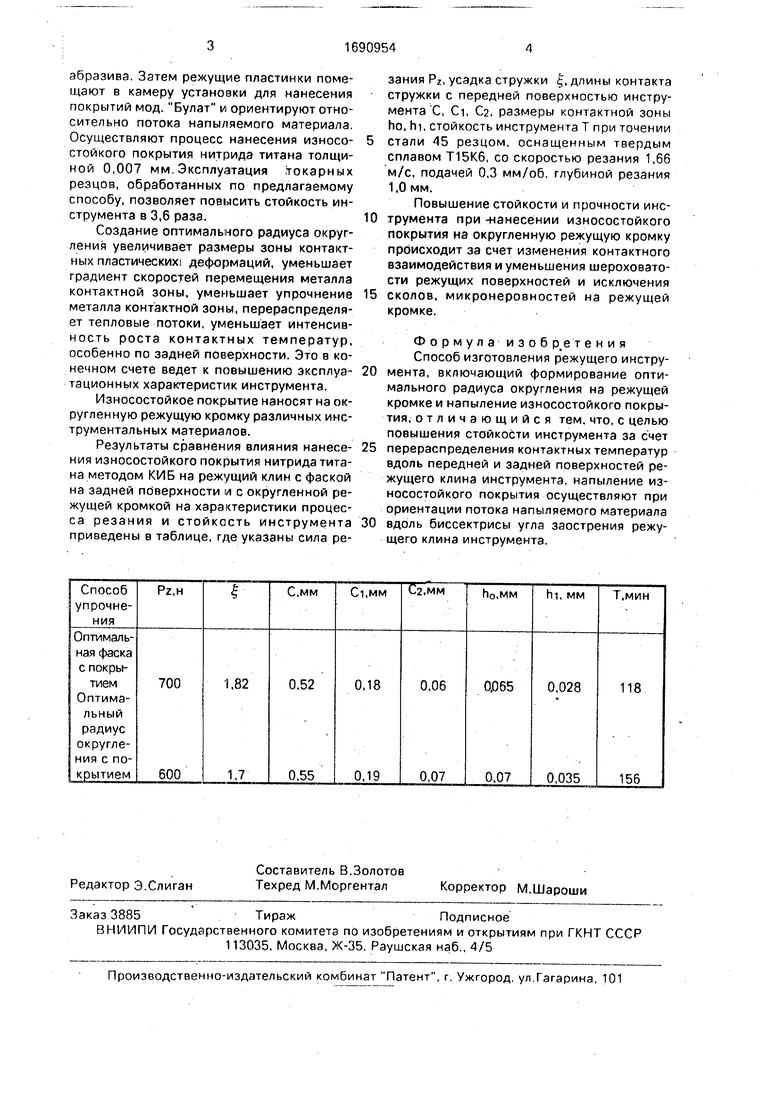
Результаты сравнения влияния нанесе- ния износостойкого покрытия нитрида титана методом КИБ на режущий клин с фаской на задней поверхности и с округленной режущей кромкой на характеристики процесса резания и стойкость инструмента приведены в таблице, где указаны сила резания Pz, усадка стружки Ј, длины контакта стружки с передней поверхностью инструмента С, Ci, C2, размеры контактной зоны ho, hi. стойкость инструмента Т при точении стали 45 резцом, оснащенным твердым сплавом Т15К6, со скоростью резания 1,66 м/с, подачей 0.3 мм/об, глубиной резания 1,0 мм.
Повышение стойкости и прочности инструмента при -нанесении износостойкого покрытия на округленную режущую кромку происходит за счет изменения контактного взаимодействия и уменьшения шероховатости режущих поверхностей и исключения сколов, микронеровностей на режущей кромке.
Формула изоб тения Способ изготовления режущего инструмента, включающий формирование оптимального радиуса округления на режущей кромке и напыление износостойкого покрытия, отличающийся тем, что, с целью повышения стойкости инструмента за счет перераспределения контактных температур вдоль передней и задней поверхностей режущего клина инструмента, напыление износостойкого покрытия осуществляют при ориентации потока напыляемого материала вдоль биссектрисы угла заострения режущего клина инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2006 |
|
RU2327549C1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ СТАЛИ ИЛИ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2451108C1 |
| Способ изготовления режущих пластин с износостойким покрытием | 1990 |
|
SU1742020A1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2413790C2 |
| ИНСТРУМЕНТ ДЛЯ ВОССТАНОВЛЕНИЯ КОНИЧЕСКИХ РЕЗЬБ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 1998 |
|
RU2141890C1 |
| МНОГОСЛОЙНО-КОМПОЗИЦИОННОЕ ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 1998 |
|
RU2198243C2 |
| Способ модификации поверхностного слоя режущих пластин из инструментальной керамики, предназначенной для точения никелевых сплавов | 2020 |
|
RU2751608C1 |
| Способ определения температуры нагрева инструмента под нанесение покрытия | 1989 |
|
SU1689008A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2008 |
|
RU2377099C1 |
Изобретение относится к изготовлению режущего инструмента частности к способам нанесения износостойкого покрытия на режущий инструмент. Цель изобретения - повышение стойкости инструмента за счет перераспределения контактных температур вдоль передней и задней поверхностей режущего клина инструмента. На режущей кромке в виброобъемных установках в среде абразива формируют оптимальный радиус округления Затем осуществляют нанесение на режущий инструмент износостойкого покрытия. При этом напыление осуществляют преимущественно при ориентации биссектрисы угла заострения режущего клина инструмента вдоль потока напыляемого материала. 1 табл.
| А.С | |||
| Верещак и И.П | |||
| Третьяков | |||
| Режущие инструменты с износостойким покрытием | |||
| М.; Машиностроение | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
