Изобретение относится к способам направленной модификации поверхностных свойств различных изделий и, в частности, к износостойким покрытиям преимущественно для изделий в виде режущего и штампового инструмента, а также пар трения, которые могут быть синтезированы ионно-плазменными методами. Такие покрытия могут использоваться в машиностроении и, в частности, в механообрабатывающих производствах.
Уровень техники
Известны многослойные износостойкие покрытия, наносимые на детали машин и/или режущий инструмент из твердого сплава (заявка Франции 2576668, 1987).
Покрытие наносится при высоких температурах и содержит слои из циркония, хрома, титана, тантала, никеля с последующим нанесением нитридных слоев из элементов подслоя. Недостатком указанного износостойкого покрытия является высокая температуры его синтеза, что не позволяет получать покрытие на материал изделия из полутеплостойких и теплостойких инструментальных и конструкционных сталей, имеющих температуру отпуска значительно ниже температур синтеза покрытия, кроме того из-за относительно высокой адгезионной активности и невысокой прочности покрытия велика вероятность его интенсивного разрушения, особенно под воздействием высоких термомеханических нагрузок в процессе эксплуатации изделия.
Наиболее близким техническим решением является многослойно-композиционное покрытие для режущего и штампового инструмента (патент РФ RU 2096518, 1997), согласно которому один из чередующихся слоев содержит тугоплавкие соединения металлов IV, V или IV, VI групп Периодической системы элементов, а другой тугоплавкие соединения металлов IV, V или VI групп при толщине слоев 1-10 мкм.
Недостатком известного технического решения является относительно низкая износостойкость изделий с подобным покрытием при действии повышенных эксплуатационных термомеханических напряжений, особенно если они имеют циклический характер, из-за высокой склонности покрытий к интенсивному микро- и/или макроразрушению в зонах контактирования с обрабатываемым материалом (режущий и штамповый инструмент) или контртелом (пары терния). Указанное вызвано наличием в нижнем слое покрытия только соединений тугоплавких металлов IV, V или VI групп Периодической таблицы элементов, не обеспечивающих достаточную прочность адгезии между материалами нижнего слоя покрытия и материалом изделия особенно, если значение изобарного потенциала реакции между ними имеет положительное значение при температурах синтеза и эксплуатации покрытия. Кроме того, высока вероятность возникновения критических растягивающих напряжений на границах раздела "покрытие-изделие" вследствие большой разницы в их физико-механических свойствах, что может привести к полному разрушению (отслаиванию) покрытия по границам раздела. Интенсивное разрушение покрытия может происходить и в результате потери формоустойчивости режущей части инструмента, возникающей вследствие более интенсивного снижения длины контакта по сравнению с уменьшением нормальных нагрузок, в результате чего происходит увеличение контактных напряжений и смещение эпюр максимальных температур к режущим кромкам, что приводит к микроползучести материала изделия непосредственно под покрытием и, как следствие, разрушению хрупкого покрытия. Кроме того, из-за возникновения "краевых эффектов", связанных с формированием критических напряжений разрушения на радиусных участках режущих кромок инструмента при слишком большой разницы в коэффициентах теплопроводности материалов покрытия и изделия и неоптимальном соотношении толщины покрытия и величины радиуса округления кромок велика вероятность полного отрыва покрытия на этих участках.
Указанные принципиальные недостатки могут быть устранены при нанесении на изделие многослойно-композиционного покрытия, обеспечивающего более благоприятное сочетание кристаллохимических, физико-механических и теплофизических свойств слоев покрытия и материала изделия, а также при введении непосредственно под покрытие упрочняющего слоя, блокирующего микроползучесть материала изделия при высоких эксплуатационных термомеханических напряжениях. Изделие с подобной конструкцией многослойно-композиционного покрытия будет более длительное время сопротивляться макро- и микроразрушению вследствие более продолжительного времени функционирования покрытия, снижающего термомеханические нагрузки на материал изделия, а последний создает более благоприятные условия работы покрытию из-за лучшей сопротивляемости микпроползучести и пластическому деформированию.
Сущность изобретения.
Задачей настоящего изобретения является повышение служебных характеристик изделий и, в частности, его долговечности (стойкости) и показателей надежности функционирования - времени наработки на отказ при заданной его вероятности
В настоящем предложении решение указанной задачи достигается применением многослойно-композиционного покрытия, которое наносится на рабочие поверхности различных изделий и содержит адгезионный подслой, прилегающий к нему переходный слой тугоплавкого соединения и чередующиеся слои тугоплавких соединений, отличающееся тем, что адгезионный подслой содержит по крайней мере один элемент из состава материала изделия и/или его соединение и один элемент из состава переходного слоя покрытия и/или его соединение, переходный слой содержит тугоплавкие соединения металлов IV, V или VI групп или их смеси и чередующиеся слои, один из которых содержит смеси тугоплавких соединений металлов IV, и/или V, и/или VI групп, легированных алюминием, другой - тугоплавкие соединения металлов IV, V или VI групп.
На чертеже представлено покрытие с последовательным расположением его слоев согласно настоящему изобретению.
Многослойно-композиционное покрытие состоит из чередующихся 1, 2 и переходного слоев 3, адгезионного 4 и упрочняющего 5 подслоев, наносимых на материал изделия.
Композиционный адгезионный подслой 4, имеющий кристаллохимическое подобие структур с материалом изделия и прилегающего слоя покрытия, обеспечивает прочную адгезионную связь между ними, при этом благодаря сложнокомпозиционному составу обладает высокой термодинамической устойчивостью и имеет небольшую разницу в физико-механических и теплофизических свойствах относительно соответствующих свойств упрочняющего подслоя 5, материалов изделия 6 и переходного слоя покрытия 3. При формировании адгезионного подслоя 4, имеющего максимальную кристаллохимическую совместимость с материалом изделия, резко снижается вероятность формирования критических напряжений растяжения на границах раздела "покрытие - материал изделия", что увеличивает сопротивляемость покрытия разрушению вследствие отслаивания. Кроме того, благодаря кристаллохимической совместимости адгезионного 4, переходного 3 и чередующихся функциональных слоев 1, 2 покрытия заметно снижаются основные источники генерации дислокации и других дефектов, создавая барьер на пути движения микротрещин и дислокаций.
Для повышения твердости и термодинамической устойчивости при оптимальном сочетании прочности и твердости, а также снижения физико-химической активности по отношению к внешней среде 7 (контртело для пар трения или обрабатываемый материал для режущего и штампового инструмента) в состав чередующегося слоя 2, непосредственно примыкающего к переходному слою 3, вводят тугоплавкие соединения металлов IV, и/или V, и/или VI групп, легированных алюминием. Формирование особых свойств одного из чередующихся слоев 2 (функциональный слой) покрытия позволяет не только повысить износостойкость изделия, но и обеспечить высокую надежность его эксплуатации за счет барьерных функций, препятствующих стоку тепла в изделие и уменьшающих интенсивность интердиффузионных процессов между кристаллохимическими структурами обрабатываемого и инструментального материалов. Введение алюминия в состав функционального слоя приводит к образованию многокомпонентных соединений переходных металлов IV-VI групп с алюминием, увеличению статистического веса атомов со стабильными электронными конфигурациями (СВАСК) типа sp3 и s2p6, придающих кристаллической решетке повышенную твердость и жесткость, а также чрезвычайно высокую сопротивляемость изнашиванию. Введение более пластичного слоя 1, обладающего высокой термодинамической устойчивостью при воздействии эксплуатационных термомеханиченских напряжений, снижает вероятность хрупкого разрушения твердого, износостойкого, но относительно хрупкого слоя 2. Легирование соединений металлов IV и V групп металлами VI группы приводит к созданию гетерофазных структур и еще больше уменьшают физико-химическую активность слоя 1 по отношению к внешней среде 7.
Наконец, введение упрочняющего подслоя 5 между покрытием и материалом изделия, который можно сформировать путем дополнительного физико-механического воздействия на приповерхностные структуры материала изделия, повышает его жесткость, сопротивляемость микроползучести, термопластическому деформированию, что способствует повышению долговечности покрытия и росту эффективности работы изделия. Упрочняющий слой можно сформировать путем дополнительного ионного воздействия на приповерхностные структуры материала изделия (например, путем азотирования, стимулированного электрическим разрядом).
Композиционно-многослойное покрытие, состоящее из сложнокомпозиционного адгезионного подслоя 4, переходного 3 и чередующихся слоев 1, 2, упрочняющего подслоя 5, содержащих многокомпонентные системы соединений, в совокупности обладают повышенной износостойкостью и прочностью, низкой физико-химической активностью по отношению к контактирующему материалу 7 в сочетании с высокими показателями по термостабильности, коррозионной стойкости, адгезионой прочностью по отношению к материалу изделия 6 и когезионной прочностью между слоями покрытия 1, 2, 3, 4. Эти свойства реализуются только при совместной работе слоев в различных условиях функционирования изделий с предлагаемым многнослойно-композиционным износостойким покрытием.
Максимальная эффективность изделий с предлагаемым покрытием обеспечивается только при толщинах многослойно-композиционного покрытия, которые зависят от величины радиуса округления режущих кромок изделия в виде режущего инструмента, вида технологической операции резания и составляет 0,1-0,7 от величины радиуса округления режущих кромок инструмента для операций непрерывного резания (точение, сверление и др.). Для операций прерывистого резания (фрезерование, строгание и др.) общая толщина покрытия снижается на 20-40%. Эффективность инструмента также зависит и от соотношения толщин упрочняющего подслоя 5 и толщины покрытия. Максимальная эффективность изделия в виде инструмента, применяемого для операций непрерывного резания, обеспечивается при толщине упрочняющего подслоя в пределах 5-10 от общей толщины покрытия для операций непрерывного резания и снижается на 10-20% для операций прерывистого резания.
Предлагаемое многослойно-композиционное износостойкое покрытие способствуют повышению сопротивляемости изделий в виде режущего инструмента различным видам изнашивания коррозионно-окислительному, адгезионно-усталостному и диффузионному, что является главной причиной повышения долговечности и надежности изделий. В частности, изделия в виде режущего и штампового инструмента имеют увеличенное время наработки на отказ при высокой вероятности безотказной работы особенно при прерывистом контактном взаимодействии в условиях обработки материала с низкими технологическими свойствами (труднообрабатываемые материалы), а также при необходимости повторного затачивания инструмента по одной из рабочих поверхностей за период эксплуатации. Кроме того, при использовании режущего или штампового инструмента с предлагаемым покрытием, обладающего весьма низкой физико-химической активность по отношению к обрабатываемому материалу, заметно повышает качественно-точностные показатели обработки вследствие снижения склонности инструмента к наростообразованию, уменьшения трения и сдвигающих напряжений непосредственно в зоне формирования поверхности обрабатываемой детали.
Предлагаемое техническое решение реализуется следующим образом.
Изготовленное изделие в виде режущего инструмента с тщательно подготовленной поверхностью, очищенный от загрязнений, размещали в камере вакуумно-дуговой установки, в которой осуществляли процесс синтеза многослойно-композиционного покрытия методом конденсации вещества из плазменной фазы с предварительной ионной бомбардировкой (метод КИБ). Установка снабжена тремя испарителями, которые могут функционировать одновременно, специальным газосмесителем, позволяющим вводить в камеру до 3-х газов одновременно с жесткой регламентацией их количества, что давало возможность синтезировать различные соединения тугоплавких металлов (карбиды, нитриды, карбонитриды, оксиды и др. ). Скорость вращения инструмента в камере в процессе очистки изделий и синтеза покрытий на их рабочих поверхностях составляет 2,5-50 об/мин.
Технологический процесс синтеза многослойно-композиционных покрытий проводили по следующей схеме.
Вариант 1. Многослойно-композиционное износостойкое покрытие наносили на твердосплавные пластины МС 131 (5% TiC, 85% WC, 10% Co) формы 03111 (ГОСТ 19042-80, форма SNUN по стандарту ISO) после из размещения в камере ионно-вакуумной установки. Устанавливали три катода из титана, хрома и алюминия.
Далее производили формирование адгезионного подслоя, прилегающего и чередующего слоев покрытия при напряжении смещения в процессах очистки и термоактивации в пределах 0,8-1,0 кВ, а процессах синтеза - 0,15-0,2 кВ. Очистку и термоактивацию поверхности производили при давлении 10-3 Па, а осаждение адгезионного подслоя и слоев покрытия при давлении реакционного газа (азота) в пределах 10-1-10-2 Па при токе дуги 80-120 А. Процесс осуществляли при температуре 700oС.
Адгезионный подслой формировали при работе двух испарителей - титана и хрома, переходный слой при испарении титана, хрома и подаче азота, первый из чередующихся слоев при включении трех испарителей (титан, хром, алюминий) и подаче азота, второй из чередующихся слоев формировали при работе титанового испарителя и подаче азота. При этом толщина покрытия и адгезионного подслоя зависит от вида технологической операции резания обрабатываемого материала, геометрических параметров и формы режущей части инструмента. Для рассматриваемого случая общая толщина покрытия составила 2-12 мкм при толщине адгезионного подслоя около 0,8 мкм, при величине радиуса скругления режущих кромок пластины в пределах 30 мкм.
Вариант 2. Покрытие синтезировали на твердосплавные пластины ВК10-ХОМ (2% СгС, 88% WC, 10% Со) той же формы, что и в варианте 1. Устанавливали три катода из циркония, ниобия и алюминия.
Формирование упрочняющего подслоя (ИА) производили следующим образом. После предварительной откачки камеры до давления p=10-2 Па в установку напускали нейтральный газ (например, аргон) до давления 2•10-1 Па, после чего проводили термоактивацию твердосплавных пластин путем воздействия пучком электронов, эжектированных из плазмы несамостоятельного газового разряда до температур 600-650oС при плотности электронного тока 0,01 А/см2. Затем проводили предварительную очистку пластин при напряжениях смещения 0,8-1,2 кВ, плотности тока 0,05-0,11 А/см2 и времени очистки 3-7 минут. При этом температура пластин увеличивалась до 700-720oС. Затем производили непосредственное формирования упрочняющего подслоя (ИА) при напряжении 0,2-0,3 кВ и давлении азота 1-3 Па в течение 20-60 мин.
Далее технологический процесс осуществляли аналогично варианту 1.
Адгезионный подслой формировали при работе двух испарителей - циркония и ниобия, переходный слой при испарении циркония и ниобия и подаче азота, первый из чередующихся слоев при включении трех испарителей (цирконий, ниобий и алюминий), второй из чередующихся слоев формировали при работе циркониевого испарителя и подаче азота.
Для пластин с радиусом скругления 20-30 мкм общая толщина покрытия составила 2-12 мкм при толщине адгезионного подслоя около 0,3-0,8 мкм и толщине упрочняющего подслоя (ИА) около 10-100 мкм.
Вариант 3. Покрытие наносили на спиральные сверла Ф=6 мм из быстрорежущей стали Р6М5 (6% W, 5% Mo) с геометрическими параметрами режущей части α=11o, ψ=55o, 2ϕ=118o. Устанавливали три катода из циркония, хрома и алюминия. Процесс формирования упрочняющего слоя осуществляли следующим образом. После предварительной откачки камеры до давления p=5,0•10-2 Па в вакуумную камеру установки напускали нейтральный газ (например, аргон) до давления 1•10-1-3•10-1 Па и проводили термоактивирование рабочих поверхностей сверл путем воздействия пучком электронов, эжектированных из плазмы несамостоятельного газового разряда до температур 420-480oС при следующих значениях параметров технологического процесса: плотность электронного тока 0,01 А/см2; давление в камере установки 0,5-10 Па; потенциал смещения на инструменте от 40 В; время термоактивации 10-12 мин. Технологический процесс формирования многослойно-композиционного покрытия осуществляли по варианту 1, однако температуру процессов очистки и синтеза покрытий снижали до 480oС.
Адгезионный подслой формировали при работе двух испарителей - титана и хрома, переходный слой при испарении титана, хрома и подаче азота, первый из чередующихся слоев при включении испарителей титана и алюминия и подаче азота, второй из чередующихся слоев при испарении титана и подаче азота. Для сверл, имеющих радиус скругления в пределах 5-6 мкм, общая толщина покрытия составила 2,0-3,5 мкм при толщинах адгезионного и упрочняющего подслоев соответственно 0,5 мкм и 15 35 мкм.
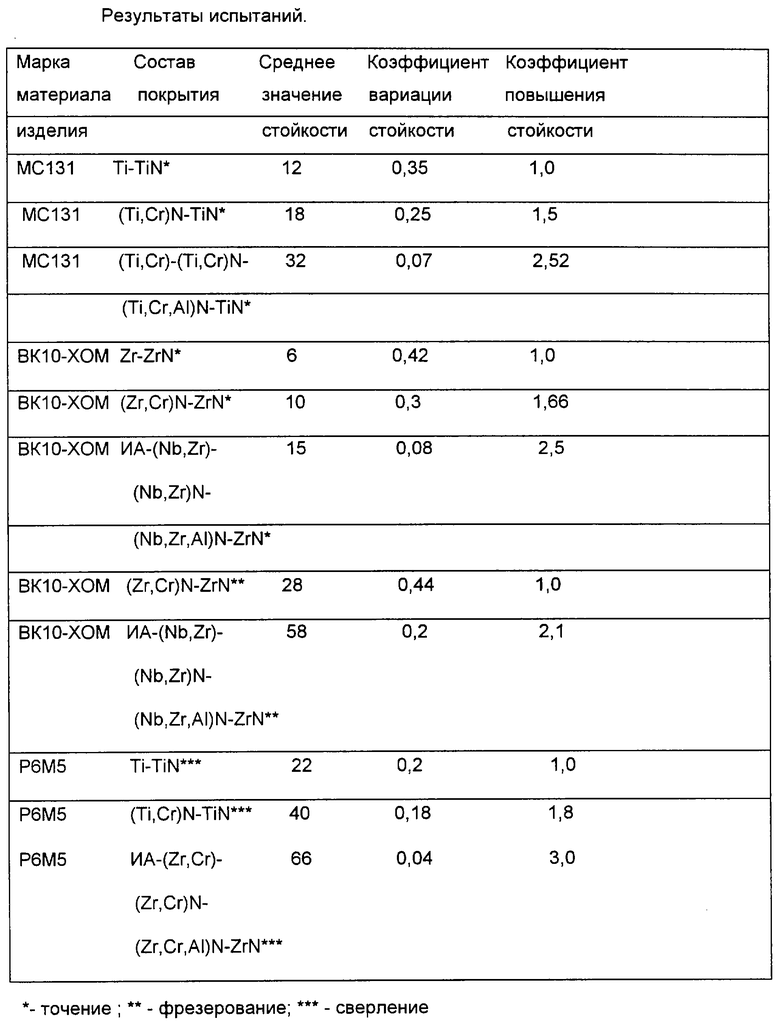
Затем режущий инструмент подвергали испытаниям при определении основных показателей его эффективности - среднего значения стойкости и коэффициента вариации стойкости.
Испытания проводили при точении стали 45 НВ 180 (v = 200 м/мин; S=0,3 мм/мин; t= 1,0 мм) резцами, оснащенными пластинами МС131 с контрольными и предлагаемыми покрытиями, точении хромоникелевого сплава ХН77ТЮР (v=30 м/мин; S=0,15 мм/об; t=1 мм) резцами, оснащенными пластинами ВК10-ХОМ с механическим креплением сменных многогранных пластин контрольными и предлагаемыми покрытиями на станке 16К20, а также обработке отверстий в заготовках из стали 40Х НВ 200 сверлами из стали Р6М5, имеющих предлагаемое и контрольное покрытие, на станке 2Н135 (v=30 м/мин; S=0,3 об/мин I=30 мм), симметричном торцовом фрезеровании стали 40Х НВ 200 резцами, оснащенными пластинами ВК10-ХОМ с контрольными и предлагаемыми покрытиями на горизонтально-фрезерном станке 6Г55 (v=170 м/мин; В=140 мм; t=2 мм; S2=0,3 мм/зуб).
В процессе испытаний инструмента с предлагаемыми и контрольными покрытиями производили периодическое измерение величины износа инструмента по контактным поверхностям в зависимости от длины пути резания на инструментальном микроскопе МБС-2. В качестве критерия стойкости инструмента принимали предельную величину фаски износа задней поверхности 0,5 мм, по которой оценивали время наработки на отказ (стойкость) на графике h3=f (τ). Производили статистическую обработку полученных данных для оценки среднеарифметического значения стойкости и коэффициента ее вариации. Коэффициент повышения стойкости оценивали как отношение стойкости при принятом критерии изнашивания для инструмента с покрытием предлагаемого и контрольного (в соответствии с положениями прототипа) состава и без покрытия.
Результаты сравнительных стойкостных испытаний представлены в таблице.
Сравнительный анализ данных, приведенных в таблице, показывает, что стойкость инструмента с предлагаемым многослойно-композиционным покрытием была в 2,5-3,0 раза выше стойкости инструмента с контрольным покрытием, предлагаемым в прототипе, а коэффициент вариации стойкости снизился в среднем на 20%. Последнее свидетельствует о достижении цели изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2413790C2 |
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ НА РЕЖУЩИЙ И ШТАМПОВЫЙ ИНСТРУМЕНТ | 1992 |
|
RU2096518C1 |
| Многослойно-композиционное покрытие металлического изделия | 2017 |
|
RU2673687C1 |
| Многослойно-композиционное покрытие для режущего инструмента для обработки титановых сплавов в условиях прерывистого резания | 2019 |
|
RU2725467C1 |
| Способ нанесения многослойного износостойкого покрытия на рабочую поверхность металлического изделия | 2017 |
|
RU2708726C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ | 2004 |
|
RU2280538C2 |
| Многослойный материал для режущего инструмента | 1990 |
|
SU1785817A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 1992 |
|
RU2090312C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЯ В ВАКУУМЕ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2010 |
|
RU2478139C2 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОЙ СТАЛИ | 2016 |
|
RU2631572C1 |
Изобретение может быть использовано в механообрабатывающих производствах для получения износостойких покрытий на рабочих поверхностях изделий в виде режущего и штампового инструмента, а также пар трения. Покрытие содержит адгезионный подслой, переходный и чередующиеся слои тугоплавких соединений. Адгезионный подслой содержит, по крайней мере, один элемент из состава материала и/или его соединение и один элемент из состава переходного слоя покрытия и/или его соединение. Переходный слой содержит тугоплавкие соединения металлов IV, и/или V, и/или VI групп. Первый из чередующихся слоев содержит тугоплавкие соединений металлов IV, и/или V, и/или VI групп, легированных алюминием, а второй - тугоплавкие соединения металлов упомянутых групп. Адгезионный подслой может дополнительно содержать активные металлы из ряда Ti, и/или Zr, и/или V, и/или Cr, и/или Al, восстановленные из окислов в среде водорода, в количестве 5-30 мас.%. Общая толщина покрытия выбрана в зависимости от вида инструмента. Между покрытием и материалом изделия может быть дополнительно выполнен упрочняющий подслой. Изобретение позволяет повысить долговечность и надежность получаемых изделий с покрытием. 3 з.п. ф-лы, 1 ил., 1 табл.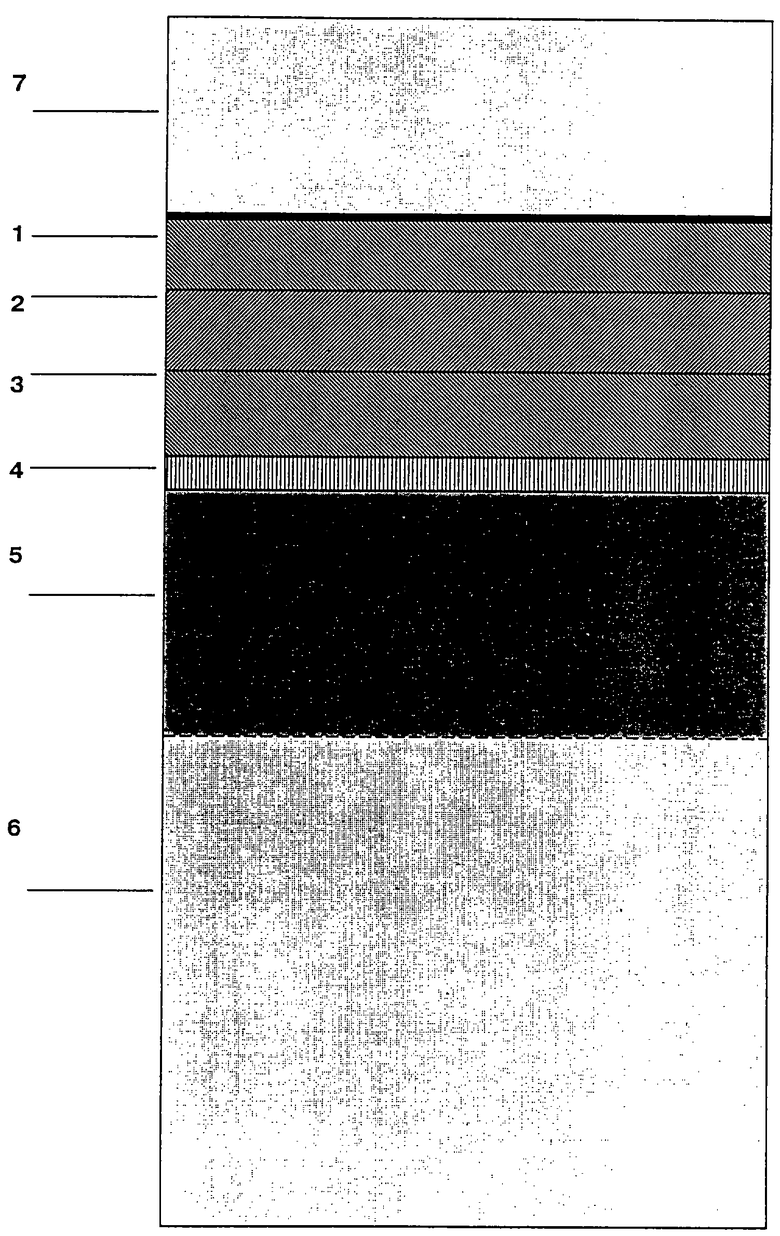
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ НА РЕЖУЩИЙ И ШТАМПОВЫЙ ИНСТРУМЕНТ | 1992 |
|
RU2096518C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 1991 |
|
RU2071869C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДОСПЛАВНОГО СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1988 |
|
SU1526046A1 |
| Криосорбционный насос | 1979 |
|
SU846784A1 |

