1
(21)4657141/08 (22)01.03.89 (46)07.11.91. Бюл. №41
(71)Всесоюзный научно-исследовательский инструментальный институт
(72)В.А.Шпиньков и Г.Л.Клещева (53)621.762.4.016(088.8)
(56)Верешака А.С.. Третьяков И.П. Режущие инструменты с износостойким покрытием. - М.: Машиностроение, 1986, с. 25.
(54) СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ НАГРЕВА ИНСТРУМЕНТА ПОД НАНЕСЕНИЕ ПОКРЫТИЯ
(57)Изобретение относится к обработке материалов резанием, в частности к изготовле- нию режущего инструмента. Целью
изобретения является повышение качества инструмента посредством определения оптимальной температуры нагрева. Режущий инструмент с углом заострения на 1-3° меньше, чем угол заострения покрываемого инструмента, помещают в вакуумной камере и подвергают разогреву тонкой бомбардировкой при различных температурах. При каждой температуре определяется радиус округления режущих кромок инструмента. По результатам измерений определяется зависимость радиуса округления от температуры. В качестве оптимальной принимается температура, при которой начинается изменение радиуса округления режущего инструмента. 1 ил.
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления режущего инструмента | 1988 |
|
SU1690954A1 |
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2413790C2 |
| Способ комбинированного упрочнения режущего инструмента | 2018 |
|
RU2708024C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТОНКОПЛЕНОЧНОГО ПОКРЫТИЯ НА БРИТВЕННОМ ЛЕЗВИИ | 2008 |
|
RU2446042C2 |
| Способ изготовления режущего инструмента из быстрорежущей стали и твердого сплава с износостойким покрытием | 1983 |
|
SU1465463A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МОДИФИКАЦИИ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2470407C2 |
| МНОГОСЛОЙНО-КОМПОЗИЦИОННОЕ ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 1998 |
|
RU2198243C2 |
| Способ изготовления режущих пластин с износостойким покрытием | 1990 |
|
SU1742020A1 |
| Режущий инструмент и способ его изготовления | 1982 |
|
SU1110212A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2260631C1 |
Изобретение относится к области обработки материалов резанием, в частности к области изготовления режущего инструмента.
Целью изобретения является повышение качества инструмента посредством определения оптимальной температуры нагрева.
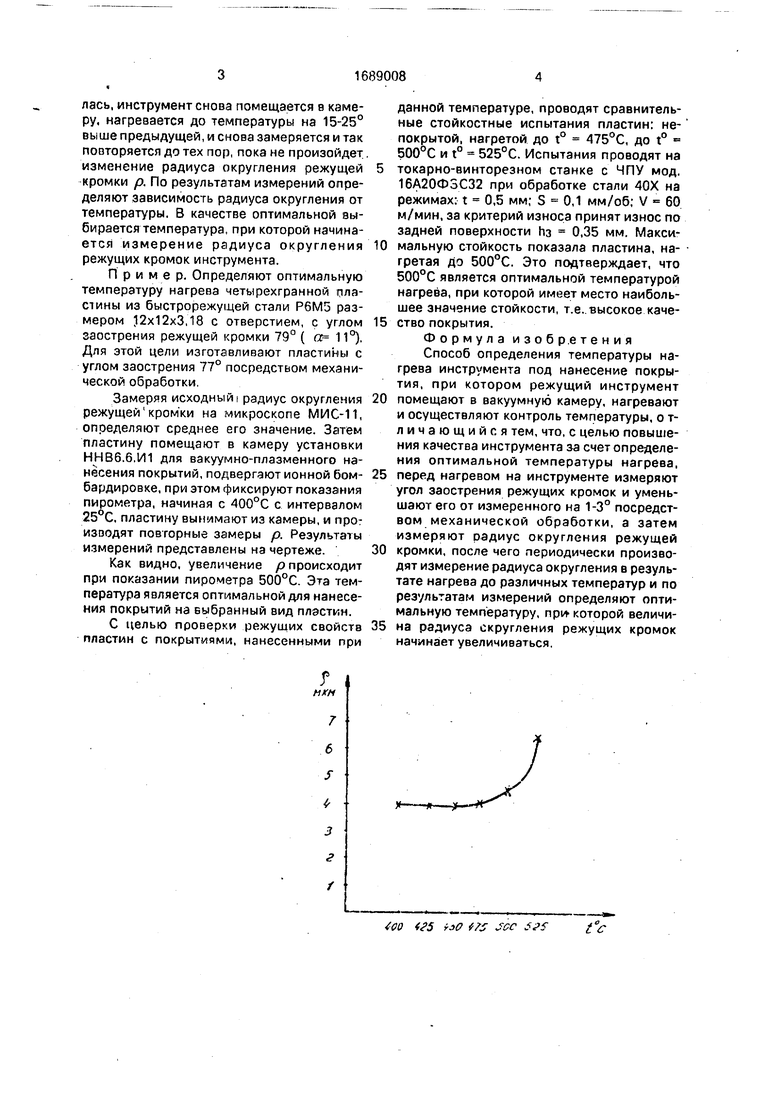
На чертеже представлена экспериментально полученная зависимость радиуса округления режущих кромок эталонного инструмента от температуры нагрева этого инструмента.
Способ осуществляют следующим образом: готовится инструмент с уменьшенным углом заострения на 1-3° меньше измеренного. При угле заострения инструмента, равном углу заострения покрываемого инструмента, выбранная температура не будет оптимальной, так как в процессе нанесения покрытия начинается изменение геометрических параметров режущей части инструмента, радиуса округления режущей кромки (величина р ), что вызывает снижение его стойкости. Если угол заострения инструмента будет отличаться от покрываемого больше, чем на 3°, то изменение величины р начинается при температуре меньше оптимальной, что снижает адгезию покрытия к базовому материалу инструмента
У инструмента замеряется величина р. Затем этот инструмент помещается в камеру установки для нанесени я покрытий, подвергается ионной бомбардировке. С помощью оптического пирометра контролируется температура нагрева инструмента. Температура первого процесса выбирается ниже на 50°, чем средняя температура по действующему техпроцессу. Затем инструмент вынимается из камеры, и нл нем снова измеряется р. Если величина f не измениО 00
о о о
00
лась, инструмент снова помещается в камеру, нагревается до температуры на 15-25° выше предыдущей, и снова замеряется и так повторяется до тех пор, пока не произойдет изменение радиуса округления режущей кромки р. По результатам измерений определяют зависимость радиуса округления от температуры. В качестве оптимальной выбирается температура, при которой начинается измерение радиуса округления режущих кромок инструмента.
Пример. Определяют оптимальную температуру нагрева четырехгранной пластины из быстрорежущей стали Р6М5 размером 12x12x3,18 с отверстием, с углом заострения режущей кромки 79° ( сс 11°). Для этой цели изготавливают пластины с углом заострения 77° посредством механической обработки.
Замеряя исходный: радиус округления режущей кромки на микроскопе МИС-11, определяют среднее его значение. Затем пластину помещают в камеру установки ННВ6.6.И1 для вакуумно-плазменного нанесения покрытий, подвергают ионной бом- бардировке, при этом фиксируют показания пирометра, начиная с 400°С с интервалом 25 С, пластину вынимают из камеры, и про: изводят повторные замеры р. Результаты измерений представлены на чертеже.
Как видно, увеличение р происходит при показании пирометра 500°С. Эта температура является оптимальной для нанесения покрытий на выбранный вид пластин.
С целью проверки режуших свойств пластин с покрытиями, нанесенными при
f мкм
7
6
S
Ь
3
f
данной температуре, проводят сравнительные стойкостные испытания пластин: непокрытой, нагретой до t° - 475°С, до t° - 500°С и t° - 525°C. Испытания проводят на токарно-винторезном станке с ЧПУ мод. 16А20ФЗС32 при обработке стали 40Х на режимах: t - 0,5 мм; S 0,1 мм/об; V - 60 м/мин, за критерий износа принят износ по задней поверхности 0,35 мм. Максимальную стойкость показала пластина, нагретая до 500°С. Это подтверждает, что 500°С является оптимальной температурой нагрева, при которой имеет место наибольшее значение стойкости, т.е. высокое качество покрытия.
Формула изобр.е тения Способ определения температуры нагрева инструмента под нанесение покрытия, при котором режущий инструмент помещают в вакуумную камеру, нагревают и осуществляют контроль температуры, о т- личающийся тем, что, с целью повышения качества инструмента за счет определения оптимальной температуры нагрева, перед нагревом на инструменте измеряют угол заострения режущих кромок и уменьшают его от измеренного на 1-3° посредством механической обработки, а затем измеряют оадиус округления режущей кромки, после чего периодически производят измерение радиуса округления в результате нагрева до различных температур и по результатам измерений определяют оптимальную температуру, при- которой величина радиуса округления режущих кромок начинает увеличиваться.
