W
v
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для сварки | 1988 |
|
SU1586886A1 |
| Состав электродного покрытия | 1989 |
|
SU1673354A1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2353496C2 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2007 |
|
RU2346797C1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ МОНТАЖНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2003 |
|
RU2257984C2 |
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
| ПЛАВЛЕНЫЙ ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2005 |
|
RU2309829C2 |
| СПОСОБ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 1988 |
|
RU2103128C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ГАЗОВЫХ ТУРБИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 2006 |
|
RU2346075C2 |
Изобретение относится к сварке, а именно к способам обработки сварочной проволоки из низколегированных сталей при подготовке к сварке. Цель изобретения - повышение качества сварного шва за счет ликвидации пор в наплавленном металле путем уменьшения содержания в проволочке газовых примесей. Согласно способу производят вакуумный отжиг с выдержкой в течение двух часов при остаточном давлении рт. ст. и температуре, равной 0,5 Т пл. материала проволоки, охлаждение с печью до 200°С и далее на воздухе до температуры окружающей среды. Режимы термообработки выбраны из условий исключения порообразования в наплавленном металле, сохранения в пределах допуска содержания углерода и марганца, а также обеспечения минимальной длительности процесса, 4 табл.
Изобретение относится к сварке, а именно к способам обработки сварочной проволоки из низколегированных сталей при подготовке к сварке.
Целью изобретения является повышение качества сварного шва за счет ликвидации пор в наплавленном металле путем уменьшения содержания в проволоке газовых примесей.
Подготовка к сварке низколегированной присадочной проволоки производится следующим образом.
После механической очистки поверхности проволоку в бухте (разрезанную на прутки) помещают в вакуумную печь, герметизируют ее и включают насосы. По достижении остаточного давления 10 мм рт.ст. осуществляют нагрев печи до температуры, равной 0,5 Т пл. отжигаемой проволоки, и
выдерживают при этой температуре в течение не менее 2 ч.
По окончании выдержки нагрев прекращают и производят охлаждение печи до 200°С, после чего печь открывают и охлаждение до цеховых температур производят на воздухе, что позволяет избежать образования окисленного слоя на поверхности обрабатываемой проволоки.
При температуре отжига, равной 0,5 Т Пл.. происходит достаточно интенсивный отвод газовых ионов (водорода, азота и др.) из локальных газовых скоплений.
При отжиге с температурой ниже 0,5 Т пл. миграции ионов замедляются и полного удаления газовых ионов не происходит.
При отжиге с температурой выше 0,5 Т Пл. процесс удаления вредных газовых примесей идет очень интенсивно, но вместе с тем происходит испарение легированных добаOs
ю
о
ю
00
вок и обезуглероживание присадочной проволоки, что нежелательно.
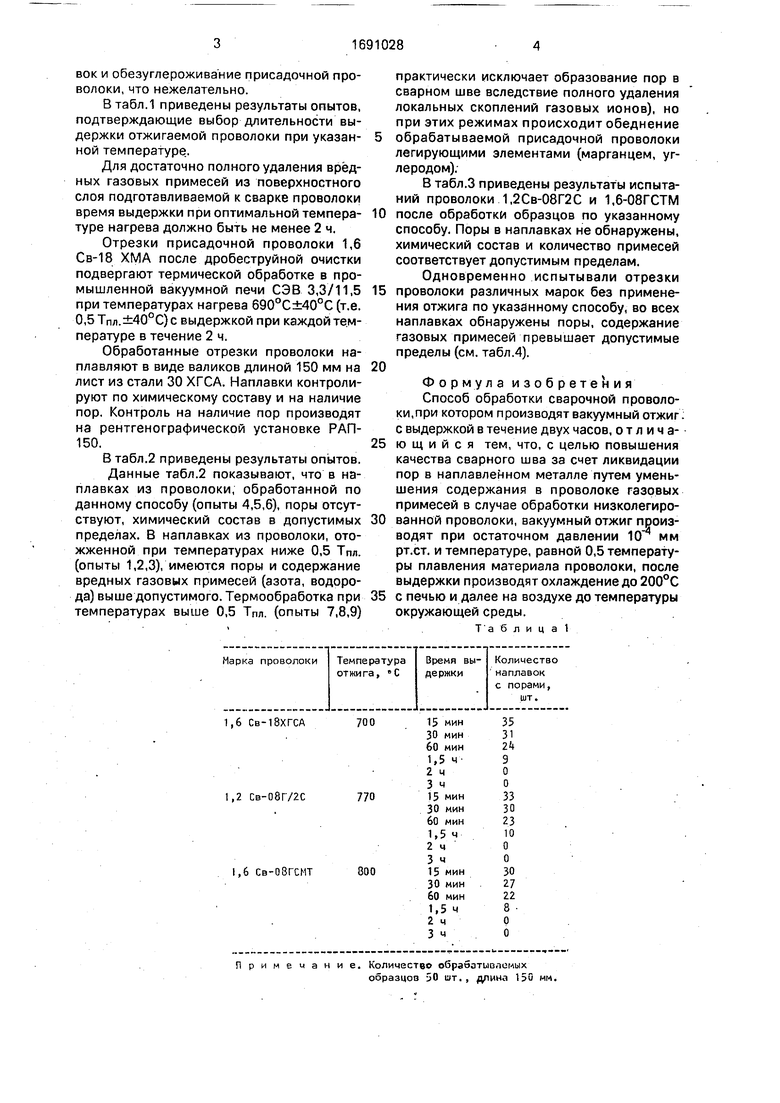
В табл.1 приведены результаты опытов, подтверждающие выбор длительности выдержки отжигаемой проволоки при указан- ной температуре.
Для достаточно полного удаления вредных газовых примесей из поверхностного слоя подготавливаемой к сварке проволоки время выдержки при оптимальной темпера- туре нагрева должно быть не менее 2 ч.
Отрезки присадочной проволоки 1,6 Св-18 ХМА после дробеструйной очистки подвергают термической обработке в промышленной вакуумной печи СЭВ 3,3/11,5 при температурах нагрева 690°С±40°С (т.е. 0,5Тгш.±400С)с выдержкой при каждой температуре в течение 2 ч.
Обработанные отрезки проволоки наплавляют в виде валиков длиной 150 мм на лист из стали 30 ХГСА. Наплавки контролируют по химическому составу и на наличие пор. Контроль на наличие пор производят на рентгенографической установке РАП- 150.
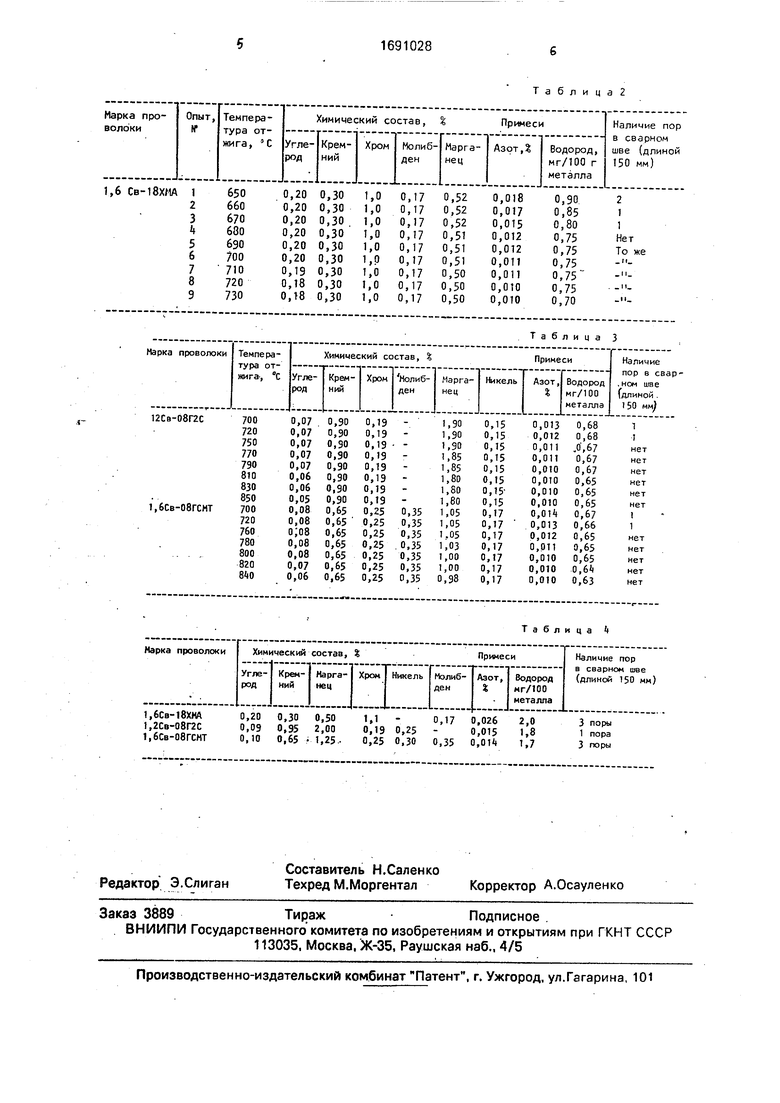
В табл.2 приведены результаты опытов. Данные табл.2 показывают, что в наплавках из проволоки, обработанной по данному способу (опыты 4,5,6), поры отсутствуют, химический состав в допустимых пределах. В наплавках из проволоки, отожженной при температурах ниже 0,5 Тпл. (опыты 1,2,3), имеются поры и содержание вредных газовых примесей (азота, водорода) выше допустимого. Термообработка при температурах выше 0,5 Тпл. (опыты 7,8,9)
1,6 Св-18ХГСА
1,2 СВ-08Г/2С
1,6 Св-08ГСМТ800
Примечание. Количество обрабатываемых
образцов 50 шт., длина 150 мм.
практически исключает образование пор в сварном шве вследствие полного удаления локальных скоплений газовых ионов), но при этих режимах происходит обеднение обрабатываемой присадочной проволоки легирующими элементами (марганцем, углеродом).
В табл.3 приведены результаты испытаний проволоки 1,2Св-08Г2С и 1.6-08ГСТМ после обработки образцов по указанному способу. Поры в наплавках не обнаружены, химический состав и количество примесей соответствует допустимым пределам.
Одновременно испытывали отрезки проволоки различных марок без применения отжига по указанному способу, во всех наплавках обнаружены поры, содержание газовых примесей превышает допустимые пределы (см. табл.4).
Формула изобретения Способ обработки сварочной проволоки,при котором производят вакуумный отжиг. с выдержкой в течение двух часов, отличающийся тем, что, с целью повышения качества сварного шва за счет ликвидации пор в наплавленном металле путем уменьшения содержания в проволоке газовых примесей в случае обработки низколегированной проволоки, вакуумный отжиг производят при остаточном давлении 10 мм рт.ст. и температуре, равной 0,5 температуры плавления материала проволоки, после выдержки производят охлаждение до 200°С с печью и далее на воздухе до температуры окружающей среды.
Т а б л и ц а 1
0
70
00
15 мин 30 мин 60 мин 1,5 ч
2ч
3ч
15 мин 30 мин 60 мин 1,5 ч
2ч
3ч
15 мин 30 мин 60 мин 1,5 ч
2ч
3ч
35
31
2k
Э
О
о 33
зо
23
10
о о зо
27
22
8
О
О
Таблица2
Таблица i
| Авторское свидетельство СССР №225229, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ОБРАБОТКИ СВАРОЧНОЙ ПРОВОЛОКИ | 0 |
|
SU186583A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
