Изобретение относится к сварке, а именно к электродам, используемым для ручной электродуговой сварки низколегированной стали перлитного класса в различных отраслях машиностроения, в частности для сварки оборудования АЭС.
Цель изобретения - повьшение уровня ударной вязкости и сохранение прочности сварного соединения после высокотемпературного нагрева и полной термообработки.
Содержание в составе покрытия электрода никелевого порошка в количестве 1,5-2,5 мае,% при указанном содержании остальных компонентов и выполнении заданного соотношения позволяет обеспечить требуемый уровень ударной вязкости и прочностных свойств металла сварных швов после высокотемпературного нагрева и последующей полной термообработки за счет . того, что никель упрочняет феррит
СП
ое
О5
СХ) 00
О)
и уменьшает размер зерна, Таким образом обеспечивается сохранение качества сварного соединения после высокотемпературного нагрева и полной термо обработки (закалка + отпуск)
При содержании в покрытии никелевого порошка более 2,5% в наплавленном металле наблюдается образование хрупких составляющих структур в состоянии после сварки из-за повьшения устойчивости аустенита в результате чего снижается сопротивление хрупкому ра зрушению металла свар ных швов после термической обработки При содержании в покрытии электрода никелевого порошка менее 1,5% металл сварных швов после указанной термической обработки имеет недостаточные прочностные характеристики из-за - уменьшения легирования никелем феррита. ..
При содержании в покрытии ферромарганца вьппе 2jO% /при указанном содержании остальных компонентов ) наблюдается ох рупчивание металла сварных щвов из-за упрочнения феррита и коагуляции карбидной фазы. При содержании в покрытии ферромарганца менее 0,5% в наплавленном металле в результате, его недостаточного раскисления наблюдается порообразование.
Содержание азота в стальном стержне электрода может изменяться от 0,005 до 0,03%, что определяется техническими условиями на сварочную проволоку, способом и условиями выплавки стали (мартеновский, вакуумно-ин- дукционный и другие способа выплавки) т.е. азот является неуправляемой по содержанию примесью, оказывающей влияние на механические свойства наплавленного металла (упрочнение и охруп- чивание) При содержании азота 0,005- 0,015% суммарное содержани е ферромарганца и никелевого порошка может быть выбрано произвольно, исходя из указанных пределов обоих компонентов, а при содержании азота 0,016-0,03% необходимо подбирать это суммарное содержание никеля и ферромарганца, . поэтому для обеспечения механических свойств металла сварных швов после высокотемпературного нагрева и полной термообработки следует корректировать состав покрытия, в частности содержание ферромарганца и никелевого по рошка в зависимости от содержания азота в стальном стержне.
0
5
При содержании азота в стальном стержне электрода 0,016-0,03% этот элемент начинает действовать как легирующая добавка, увеличивая прочностные характеристики и одновременно рупчивая наплавленный металл за счет образования.нитридов В этом случае, т .е. если содержание азота
0 изменяется от 0,016 до 0,03%, суммарное содержание ферромарганца и никелевого порошка должно соответст- вовать концентрации азота в стальном стержне и определяется из соотноше5 ния
2, + Nije 5-100 .
I
При этом при увеличении концентрации азота необходимо уменьшить максимально допустимое содержание ферромарганца и никелевого порошка, а при уменьшении концентрации азрта наоборот,
Если jeMn + ,0%, то в наплавленном металле наблюдается порообразование из-за недостаточного раскисления. При FeMnJ-+ 5-100 QN наплавленный металл обладает низким сопротивлением хрупкому разрушению из-за повышения доли хрупких .структур и составляющих. При содержании азота более 0,03% наплавленный металл имеет неудовлетворительное сопротивление хрупкому разрушению при всех соотношениях ферромарганца и никелевого порошка в покрытии электрода из-за сильного увеличения доли хрупких структур, в частности нитридов железа..
Содержание в покрытии электрода плавикового шпата от i8 до 22% снижает пористость в наплавленном металле за счет более полного связывания водорода и удаления его из зоны дуги При содержании плавикового шпата меньше 18% .в наплавленном металле возникает водородная пористость. При содержании плавикового шпата больше 22% нарушается устойчивость дуги, так как из-за снижения скорости затвер- девания шлака он мешает процессу сварки.
Содержание в покрытии ферротитана 5 в количестве 5-7% и исключение двуокиси титана обеспечивают необходимое раскисление наплавленного металла и исключают нежелательное легирование
0
5
0
5
0
титаном, позволяют улучшить уровень сопротивления хрупкому разрушению, При содержании ферротитана менее 5% возникает порообразование в наплавленном металле из-за его недостаточного раскисления. При содержании в покрытии ферротитана более 7% падает уровень сопротивления хрупкому разрушению из-за повышения легирования титаном наплавленного металла.
Увеличение содержания железного порошка в покрытии до 3-6% приводит к улучшению технологичности изготовления электродов и, кроме того,увеличивает производительность наплавки. При содержании железного порошка менее 3% ухудшается технологичность изготовления электродов и падает производительность наплавки. При содержании в покрытии электрода железного порошка более 6% ухудшается удаляемость шлака и увеличивается разбрызгивание при сварке.
Кварцевый песок в количестве 5-7% улучшает вязкость шлаковой корки. При содержании в покрытии кварцевого пес менее 5% наблюдается недостаточная - вязкость шлаковой корки. При содержании кварцевого песка более 7% резко возрастает вязкость шлаковой корки, кроме того, происходит насыщение наплавленного металла кремнием . и ухудшается сопротивление хрупкому разрушению наплавленного металла. Ферросилиций в количестве 3-5% действует в качестве раскислителя и препятствует образованию в наплавленном металле пор. При содержании ферр силиция более 5% в наплавленном металле увеличивается содержание кремния, при этом резко падает сопротивление хрупкому разрушению.
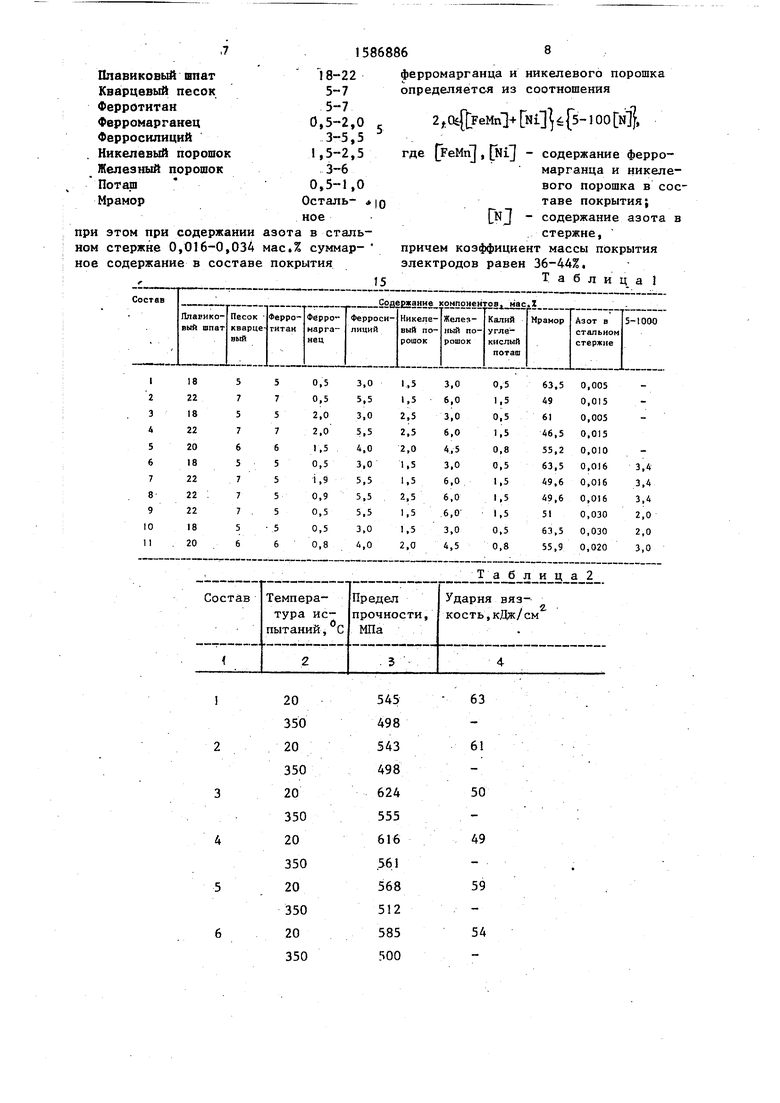
Изготовляют электроды с указанным в табЛо составами покрытия и содержанием в стальном стержне марки СВ-10ГН1МА азота. В таблЛ представлены механические свойства металла, наплавленного электродами указанного в табл.1 состава
Качество сварного .соединения посл высокотемпературного нагрева и полно термообработки (закалка + отпуск) оценивают пределом прочности и сопро . тивлением хрупкому разрушению наплавленного металла. За параметр сопротиления хрупкому разрушению принята ударная вязкость образца Шарпи при
15
20
25
и
и ка о-до, равная 49 Дж/см- о Предел.прочности при равный 540 МПа, и при 350°С, равный 490 МПа, является параметром прочностных свойств наплавленного металлав
Свойства наплавленного металла получены после термоообработки: нагрев 1150 С, выдержка 2 ч, охлажде-
10 ние на воздухе, закалка
выдержка
30
35
650 С,
от 920 С,
охлаждение в масло, отпуск бЬи С, выдержка 10 ч, охлаждение с печью со скоростью 10-25 С/ч. технологический отпуск 620°С, выдержка 15 ч,-650°С, выдержка 30 ч, охлаждение с печью со скоростью 10-25°С/Чл
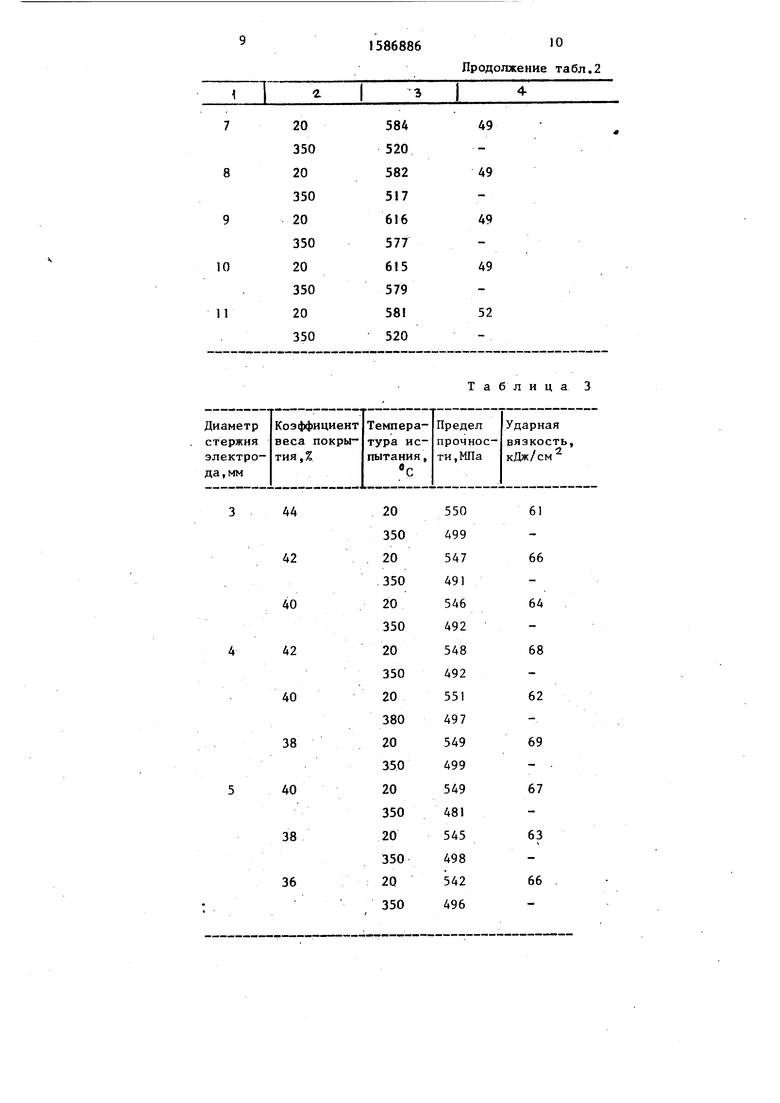
Коэффициент веса покрытия электрода равен 36-49% и в конкретных партиях электродов для стержня диаметром 3 мм составляет 40-44% для стержней диаметром 4 мм 38-42%, а для стержней диаметром 5 мм 36-40%
В табл.3 представлены результаты испытаний механических свойств сварных соединений, выполненных электродами с диаметрами стержней 3-5 мм и имеющих состав покрытия по варианту 1 (табл.1). Сварные швы подвергнуты указанной термообработке.
Электрод обеспечивает повьппение уровня ударной вязкости при сохранении прочностных свойств сварных соединений после высокотемпературного нагрева и последующей термообработки. .
Формула
зобретения
Электрод для сварки низколегированной стали перлитного класса, состоящий из стержня, выполненного из низколегированной проволоки, содержащей марганец, никель, молибден, и покрытия, содержащего мрамор, плавиковый шпат, кварцевый песок, ферротитан, ферромарганец, ферросилиций, железный порошок и поташ, отличающийся тем, что, С целью повьш1е- ния уровня ударной вязкости и сохранения прочности сварного соединения после высокотемпературного нагрева и полной термообработки, сварочная i проволока дополнительно содержит азот в количестве 0,005-0,03 мас.%, а состав покрытия дополнительно содержит никелевый порошок при следующем соотношении компонентов, мас.%:
к
15868
18-22 5-7 5-7 0,5-2,0 5
3-5,5 1,5-2,5
3-6
0,5-1,0 Осталь- |о
нов
этом при содержании азота в стальстержне 0,016-0,034 мас,% суммар- содержание в составе покрытия
15
8
ферромарганца и никелевого порошка определяется из соотношения
2 NI s-100 N,
где (/еМп, NiJ - содержание ферромарганца н никелевого порошка в составе покрытия; кД - содержание азота в стержне,
причем коэффициент массы покрытия
электродов равен 36-44%.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для сварки | 1990 |
|
SU1731551A1 |
| Электрод для сварки низколегированной стали | 1989 |
|
SU1666285A1 |
| Электродное покрытие | 2019 |
|
RU2727383C1 |
| Сварочный электрод | 1990 |
|
SU1821319A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЕРЛИТНЫХ СТАЛЕЙ | 2010 |
|
RU2428291C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2012 |
|
RU2504465C1 |
| Шихта порошковой проволоки | 1977 |
|
SU733931A1 |
| Шихта порошковой проволоки | 1990 |
|
SU1731549A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2007 |
|
RU2381885C2 |
| Низколегированная самозащитная порошковая проволока для подводной мокрой сварки высокопрочных сталей | 2024 |
|
RU2832711C1 |
Изобретение относится к сварке, в частности к электродам, используемым для ручной дуговой сварки низколегированной стали перлитного класса в различных отраслях машиностроения. Цель изобретения - повышение уровня ударной вязкости и сохранение прочности сварного соединения после высокотемпературного нагрева и полной термообработки. В качестве стержня электрода используется низколегированная проволока, содержащая марганец, никель, молибден и азот. Состав покрытия содержит, мас.%: плавиковый шпат 18-22, кварцевый песок 5-7, ферротитан 5-7, ферромарганец 0,5-2,0, ферросилиций 3,0-5,5, железный порошок 3-6, поташ 0,5-1,0, никелевый порошок 1,5-2,5 и мрамор остальное. При содержании азота в стальном стержне 0,016-0,034 мас.% суммарное содержание в покрытии ферромарганца и никелевого порошка удовлетворяет соотношению 2,0≤{[FEMN]+[NI]}≤{5-100[N]}, где [FEMN],[NI] - содержание ферромарганца и никелевого порошка в составе покрытия
[N] - содержание азота в стержне. Коэффициент массы покрытия электрода равен 36-44. 3 табл.
20
350
20
350
20
350
20
350
20
350
20
350
Таблица2
63
6
50
49
59
54
44
42
40
42
40
38
40
38
36
1586886 О
Продолжение табл.2
Таблица 3
61
66
64
68
62
69
67
63
66
| Состав электродного покрытия | 1984 |
|
SU1166950A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 0 |
|
SU388858A1 |
