Изобретение относится к сварке, в частности кустройствам для перемещения сварочных полуавтоматов, и может быть использовано в сварочном производстве при полуавтоматической сварке металлоконструкций.
Целью изобретения является расширение технологических возможностей и повышение грузоподъемности стрелы.
На фиг.1 представлено устройство, общий вид; на фиг.2 - схема разложения сил механизма уравновешивания.
Устройство для сварки содержит стойку 1, кронштейн 2, смонтированный на стойке 1 с возможностью поворота вокруг ее оси, шарнирно установленный на кронштейне 2 механизм уравновешивания 3, включающий корпус 4 с перемещающимся штоком 5 и жестко закрепленную на корпусе 4 параллельно продольной оси штока 5 стрелу 6 со сварочным механизмом 7. На кронштейне 2 жестко закреплен профильный опорный элемент 8 с профильной поверхностью 9
О 4D
О
Ю
ю
переменной кривизны, взаимодействующий с роликом 10 штока 5, подпружиненного пружиной 11 к опорному элементу 8. Ось 12 шарнира кронштейна 2 расположена на продольной оси стрелы 6, а радиус кривизны профильной поверхности 9 опорного элемента 8 выбран в соответствии с формулой
R 2(QLcos/3-P l) кP-sin y
Форма криволинейной профильной опорной поверхности элемента 8 обеспечивает создание момента, противодействующего опрокидывающему моменту стрелы 6.
Исходя из условия равновесия MQ М(1)
где MQ - опрокидывающий момент стрелы;
М - противоопрокидывающий момент;
Mo QL-COS/ (2)
где Q - сила веса стрелы со сварочным механизмом, приложенная к концу стрелы;
L - расстояние от конца стрелы до оси шарнира поворота стрелы;
/f-угол наклона стрелы к горизонту.
Разложение силы сжатия пружины Р в точке Oi
Pi P sin у(3)
где Pi - составляющая силы Р, направленная перпендикулярно к мгновенному радиусу кривизны профиля опорного элемента в точке СИ;
у-угол между направлением приложения силы Р и мгновенным радиусом кривизны профильной поверхности опорного элемента в точке Oi.
Разложение составляющей PI в точке Он
Р2 Pi COSyили
Ра Р siny cosy(4)
где Р2- составляющая силы Р1, направленная перпендикулярно радиусу вектора R.
М Р2 R + PI,(5)
где I - расстояние от штока до оси стрелы.
Подставляем значения уравнения (3) и (4) в уравнение (5), получаем . . М Р stn у cos у R + PI
Psin2yR , р, Р sin2y + п2
R + 2PI
Подставляя значения уравнений (2) в уравнение (1), получаем
QLco / -p- tn22yR+2Pl.
2QL.cosЈ P -sln2yR +2PI ,
р 2Q Lcosff -2PI 2(QI cos/8 - PI) n Psin2yP sin2y
Устройство работает следующим обра- . зом.
Составляющая Pi, взаимодействующая с криволинейным профилем 9, создает противоопрокидывающее усилие Р2. Усилие пружины Р смещено относительно центра вращения О на расстояние I и создает противоопрокидывающий момент PI. Форма криволинейного профиля поверхности 9
определена исходя из условия равновесия стрелы 6 с закрепленными на ней элементами 7 в любом угловом положении при ее повороте вокруг оси О. Расчет показывает, что равновесие обеспечено только по кривой криволинейной поверхности 9, каждая точка которой удовлетворяет уравнению (6). При перемещении сварочного механизма 7 усилие от массы шлангов передается концу стрелы б, которая поворачивается
вокруг вертикальной и горизонтальной осей вслед за механизмом 7.
При повороте стрелы вокруг горизонтальной оси вниз опрокидывающий момент Мо, создаваемой массой стрелы б и закрепленным на ней механизмом 7, увеличивается прямо пропорционально cos ft, где ft- угол наклона стрелы к горизонту, т.е. он увеличивается по синусоидальной кривой. Шток 5, поворачиваясь вместе со стрелой
6 и обкатываясь роликом 10 по поверхности 9, перемещается в корпусе 4, сжимая пружину 11. Противоопрокидывающие усилия Ра и Р также увеличиваются по синусоидальному закону. Таким образом, стрела 6 уравновешивается и для поворота к ее концу необходимо приложить небольшое дополнительное усилие натяжением шлангов сварочного механизма 7. Для сварки длинных швов обычная кассета сварочного полуавтомата заменяется специальным бухторазма- тывателем - для увеличения времени выработки проволоки.
Расположение оси О поворота стрелы б в вертикальной плоскости на расстоянии I /
относительно оси ролика 10 штока 5 повышает грузоподъемность стрелы, а также дает возможность удлинить стрелу 6 и шланги сварочного механизма 7, тем самым увеличивая длину свариваемых швов и расширяя
технологические возможности устройства. Формула изобретения Устройство для сварки, содержащее стойку, кронштейн, смонтированный на стойке с возможностью поворота вокруг ее оси,
стрелу со сварочным механизмом, шарнирно установленную на кронштейне с возможностью поворота в плоскости, проходящей через осы стойки-, а также механизм уравновешивания стрелы, включающий
корпус, связанный со стрелой, опорный элемент с профильной поверхностью переменной кривизны, жестко закрепленный на кронштейне, и подпружиненный к опорному элементу шток, смонтированный в корпусе с возможностью перемещения вдоль оси стрелы и оснащенный роликом, установленным с возможностью контакта с профильным опорным элементом, отличающее- с я тем, что, с целью расширения технологических возможностей и повышения грузоподъемности стрелы, ее ось совмещена с осью шарнира кронштейна, а кривизна профильной поверхности опорного элемента в каждой ее точке выбрана в соответствии с формулой
0
5
-nvaflr 1 ;
где R - радиус-вектор или расстояние от любой точки профильной поверхности до оси шарнира поворота стрелы;
Q - силй веса стрелы со сварочным механизмом, приложенная к концу стрелы;
L - расстояние от конца стрелы до оси шарнира поворота стрелы;
Р - сила сжатия пружины штока;
ft- угол наклона стрелы к горизонту;
у- угол между направлением силы сжатия пружины штока и радиусом кривизны профильной поверхности опорного элемента;
I - расстояние от оси штока до оси стрелы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1985 |
|
SU1250432A1 |
| Устройство для сварки | 1985 |
|
SU1291340A1 |
| Следящее устройство для сварки криволинейных угловых швов | 1987 |
|
SU1447625A1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2015 |
|
RU2612881C1 |
| СТОЙКА ПОВОРОТНАЯ ОПОРНО-ПОВОРОТНОГО УСТРОЙСТВА КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2213043C2 |
| КРАН-МАНИПУЛЯТОР | 2002 |
|
RU2240972C2 |
| Устройство для дуговой сварки | 1985 |
|
SU1318378A1 |
| Установка для автоматической сварки | 1989 |
|
SU1687414A1 |
| Устройство для автоматической сварки криволинейных швов | 1975 |
|
SU529036A1 |
| Бурильная установка | 1985 |
|
SU1294986A1 |
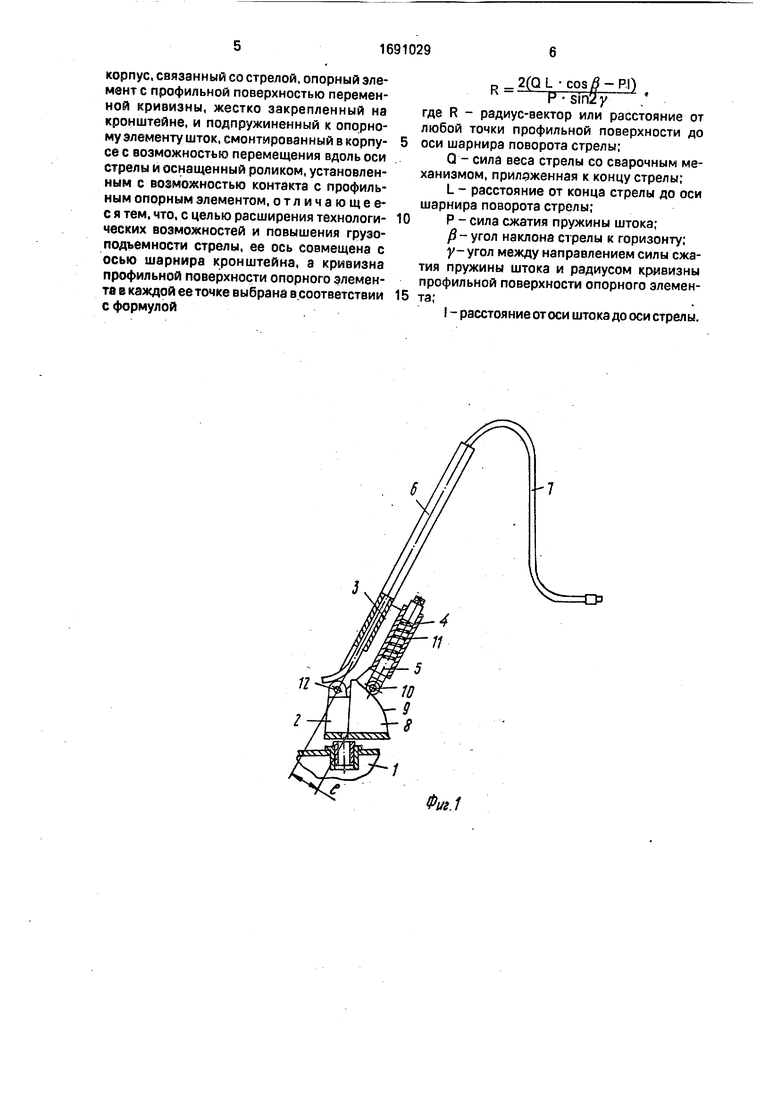

Изобретение относится к сварке, в частности к устройствам для перемещения сварочных полуавтоматов, и может быть использовано в сварочном производстве при полуавтоматической сварке металлоконструкций. Цель изобретения - расширение технологических возможностей и повышение грузоподъемности стрелы. При перемещении сварного механизма 7, размещенного на конце стрелки 6, возникает противоопроки- дывающий момент от действия силы сжатия пружины II штока 5, размещенных в корпусе 4, связанном с кронштейном 2, за счет обкатывания ролика 10 по продольной поверхности 9 опорного элемента 8, жестко закрепленного на кронштейне 2. Ось стрелы 6 совмещают в одной плоскости с осью 12 шарнира кронштейна 2, а ось штока 5 и пружины 11 отнесена на заданное расстояние от оси стрелы 6. Кривизну профильной поверхности 9 определяют в соответствии с формулой R 2(QL cos ft - Р1)/Р sin 2 у, где R - радиус-вектор или расстояние от любой точки профильной поверхности до оси шарнира поворота стрелы; Q - сила веса стрелы со сварочным механизмом, проложенным к концу стрелы; L- расстояние от конца стрелы до оси шарнира ее поворота; Р - сила сжатия пружины штока; ft - угол наклона стрелы к горизонту; у-угол между направлением силы сжатия пружины штока и радиуса кривизны продольной поверхности; I - расстояние от оси штока до оси стрелы. Увеличение противоопрскидываю- щего элемента позволяет увеличить грузоподъемность стрелы и ее длину, что обеспечивает сварку швов большей протяженности. 2 ил. -г Ё
П
-7
Фиг,1
V
Фиг. 2
| Устройство для сварки | 1985 |
|
SU1250432A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
