Изобретение касается оборудования для автоматической сварки и может быть применено, например, для контактной точечной сварки деталей с использованием клещей.
Известно устройство для контактной свар ки с использованием малогабаритных самоходных тележек ClJ.
Самоходная тележка содержит две пары наклонных роликов, жестко соединенных между собой. Ось привода представляетсобой шарнирную ось, с одной стороны несущую приводные, а с другой стороны - сварочные ролики.
Наличие общей базы роликов и неповоротные оси вращения опорных приводных роликов позволяют использовать известное уст ройство при перемещении по прямолинейным кромкам свариваемых деталей или по контуру с достаточно больщим радиусом кривизны и не допускают значительной горизонталь ной кривизны свариваемых поверхностей.
Также известно устройство для автоматической сварки криволинейных швов изделий, содержащее сварочную головку, установленную в корпусе, механизм перемещения корпуса. зерх;-ке ц и;1жние опорные ролики и кошфные ролики 2j.
При работе такого устройства опорные роликИ; BsaHN/o.aeiiCTByH сверху и снизу с горизонтально расположенньпчш кромками свариваемого изделия фиксируют сварочную головку, а копирные ролики, взаимодействуя с вертикально расположенным элементом, направляют сварочную головку вдоль шва.
Данное устройство является наиболее близким к изобретению по технической сущности и достигаемому результату.
Однако оно не обеспечивает качественной сварки изделий с местной (гофры, вмятины и т.д.) или общей кр1шизной в горизонтальной плоскости, а также изделий с небштьшим радиусом кривизны.
Для повышения качества сварного соединения предлагаемое устройство снабжено двумя независимыми каретками, в каждой из которых закреплен верхний и нижний опорные ролики, при этом каретки установлены в корпусе с возможностью поворота в двух взаимно-перпендикулярных направпениях, например в сферических подшипниках.
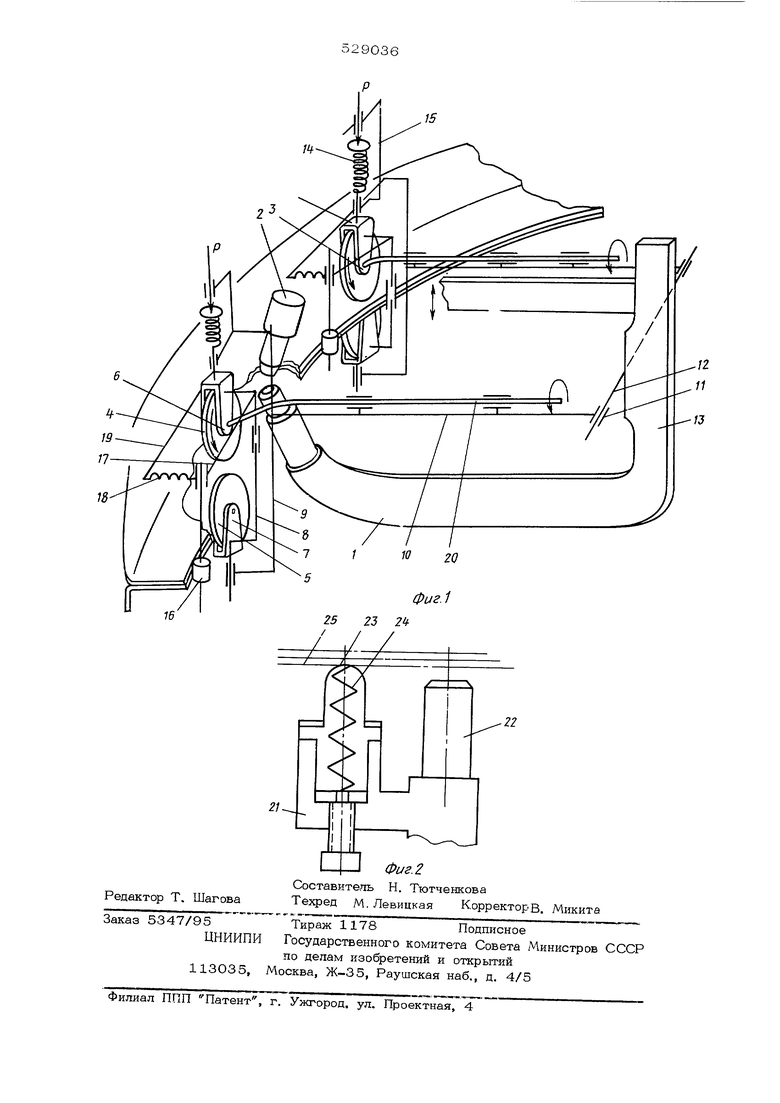
На фиг. 1 дана схема устройства с использованием клещей подвесной сварочной машины; на фиг. 2 - узел фиксации транспортного положения клешей.
Устройство состоит из сварочной головки, в данном примере клещей 1 подвесной контактной точечной машины с прямолинейным ходом верхнего электрода 2, и двух независимых кареток 3.
Каждая из кареток содержит два наклонных опорных ролика - верхний приводной 4 и нижний холостой 5, установленные соответственно в обоймах 6 и 7. Последние связаны между собой рамкой 8 с возможностью регулирования расстояния между ос5гми роликов для технологической наст ройки по толщине. Обоймы 6 и 7 роликов установлены на подшипниках в раме 9, жес ко соединенной, с тягой 10, которая в свою очередь соединена сферическим подшипником 11с осью 12, жестко связанно с корпусом 13 клешей 1.
Усилие сжатия опорных роликов создается регулируемой пружиной 14, установленной в кронштейне 1 5, жестко связанном с рамой 9.
Каждая из кареток снабжена копирным роликом 16, ось которого установлена в подшипнике рычага 17, соединенного пружиной 18 с рычагом 19. Рычаг 19 жестко связан с рамой 9 каретки, а рычаг 17 - с обоймой 6 верхнег-о ролика.
Вращение на приводные ролики 4 каретк передается через гибкие валики 20 или от двух автономных приводов, или от одного привода с раздаточным устройством крутящего момента на каждый из гибких валиков 20.
Узел фиксации транспортного положения клещей состоит из скобы 21, закрепленной неподвижно на свече нижнего электрода 22 и установленного в гнезде скобы плунжера 23 с регулируемой прзжиной 24.
Устройство работает следующим образом.
При подаче крутящего момента на приводные наклонные опорные ролики 4, устанавливаемые параллельно кромкам свариваемых деталей 25, сварочные клещи 1 перемешаются относительно поверхности свариваемых деталей за счет сил трения, возникаоишх между поверхностью наклонных роликов 4 и 5 и поверхностью свариваемых деталей. Наклон осей роликов 4 и 5 вызывает при движении устройства появление постоянной составляющей силы, направленной от кромок свариваемых деталей. Величина этой силы зависит от силы Tpeii: между поверхностями роликов и детал ;и угла наклона роликов. Сила постоянно стремится втянуть все устройство на свариваемые детали, но копирный ролик 16 препятствует этому за счет действия пружины 18, поджимающей его к кромкам свариваемых деталей.
При появлении кривизны ролик 16, перемещаясь по кромкам деталей 25, в зависимости от направления кривизны растягивает или сжимает пружину 18, что вызьюает через рычаг 17 поворот рамки 8 вместе с обоймами 6 и 7 роликов 4 и 5 в соответствии с радиусом кривизны. Вмеоте с каретками по задаваемой копирным роликом траектории перемещается и сварочная головка, связанная с каретками через рамы 9 и тяги 10.
Узел фиксапии транспортного положения клещей служит для исключения касания поверхности деталей электродами при перемещении устройства между сварочными циклами.
При снятии сварочного давления плунжер 23 под действием пружины 24 заставляет повернуться клещи 1 в подшипниках 11, тем самым обеспечивая не обходим ьй зазор между поверхностями электродов и свариваемыми деталями. Под действием сварочного усилия плунжер утаготивается в скобе 21.
Формула изобретения
1. Устройство для автоматической сварки криволинейных швов, содержащее сварочную головку, установленную в корпусе, механизм перемещения корпуса, верхние и нижние опорные ролики и копирные ролики, отличающееся тем, что, с целью повышения качества сварного соединения, устройство снабжено двумя независимыми каретками, в каждой из которых закреплен верхний и нижний опорные ролики, при этом каретки установлены в корпусе с возможностью поворота в двух взаимно перпендикулярных направлениях.
2. Устройство по п. 1, отлича ющ е е с я тек;, что каретки установлены в корпусе в сферических подшипниках.
Источники информации, принятые во внимание гфи экспертизе:
1.Патент Франшш № 2120423, М. Кл. В 23 К 11/06, 30.10.72.
2.Авторское свидетельство № 428896 М.Кл.-В 23 К 37/02, 18.07.72. 25 23 2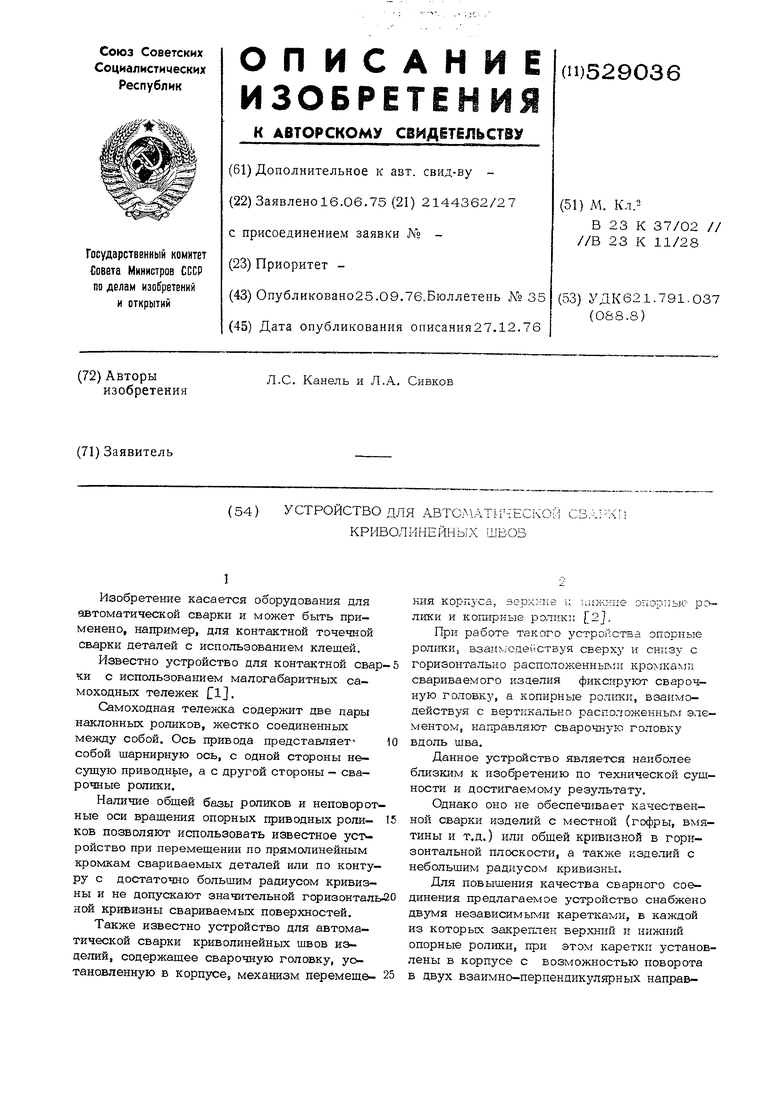
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочно-сварочный агрегат | 1990 |
|
SU1812035A1 |
| ДАТЧИК СИСТЕМЫ УПРАВЛЕНИЯ КЛЕЩАМИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ОТБОРТОВОК ПЕРЕМЕННОЙ ШИРИНЫ | 2001 |
|
RU2218253C2 |
| Манипулятор | 1987 |
|
SU1523294A1 |
| Машина для контактной сварки по контуру | 1978 |
|
SU747650A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ СВАРОЧНЫХ КЛЕЩЕЙ | 1994 |
|
RU2065805C1 |
| Устройство для автоматической сварки | 1976 |
|
SU732107A1 |
| Устройство для одновременной сварки двух угловых или нахлесточных швов | 1974 |
|
SU647088A1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2015 |
|
RU2612881C1 |