11
Изобретение относится к сварочному производству, а именно к оборудованию для дуговой сварки, и может быть использовано для сварки швов ограниченной протяженности.
Цель изобретения - расширение технологических возможностей и повышение качества сварки, а также сокращение производственной площади.
Цель достигается тем, что устройство снабжено механизмом поворота штанги со сварочной горелкой вокруг оси стойки, а также тем, что направляющая со штангой установлена с возможностью поворота в вертикальной плоскости при сварке. .
На фиг. 1 изображена установка для дуговой сварки, общий вид; на фиг. 2 - то же, вид сверху; на фиг.З разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1 (показано горизонтальное положение каретки); на фиг. 5 - разрез В-В на фиг. 2 (показано наклонное положение каретки).
Установка для дуговой сварки (фиг« 1 и 2) содержит стойку 1, корпус 2, смонтированный на стойке 1 с возможностью поворота вокруг оси 3, направляющую 4, смонтированную на корпусе 2 посредством горизонтального шарнира 5, штангу 6, установленную в направляюп;ей 4 с возможностью перемещения вдоль своей оси 7 и снабженную приводом 8 перемещения штанги. На конце штанги 6 смонтирована каретка 9 со сварочной горелкой 10. Каретка 9 снабжена опорными роликами 1 и смонтирована на штанге 6 посредством горизонтального шарнира 12, вертикального шарнира 13, а также с возможностью установочного поворота вокруг оси 7 штанги 6 и фиксации угла ее поворота вокруг упомянутой оси посредством клеммного зажима 14 (фиг. 4 и 5). На корпусе 2 закреплен упругий элемент - пластинчатая пружина 15, а на стойке 1 смонтирован кронштейн 16 с двумя регулируемыми упорами 17, поочередно взаимодействующими с пружиной 15(фиг. 3 Кронштейн 16 смонтирован на стойке 1 с возможностью установочного поворота вокруг оси 3 и фиксации зажимом 18 угла его поворота вокруг упомянутой оси. Привод 8 шагового перемещения штанги 6 предназначен для обеспечения ее пульсирующего движения.
Установка для сварки работает следующим образом.
82
Штангу 6 выдвигают из направляющей 4 таким образом, что положение горелки 10 совпадает с началом собранного под сварку соединения. Каретку
9 поворачивают на штанге 6 вокруг
оси 7 на угол, соответствующий расположению горелки к свариваемой кромке, например вертикально (фиг. 4). Опорные ролики 11 выставляют по сварочным кромкам, горелку 10 выставляют на необходимый зазор и соединяют штангу с приводом ее перемещения. При сварке швов с вертикальным расположением горелки 10 (фиг. 4)
опорные ролики 11 перемещаются по сварочной кромке, а каретка 9 опирается на изделие 19 силой своего веса. Все неровности сварочной кромки компенсируются самоустановочными поворотами каретки 9 на шарнирах 12 и
13,а отклонение от горизонтальности свариваемого изделия 19 компенсируется поворотами направляющей 4 на горизонтальном шарнире 5. При этом каретка 9 может перемещаться по наклонной плоскости, наклоненной как вниз, так и вверх по ходу кареткч 9. По мере приближения каретки 9 к стойке 1 уг ол наклона оси 7 штанги 6 к
горизонтали увеличивается, следовательно, задний конец щтанги 6 поднимается, не занимая лишней площади в зоне, свободной от свариваемого изделия 19, перемещение каретки происходит до отключения подачи сжатого воздуха на привод 8.
При сварке швов с наклонным расположением сварочной горелки 10 (фиг. 5), т.е. в тех случаях,- когда
необходим поджим опорных роликов 11. не только вниз, но и к наклонной (или вертикальной) плоскости свариваемого изделия 19, каретку 9 разворачивают, на штанге 6 вокруг оси 7
на необходимый угол и в этом угловом положении фиксируют ее зажимом
14.Корпус 1 с направляющей 4 и штангой 6 разворачивают вокруг оси 3 стойки 1 до соприкосновения опорных
роликов с наклонной (или вертикальной) плоскостью изделия 19. Вместе с корпусом 2 поворачивается закрепленная на нем пластинчатая пружина 15, одновременно поворачивают
кронштейн 16 до соприкосновения одного из упоров 17 с пластинчатой пружиной 15 и фиксируют угловое положение кронштейна 16 зажимом 18. Затем перемещением упора 17 пластин31
чатую пружину 15 изгибают на некоторый угол (фиг. 3), создавая тем самым поджим роликов 11 в горизонтальном направлении к наклонной (или вертикальной) плоскости изделия 19. Включают сварочный полуавтомат и привод 8. Штанга 6 с кареткой 9 совершают пульсирующее перемещение вдоль свариваемой кромки. В процессе перемещения вертикальный поджим роликов 11 к изделию осуществляется силой веса каретки 9, а в горизонтальный поджим - усилием пластинчатой пружины 15. Отклонения свариваемой кромки от горизонтальности компенсируются поворотами направляющей на шарнире 5, а отклонения- от вертикальности - поворотами корпуса 2 на стойке вокруг оси 3. Вертикальный поджим роликов 11 сохраняется при значительных отклонениях сварочной кромки от горизонтальности. Это обеспечивается возможностью поворота направляющей 4 на шарнире 5 на большой угол, а также большим радиусом поворота каретки 9 вокруг шарнира 5.
Горизонтальный поджим роликов 11 сохраняется при значительных отклонениях сварочной кромки от вертикальности. Это обеспечивается расположением пластинчатой пружины 15 вблизи оси 3 поворота, что позволяет при малой стреле прогиба пластинчатой пружины 15 компенсировать большую величину линейного отклонения конца штанги 6 в горизонтальной- плоскости.
При необходимости поджима опорных роликов 11 к противоположно расположенной наклонной (или вертикальной) плоскости пластинчатую пружину 15 поджимают противоположным упором 17.
Установка обеспечивает сварку швов с максимальной дпиной L, расположенных радиально оси 3 стойки 1.
Использование изобретения позволит обеспечить надежный поджим и самоустановку каретки со сварочным инструментом к изделию как в горизонтальном, так и в вертикальном направлениях, что повьпиает качество сварки значительно увеличить диапазоны слежения сварочного инструмента как за вертикальными, так и за горизонтальными отклонениями сварочной кромки. Посредством прямолинейного перемеше84
ния штанги обеспечивается сварка криволинейных швов, при этом отклонение сварочной кромки от прямолинейности допускается, как в вертикальном, так
ив горизонтальном направлениях. Это расширяет технологические возможности установки для сварки. Кроме того, позволит обеспечить горизонтальный поджим каретки к изделию в противоположных направлениях, это же техническое решение обеспечивает поджим каретки к стенкам изделия, расположенным наклонно, и сократить производственную площадь, занимаемую задним концом
штанги в ее нерабочем положении.
Формула изобретения
Устройство для дуговой сварки,содержащее стойку, корпус, смонтированный на стойке с возможностью вращения вокруг ее оси, направляющую, соединенную с корпусом, штангу, расположенную в направляющей с возможностью перемещения вдоль своей продоль- ной оси, привод перемещения штанги, каретку со сварочной горелкой, установленную на конце штанги, отличающееся тем, что, с целью
расширения технологических возможностей, повышения качества сварки и сокращения производственной площади, оно снабжено механизмом поворота штанги вокруг оси стойки, выполненным в виде кронштейна, смонтированного на стойке с возможностью поворота вокруг нее и фиксации в требуемом положении, регулируемых упоров, расположенных на кронштейне напротив
друг друга, пластинчатой пружины, закрепленной одним концом на корпусе с возможностью взаимодействия свободного ее конца с одним из упоров, пальцем, закрепленным в корпусе перпендикулярно оси стойки, и клеммным зажимом, установленным на конце штанги с возможностью установочного поворота вокруг ее продольной оси, при этом направляющая соединена с корпусом при помощи пальца с возможностью поворота на нем, а сварочная каретка соединена со штангой при помощи клеммного зажима, на котором установлена шарни1)но с возможностью поворота в плоскости, проходящей через продольную ось штанги.
3
Фиг.2
Д-А
Фиг. 5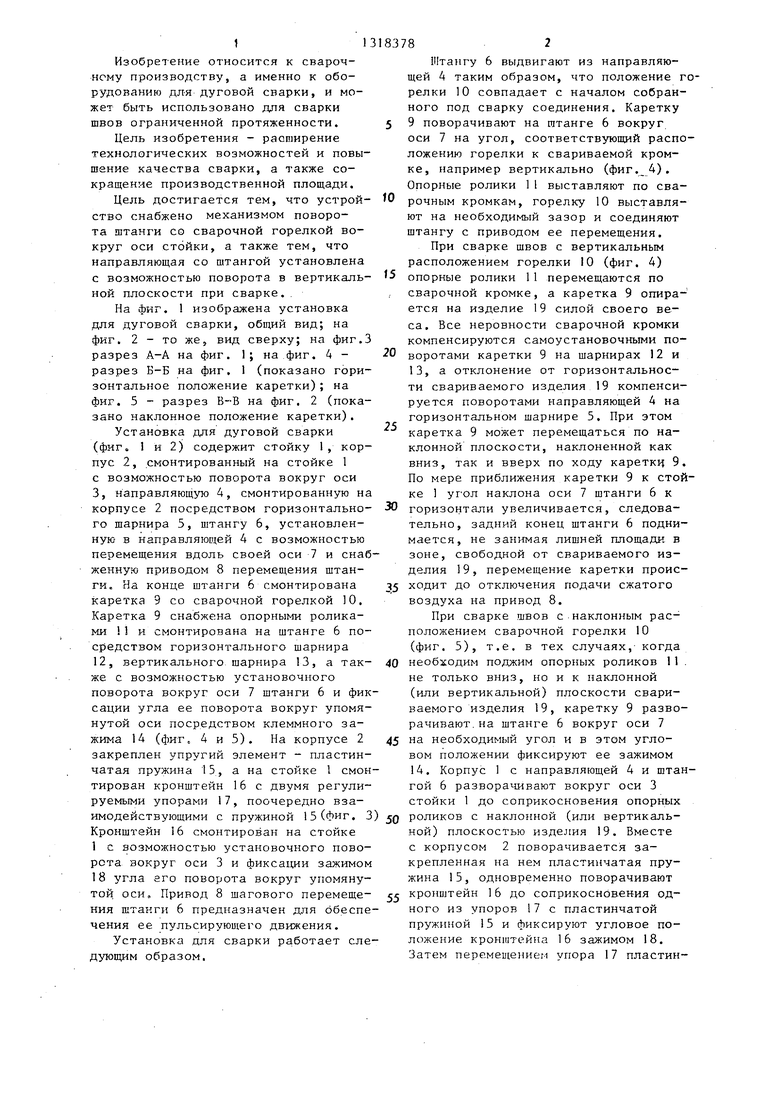
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Устройство для автоматической сварки угловых швов | 1977 |
|
SU733937A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Установка для автоматической сварки | 1988 |
|
SU1590299A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| Устройство для одновременной сварки двух угловых или нахлесточных швов | 1974 |
|
SU647088A1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2009 |
|
RU2391194C1 |
| Установка для автоматической сварки | 1989 |
|
SU1676779A1 |
Изобретение относится к сварочному производству, а именно к оборудованию для дуговой сварки, и может быть использовано для сварки швов ограниченной протяженности. Целью изобретения является расширение технологических возможностей, повышение качества сварки и сокращение производственной площади. Установка содержит стойку (С) 1, корпус (К) п « 2, поворотный BOKipyr вертикальной оси С 1, направляющую 4, смонтированную на поворотном К 2 посредством горизонтального шарнира 5, и штангу (Ш) 6, установленную в направляющей 4 с возможностью перемещения вдоль ее продольной оси 7 и снабженную приводом 8 пульсирующего перемещения. На конце Ш 6 посредством вертикального и горизонтального шарниров установлена каретка 9 со сварочной горелкой 10 и опорными роликами I1. Установка снабжена механизмом поворота Ш вокруг оси С, который выполнен в виде пластинчатой пружины I5, закрепленной на К 2 и взаимодействующей с одним из упоров 17. Каретка 9 может быть развернута на Ш 6 вокруг ее продольной оси 7, что позволяет сваривать угловые щвы. Посредством прямолинейного перемещения Ш 6 в направляющей 4 осуществляется сварка швов со значительными отклонениями сварочной кромки от прямолинейности как в горизонтальном, так и в вертикальном направлениях. 5 ил. SS (Л со ос оо 00
Составитель Т.Арест Редактор Н.Бобкова Техред Л.Олийнык
2459/11
Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г. Ужгород, ул. Проектная, 4
Корректор А.Ильин
| Авторское свидетельство СССР | |||
| Следящее устройство для сварки угловых швов | 1980 |
|
SU933339A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для автоматической сварки угловых швов | 1973 |
|
SU498138A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 869172, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
