катушки 11 для сварочной проволоки На внутренней поверхности противолежащих звеньев шарнирного параллелограмма расположены регулируемые упоры 12, создающие предварительную раздвижку звеньев параллелограмма относительно друг друга в рабочем состоянии.
Кронштейны 6, установленные с возможностью поворота на оси 5, жестко прикреплены к одному из вертикальных звеньев четырех шарнирных параллелограммов 7, противолежащие звенья которых соединены горизонтальными направляющими 8 для перемещения сварочных горелок попарно и снабжены парой опорных следящих роликов 13, расположенных симметрично относительно вертикальной оси звена шарнирного параллелограмма.
Длина направляющих 8 и количество сварочных горелок 9, размещенных на них, выбирается исходя из длины свариваемого шва. Горелки 9 устанавливают на направляющих с заданным шагом, кратным половине длины свариваемого шва. Такое расположение сварочных горелок позволяет сократить их длину, а также длину свариваемого шва в два раза, увеличить производительность установки.
Сварочные горелки механизмом 14 регулировки предварительно настраиваются на линию шва 15, соответствующую продольной оси между роликами 13. Над узлом наведения сварочных горелок на стык установлен светозащитный экран 16.
Работа установки осуществляется следующим образом.
В исходном положении сварочная установка находится в отведенном положении. Изделие 17 поступает в зону сварки и сбалансированная ломаная консоль 2 опускает на поверхность изделия узел наведения сварочных горелок на стык. Использование шарового шарнира 4, соединяющего консоль с осью 5. позволяет произвести установку всех четырех пар опорных следящих роликов 13 на поверхность изделия даже в случае кривизны поверхности. После касания роликов 13 поверхности под действием собственного веса узла наведения сварочных горелок звенья шарнирного параллелограмма начинают раздвигаться до тех пор, пока опорные следящие ролики 13 не упрутся в вертикальную стенку изделия.
Для предотвращения заклинивания звеньев при раздвижении установлен регулирующий упор 12 на внутренних поверхностях вертикальных звеньев шарнирного параллелограмма. Для исключения перекосов шарнирных параллелограммов спорноследящие ролики расположены симметрично относительно продольной оси этого лпе- на параллелограмма. В случае искривления стыка по направлению дпижония сварочных
горелок 9 происходит поворот кронштейна 6 до тех пор. пока рамки 13 не коснутся стыка, причем поворот кронштейнов происходит под действием собственного веса сварочной установки. Сварку производят
после того, как все группы роликов 3 упрутся в стенку. При необходимости производят регулировку высоты положения сварочных горелок 9. Для сварки поперечных швов поднимают узел наведения сварочных горелок, производят его разворот при помощи шаровой опоры на 90°. Осталь ные работы выполняют аналогично.
Предлагаемой установке за счет выполнения операций подъема, опускания, поворота и наведения на шов без приводов, применения многодуговой сварки значительно повысилась производительность труда, упростилась конструкция, уменьшилась металлоемкость, увеличилась надежность установки.
Формула изобретения 1. Установка для автоматической сварки, содержащая смонтированные на основании опору с направляющими для
перемещения сварочных горелок, симметрично установленные относительно продольной оси опоры сварочные горелки с шарнирными параллелограммами и опорным следящим роликом на каждом из них, отличающаяся тем, что, с целью повышения производительности путем обеспечения автоматической настройки на стык изделий разных типоразмеров и расширения технологических возможностей путем обеспечения сварки конструкции балочного типа, опора выполнена в виде сбалансированной консоли с шаровым шарниром, установка оснащена осью, сое5 диненной со сбалансированной консолью посредством шарового шарнира, шарнирные параллелограммы кинематически соединены с осью с возможностью поворота вокруг нее, при этом установка оснащена
0 дополнительными опорными следящими роликами, а основной и дополнительный опорные следящие ролики установлены симметрично относительно одного из звеньев параллелограмма.
52. Установка по п. 1, о т л и ч а ю щ а я с я
тем, что, с целью предотвращения заклинивания звеньев шарнирного паралпелограм ма при его раздвижении, каждый параллелограмм оснащен внутренним регулируемым упором,
01
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки изделий коробчатого сечения | 1986 |
|
SU1316776A1 |
| Сварочная установка | 1975 |
|
SU556919A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| ВНУТРЕННЕЕ УСТРОЙСТВО ДЛЯ ЗАЖИМА И СВАРКИ | 2019 |
|
RU2799963C2 |
| Установка для автоматической сварки | 1989 |
|
SU1676779A1 |
| Устройство для многоэлектродной дуго-ВОй СВАРКи | 1979 |
|
SU804282A1 |
| Устройство для автоматической сварки по замкнутому контуру | 1982 |
|
SU1082600A1 |
| Устройство для автоматической приварки патрубков к сосудам | 1990 |
|
SU1824278A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Установка для сварки под флюсом | 1983 |
|
SU1159739A1 |
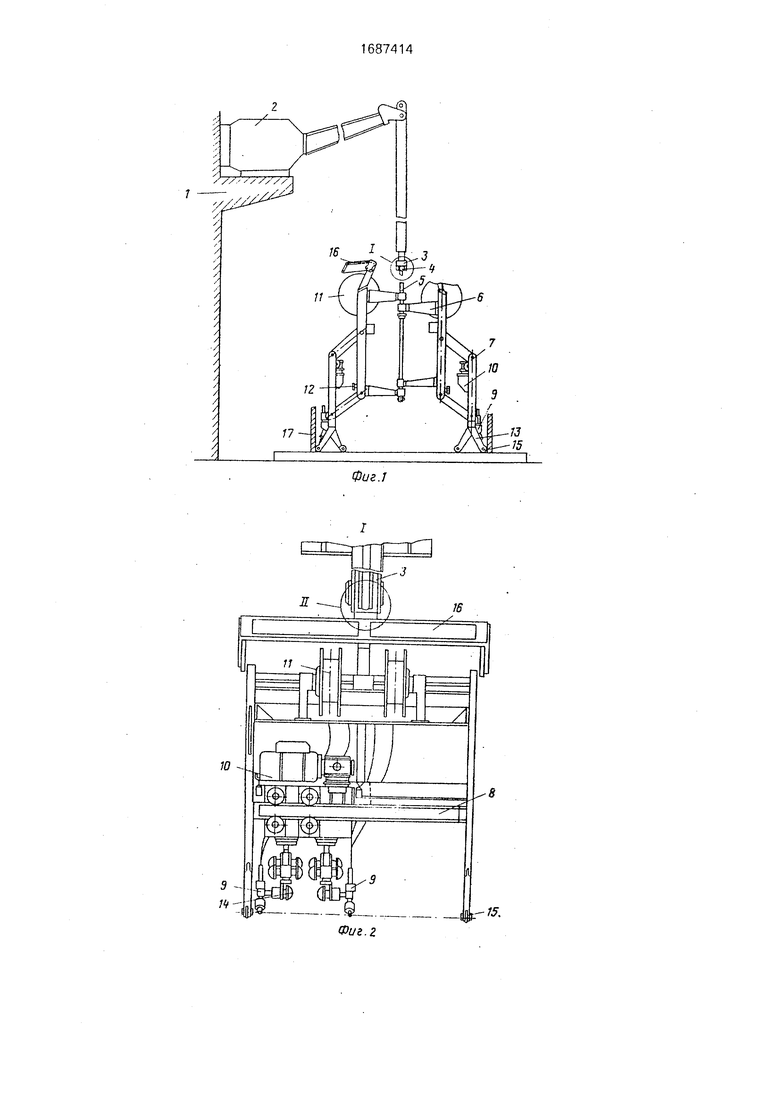
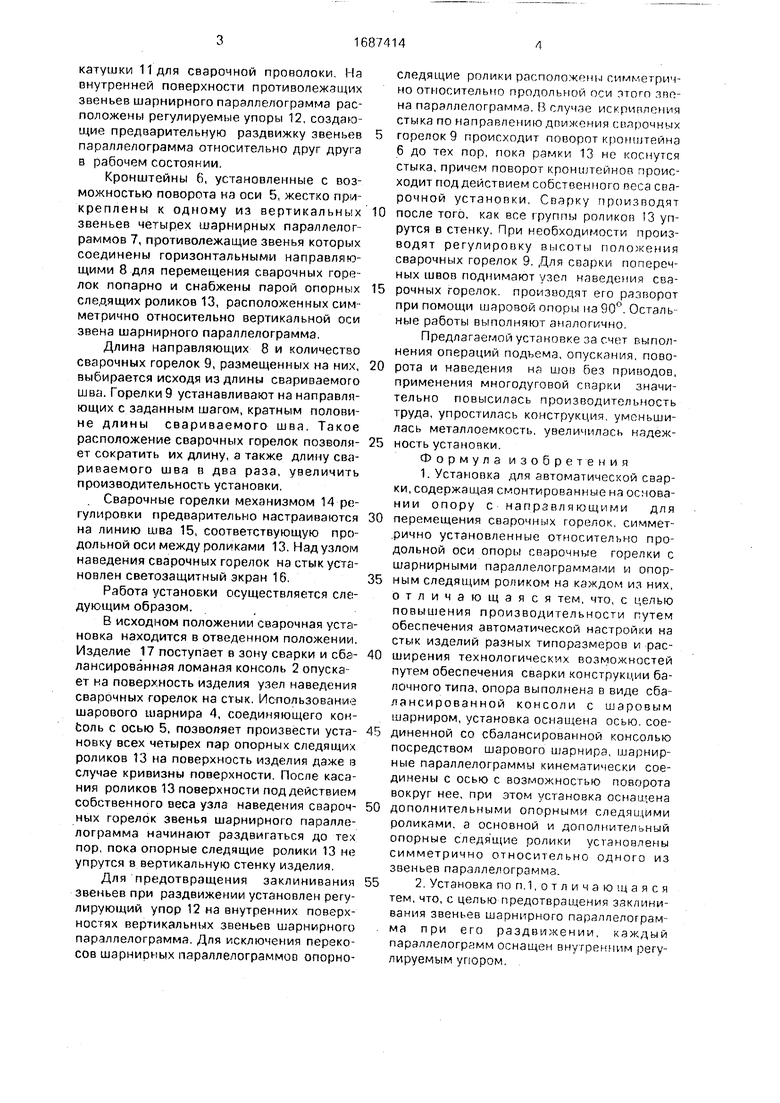
Изобретение относится к сварке, в час тности к устройствам для сварки металлических конструкции балочного типа с поперечными и п юдольными элементами из профильного лроката Цель изобретения повышение производительности путем обеспечения автоматической настройки на стык изделий разных типоразмеров и расширение технологических возможностей путем обеспечения сварки конструкций балочного типа При поступлении изделия, 17 Изобретение относится к ьварке а именно к устройствам для сварки металлически конструкций булочного типа с поперечными и продольными элементами из профильного прокатз Цель изобретения - повышение производительности путем обеспечена автоматической настройки на стык изделии разных типоразмеров и расширение технологических возможностей путем обеспечения сварки конструкции баночного i/ma в зону сварки сбалансированная ломанная ко..оль 2 опускает узел наведения свароч . ых .орелок на поверхность изделия Сва л i ь-е горелки механизмом peiynnpoR ii зрительно настраиваются нч линию i 15 Под действием собг,вечнлго веса установки шарнирного параллело рзмма раздвигаются до тех пор пока не улрутгя в зертикальные стенки В случае кривизны поверхности изделия пои помощи uiapOROi о иарчира 4, , ког)сол.-. . с ось л 5, производится установка всс .гчыргх пар опорных следящих роликов Ъ па поверхность изделия Для исключе 1ия перекосор шарнирных пар.Э1лгл( граммсв ролики 13 расположены симметрично отнпсигетьно продольной о(,й вена пчрэллел г|тзмма В случае искривления стыка по ьапиаопению движения сварочных горелок 9ппсисходит поворот кронштейна b an тч ru.p no ролики 13 не коснутся стыча тия 17 Для сварки поперечныч стыков г.ро- чодят разворот шарового шарнира 4 на заданный угол 1 з п ф-лы, 3 ил. На фиг 1 представлена установка для сварки общий вид; на фиг 2 -узел I на фиг. 1 на фиг 3 - узел П на фиг 2 Установка содержит смонтированные на основании 1 подвижную сЬалансироеэн ную ломаную консоль 2 «а которой рована подвеска 3 к ней при помощи шарового шарнира 4 прикреплена ось Ъ На оси с возможностью огев( г , та установлены кронштейны 6 связанные г узлом 7, напрзвляющш 8 для пепемещсния по ним .чгых k мок Q т,, .4 10 и (Л С Ј 00 vj
Е
и
и
ЬЕ
1П
:i
ФигЗ
| Установка для автоматической сварки | 1977 |
|
SU649529A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
