ВидА
(Л
С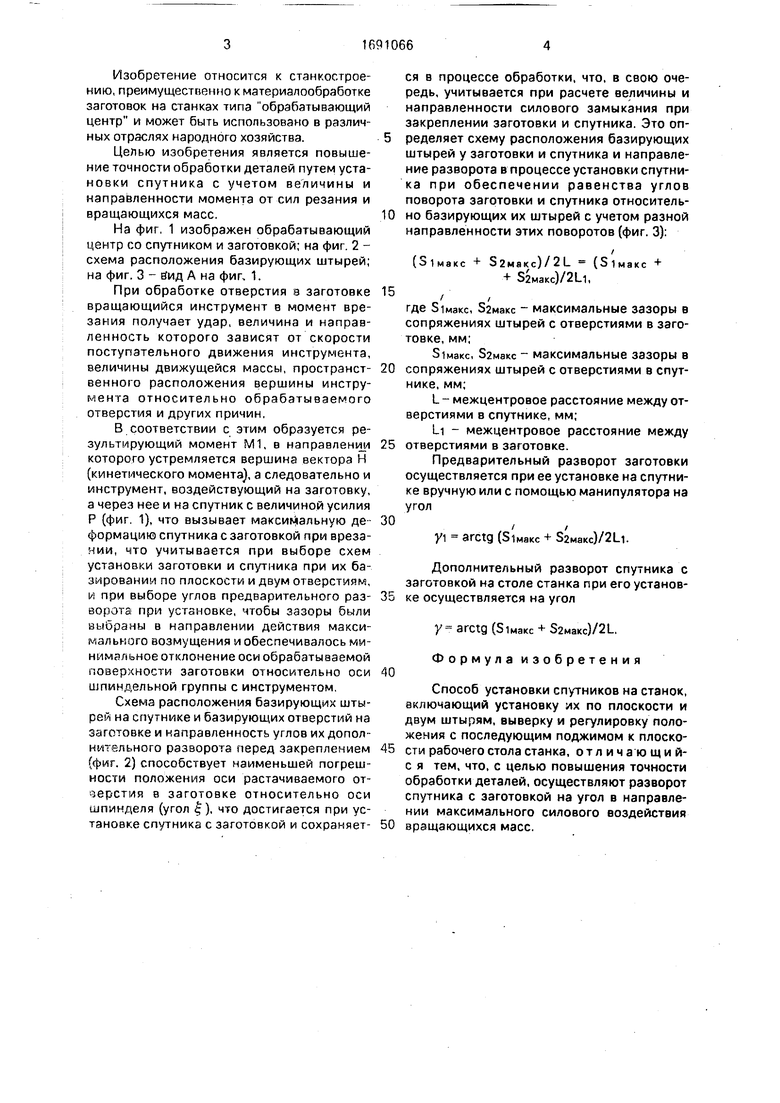
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки материалов резанием | 1990 |
|
SU1797517A3 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| Способ базирования и закрепления спутника | 1990 |
|
SU1798103A1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ ДИСКОВЫМ ОДНОНИТОЧНЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2176179C2 |
| Гибкая линия для механической обработки деталей типа станин электродвигателей | 1988 |
|
SU1701484A1 |
| Стол-спутник | 1988 |
|
SU1662809A1 |
| Способ шлифования протяжки для обработки отверстий | 1990 |
|
SU1815157A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 1993 |
|
RU2108219C1 |
| Автоматическая линия | 1986 |
|
SU1425050A1 |
Изобретение относится к станкостроению, преимущественно к металлообработке заготовок на станках типа обрабатывающий центр, и может быть использовано в различных отраслях народного хозяйства. Цель изобретения - повышение точности обработки деталей путем установки спутника с учетом величины и направленности момента от сил резания и вращающихся масс. На штыри стола металлорежущего станка устанавливают спутник. Далее определяют направление максимального силового воздействия вращающихся масс и в этом направлении разворачивают спутник, выбирая зазоры между штырями и отверстиями втулок спутника. Затем спутник жимают к столу. 3 ил.
Фиг.З
о ю
о о
Os
Изобретение относится к станкостроению, преимущественно к материалообработке заготовок на станках типа обрабатывающий центр и может быть использовано в различных отраслях народного хозяйства.
Целью изобретения является повышение точности обработки деталей путем уста- новки спутника с учетом величины и направленности момента от сил резания и вращающихся масс.
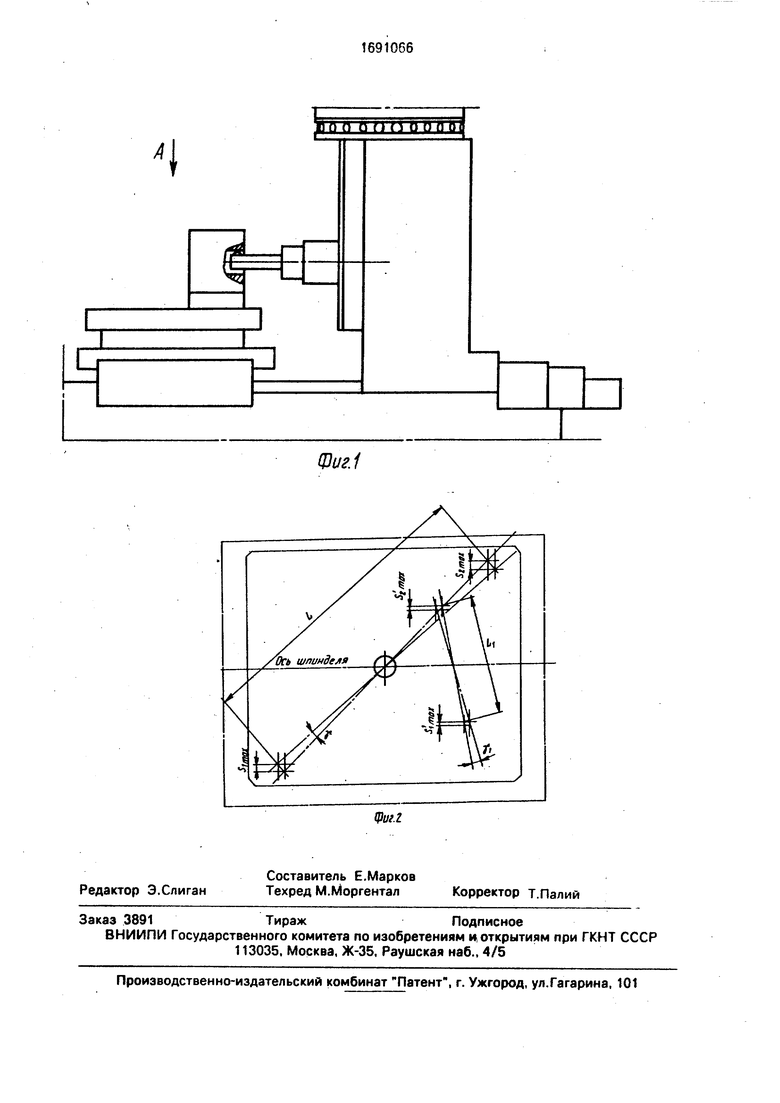
На фиг, 1 изображен обрабатывающий центр со спутником и заготовкой; на фиг. 2 - схема рзсположения базирующих штырей; на фиг. 3 - А на фиг, 1.
При обработке отверстия в заготовке вращающийся инструмент в момент врезания получает удар, величина и направленность которого зависят от скорости поступательного движения инструмента, величины движущейся массы, пространственного расположения вершины инструмента относительно обрабатываемого отверстия и других причин,
В соответствии с этим образуется результирующий момент М1, в направлении которого устремляется вершина вектора Н (кинетического момента), а следовательно и инструмент, воздействующий на заготовку, а через нее и на спутник с величиной усилия Р (фиг. 1), что вызывает максимальную деформацию спутника с заготовкой при вреза- чии, что учитывается при выборе схем установки заготовки и спутника при их базировании по плоскости и двум отверстиям, и при выборе углов предварительного разворота при установке, чтобы зазоры были выбраны в направлении действия максимального возмущения и обеспечивалось минимальное отклонение оси обрабатываемой поверхности заготовки относительно оси шпиндельной группы с инструментом.
Схема расположения базирующих штырей на спутнике и базирующих отверстий на заготовке и направленность углов их дополнительного разворота перед закреплением (фиг. 2) способствует наименьшей погрешности положения оси растачиваемого отверстия в заготовке относительно оси шпинделя (угол Ј), что достигается при установке спутника с заготовкой и сохраняется в процессе обработки, что, в свою очередь, учитывается при расчете величины и направленности силового замыкания при закреплении заготовки и спутника. Это определяет схему расположения базирующих штырей у заготовки и спутника и направление разворота в процессе установки спутника при обеспечении равенства углов поворота заготовки и спутника относительно базирующих их штырей с учетом разной направленности этих поворотов (фиг. 3):
(Зтмакс + 32макс)/21 (Зтмакс + + 52макс)/2и,
/i
где Зтмакс, 52макс - максимальные зазоры в сопряжениях штырей с отверстиями в заготовке, мм;
Зтмакс, 52макс - максимальные зазоры в сопряжениях штырей с отверстиями в спутнике, мм;
L- межцентровое расстояние между отверстиями в спутнике, мм;
Li - межцентровое расстояние между отверстиями в заготовке.
Предварительный разворот заготовки осуществляется при ее установке на спутнике вручную или с помощью манипулятора на угол
У1 arctg (51макс + 52макс).
Дополнительный разворот спутника с заготовкой на столе станка при его установ- ке осуществляется на угол
У arctg (SlMaKC + 52макс)/21.
40
Формула изобретения
Способ установки спутников на станок, включающий установку их по плоскости и двум штырям, выверку и регулировку положения с последующим поджимом к плоскости рабочего стола станка, отличающий- с я тем, что, с целью повышения точности обработки деталей, осуществляют разворот спутника с заготовкой на угол в направлении максимального силового воздействия
вращающихся масс.
I
Шиг.1
п
| Тимирязев В | |||
| А | |||
| Управление точностью гибких технологических систем | |||
| Обзор | |||
| М | |||
| НИИмаш | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
