Изобретение относится к станкостроению, а именно к гибким линиям спутникового типа для полной механической обработки станин и статоров электродвигателей.
Целью изобретения является повышение точности обработки за счет концентрации операций обработки иа одной позиции без переустановки заготовки.
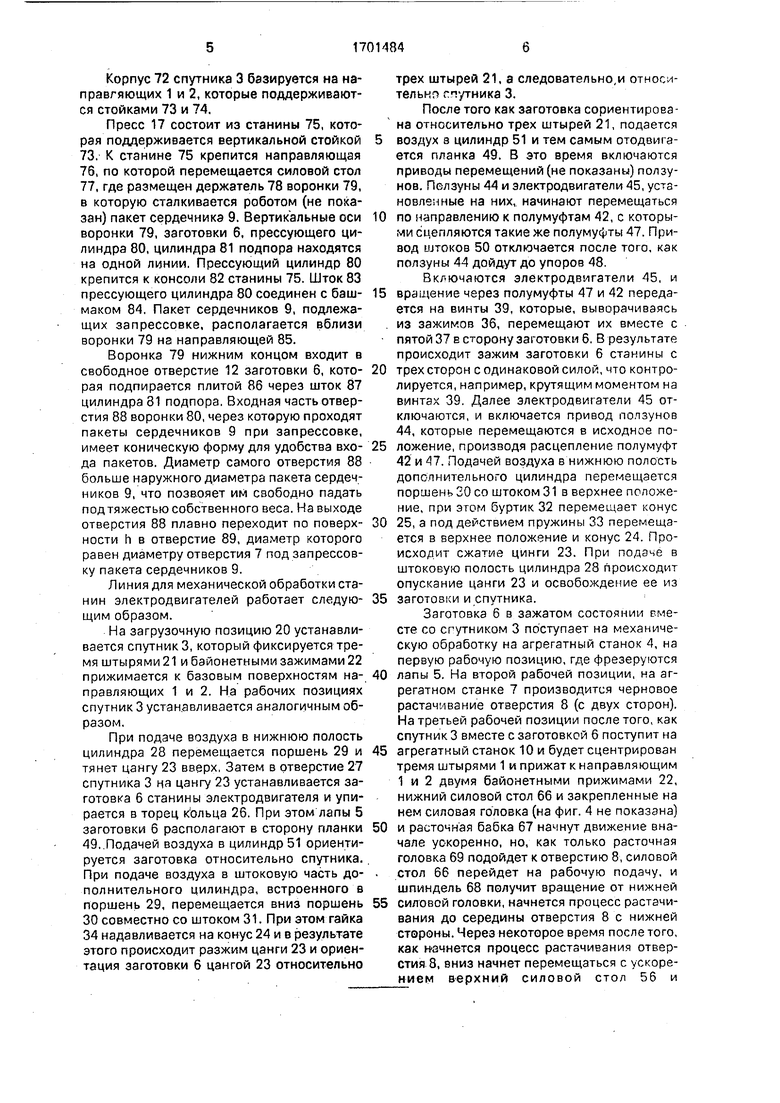
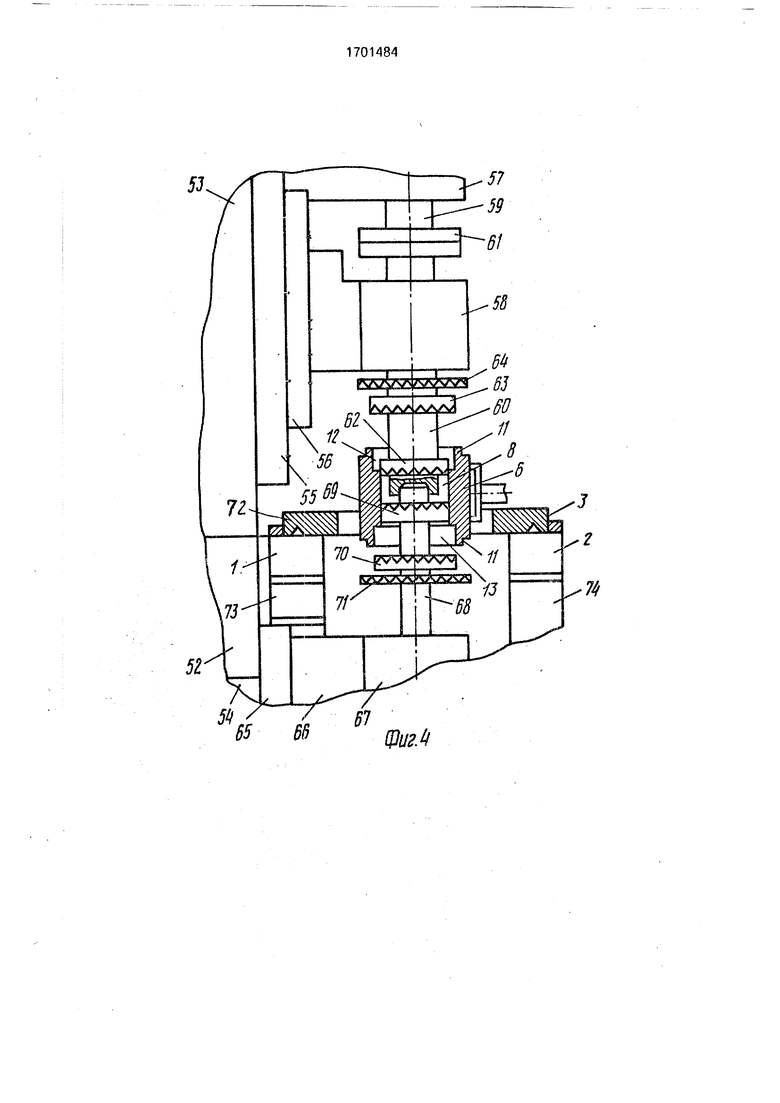
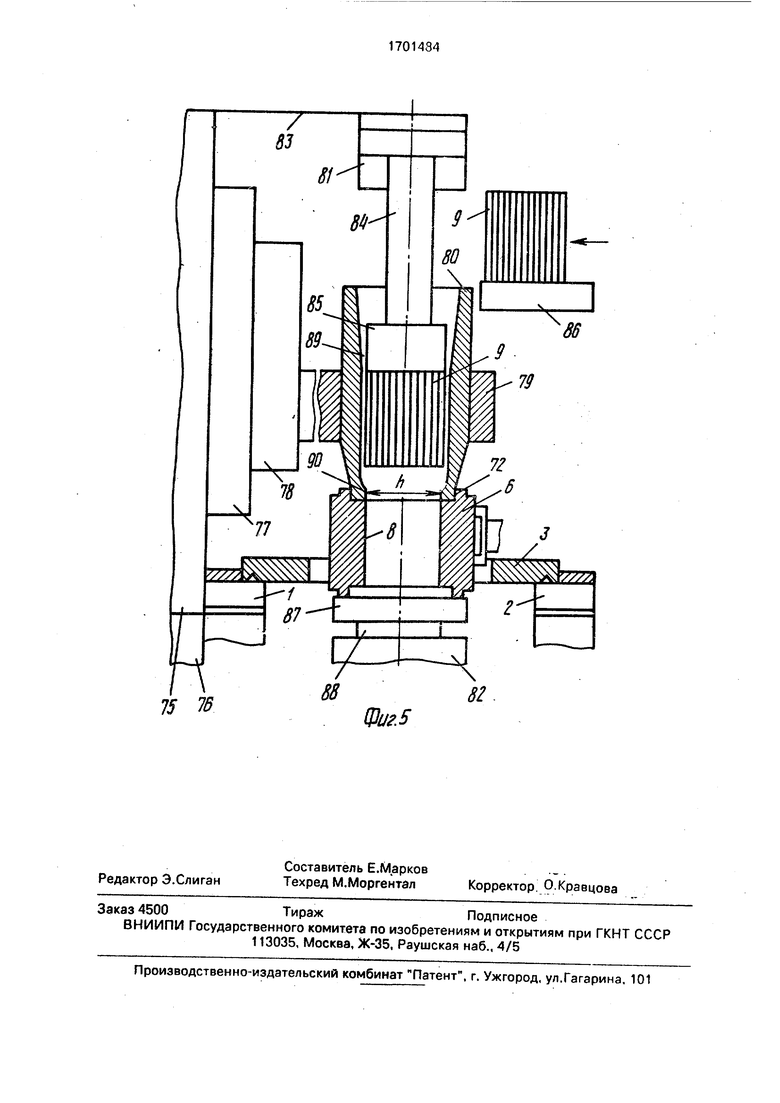
На фиг. 1 представлена автоматическая линия для механической обработки станмн электродвигателей, общий вид; на фиг. 2 - приспособление-спутник с заготовкой, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. А - агрегатный станок для черновой обточки замков, растачивания отверстия под запрессовку пакета сердечников, растачивания свободных отверстий в заготовке станины; на фиг. 5 - пресс со статором, общий вид.
Линия для механической обработки деталей типа станин электродвигателей содержит транспортное устройство с направляющими 1 и 2 для перемещения спутников 3 и установленное в технологической последовательности оборудование, которое включает: агрегатный станок 4 для фрезерования лап 5 заготовки б в станине, агрегатный станок 7 для черновой расточки отверстий 8 в заготовке 6 под запрессовку пакета сердечников 9; агрегатный станок 10 для черновой обточки ззмков 11 и тестового расстачиванияо тверстий 8,12 и 13 агрегатный станок 14 для сверления отверстий под резьбы крепления подшипни овых щитков; агрегатный станок 15 для обработки отверстий в лапах 5 заготовки б, агрегатный станок 16 для нарезания резьбы под крепления подшипниковых щитов; пресс запрессовки пакета сердечников 9 в заготовку б станины; агрегатный станок 18 для чистовой обточки замков 11 и расстачивения отверстий в пакете сердечников. Траиспоотное устройство содержит также робог 19 для передачи (например, со стеллажа)заготовок станин и установки их на загрузочную позицию 20 (фиг,1).
На каждой позиции (фиг.2) обработки и загрузки имеются три штыря 12, каждый с приводом от силового цилиндра, и два бай- онентных прижима 22 (фиг. 2 и 3). На загру- зочно-разгрузочной позиции между направляющими 1 и 2 установлена цанга 23, взаимодействующая с двумя конусами 24 и 25.
Цанга 23 проходит через кольцо 26, являющееся направляющей для хвостовика цинги. Кольцо 23 одновременно служит и базовой опорой для заготовки 6. Для прохода спутника 3 через цангу в нем выполнено отверстие27. Для подъема испускания цанги служит силовой цилиндр 28, поршень 29
которого включает дополнительный силовой цилиндр, поршень 30 которого несет шток 31 с буртиком 32, расположенным с возможностью взаимодействия с конусом
25. Между конусами установлена пружина 33, положение конусов на штоке регулируется гайкой 34. На верхней плоскости спутника 3 расположены три опоры 35, через которые проходят зажимы 36 с пятой 37 для
закрепления заготовки б, а также три опоры 38, через которые проходят крепежные элементы, например винты 39, Для предотвращения осевого смещения на винте 39 выполнены выточки 40, в которые вставлены
кольца 41. Винты 39 на одном конце несут зажимы 36, а на другом - полумуфты 42. На загрузочной позиции на стойках 43 установлены с возможностью возвратно-поступательного перемещения ползуны 44 с
электродвигателями 45, на валах 46 которых имеются полумуфты 47. Упоры 48, расположенные на стойках 43, ограничивают перемещение ползунов 44,
Для ориентации заготовки 6 станины по
лапам 5 ее служит планка 49, установленная на штоке 50 силового цилиндра 51.
Агрегатный станок 10 (фиг,4) состоит из станины 52, к которой крепятся сверху и снизу вертикальные стойки 53 и 54. На верхней стойке 53 размещена верхняя направляющая 55, по которой перемещается верхний силовой стол 56, на котором расположена верхняя силовая головка 57, верхняя расточная бабка 58 Крутящий момент
от шпинделя 59 силовой головки 57 передается шпинделю 60 расточкной бабки 58 через муфту 61. Иа шпинедел 60. начиная от нижнего конца, размещены расточная головка 62 для чистового растачивания отверстия 8, расточная головка 63 для растачивания свободного отверстия 12 и расточная головка 64 для черновой обточки
38МШВ 11.
На нижней вертикальной стойке 54 раз- мещена нижняя направляющая 65. пс которому перемещается нижний силовой стол 66, на котором расположена нижняя силовая головка (не показана), нижняя расточная бабка 67, через которую проходит расточ- ной шпиндель 68, где размещены, начиная от верхнего конца, расточная головка 69 для чистового растачивания отверстия 8, расточная головка 70 для растачивания свободного отверстия 13 и расточная головка 71 для черновой обточки зомка И. Верхний конец расточного шпинделя 68 в процессе обработки входит а отверстие св одного конца расточного шпинделя 60.
Корпус 72 спутника 3 базируется на направляющих 1 и 2, которые поддерживаются стойками 73 и 74.
Пресс 17 состоит из станины 75, которая поддерживается вертикальной стойкой 73. К станине 75 крепится направляющая
76,по которой перемещается силовой стол
77,где размещен держатель 78 воронки 79, в которую сталкивается роботом (не показан) пакет сердечника 9. Вертикальные оси воронки 79, заготовки б, прессующего цилиндра 80, цилиндра 81 подпора находятся
на одной линии. Прессующий цилиндр 80 крепится к консоли 82 станины 75. Шток 83 прессующего цилиндра 80 соединен с баш- маком 84, Пакет сердечников 9, подлежащих запрессовке, располагается вблизи воронки 79 на направляющей 85.
Воронка 79 нижним концом входит в свободное отверстие 12 заготовки 6, кото- рая подпирается плитой 86 через шток 87 цилиндра 81 подпора. Входная часть отверстия 88 воронки 80, через которую проходят пакеты сердечников 9 при запрессовке, имеет коническую форму для удобства вхо- да пакетов. Диаметр самого отверстия 88 больше наружного диаметра пакета сердечников 9, что позвояет им свободно падать под тяжестью собственного веса. На выходе отверстия 88 плавно переходит по поверх- ности h в отверстие 89, диаметр которого равен диаметру отверстия 7 под запрессовку пакета сердечников 9.
Линия для механической обработки станин электродвигателей работает следую- щим образом.
На загрузочную позицию 20 устанавливается спутник 3, который фиксируется тремя штырями 21 и бэйонетными зажимами 22 прижимается к базовым поверхностям на- правляющих 1 и 2. На рабочих позициях спутник 3 устанавливается аналогичным образом.
При подаче воздуха в нижнюю полость цилиндра 28 перемещается поршень 29 и тянет цангу 23 вверх, Затем в отверстие 27 спутника 3 на цангу 23 устанавливается заготовка 6 станины электродвигателя и упирается в торец кольца 26. При этом лапы 5 заготовки 6 располагают в сторону планки 49. Подачей воздуха в цилиндр 51 ориентируется заготовка относительно спутника. При подаче воздуха в штоковую часть до- полнительного цилиндра, встроенного в поршень 29, перемещается вниз поршень 30 совместно со штоком 31. При этом гайка 34 надавливается на конус 24 и в результате этого происходит разжим цанги 23 и ориентация заготовки 6 цангой 23 относительно
трех штырей 21, а следовательно,и относительна путника 3.
После того как заготовка сориентирована относительно трех штырей 21, подается воздух з цилиндр 51 и тем самым отодвигается планка 49. В это время включаются приводы перемещений (не показаны) ползунов. Ползуны 44 и электродвигатели 45, установленные на них, начинают перемещаться по направлению к полумуфтам 42, с которыми сцепляются такие же полумуфты 47. Привод штоков 50 отключается после того, как ползуны 44 дойдут до упоров 48
Включаются электродвигатели 45, и вращение через полумуфты 47 и 42 передается на винты 39, которые, выворачиваясь из зажимов 36, перемещают их вместе с пятой 37 в сторону заготовки 6, В результате происходит зажим заготовки 6 станины с трех сторон с одинаковой силой, что контролируется, например, крутящим моментом на винтах 39 Далее электродвтатели 45 отключаются, и включается привод попзунов 44, которые перемещаются в исходное положение, производя расцепление полумуфт 42 и 47. Подачей воздуха в нижнюю полость допспнительного цилиндра перемещается поршень 20 со штоком 31 в верхнее положение, при этом буртик 32 перемещает конус 25, а под действием пружины 33 перемещается в верхнее положение и конус 24. Происходит сжатие цинги 23. При подаче в штоковую полость цилиндра 28 происходит опускание цанги 23 и освобождение ее из заготовки и спутника.
Заготовка 6 в зажатом состоянии смеете со спутником 3 поступает на механическую обработку на агрегатный станок 4, на первую рабочую позицию, где фрезеруются лапы 5. На второй рабочей позиции, на агрегатном станке 7 производится черновое растачивание отверстия 8 (с двух сторон). На третьей рабочей позиции после того, как спутник 3 вместе с заготовкой б поступит на агрегатный станок 10 и будет сцентрирован тремя штырями 1 и прижат к направляющим 1 и 2 двумя байонетными прижимами 22, нижний силовой стол 66 и закрепленные на нем силовая головка (на фиг. 4 не показана) и расточная бабка 67 начнут движение вначале ускоренно, но, как только расточная головка 69 подойдет к отверстию 8, силовой стол 66 перейдет на рабочую подачу, и шпиндель 68 получит вращение от нижней силовой головки, начнется процесс растачивания до середины отверстия 8 с нижней стороны. Через некоторое время после того, как начнется процесс растачивания отверстия 8, вниз начнет перемещаться с ускорением верхний силовой стол 56 и
закрепленные на нем силовая головка 57 и расточная бабка 58. Но как только расточная гловка 62 подойдет к отверстию 8, силовой стол 5 перейдет на рабочую подачу, расточной шпиндель 60 расточной бабки 58 получит вращение от силовой головки 57 через муфту 61, и начнется процесс растачивания отверстия 8 с верхней стороны. При этом свободный конец нижнего расточного шпинделя 68 скользящей посадкой будет входить в отверстие на свободном конце верхнего расточного шпинделя 60, что образует единую систему и позволяет вести одновременную двустороннюю обработку. По окончании обработки отверстия 8 шпинделя с инструментами возвращаются в исходное положение, и спутник 3 с заготовкой транспортируется на последующие позиции, где производится механическая обработка заготовки станины согласно технологическому процессу.
На позиции запрессовки пакета сердечников (фиг.5) работа выполняется в следующей последовательности. По установке спутника на позиции, его фиксации и зажиму начинает перемещаться силовой стол 77 по направляющей 76 с держателем 78 и воронкой 79. Перемещение силового стола 77 будет продолжаться до тех пор, пока конец воронки 79 не войдет в отверстие 12. В это время срабатывает цилиндр 81 подпора, который через шток h .одпирающую плиту 86 прижимается к нижнему торцу заготовки 6, Одновременно с работой цилиндра 81 происходит сталкивание роботом (не показан) в воронку 79 пакета сердечников 8, которые лежат на направляющей 76. Пакет сердечников 8 после сталкивания под тяжестью собственного веса начинает опускаться а заготовку 6, окончательно центрируясь по поверхности h. В это время срабатывает цилиндр 80, который через шток 83 и связанный с ним башмак 84 запрессовывает пакет сердечников 9 в заготовку 6. От прогибов спутник 3 предохраняет подпирающая плита 86. После запрессовки срабатывают одновременно цилиндры 80 и 81, происходит отвод башмака 84 со штоком 83 и подпирающей плиты 86. После этого силовой стол 77 перемещается вверх, отводя воронку 79 от заготовки 6. Спутник 3 освобождается от штырей 21 и прижимов 22 и перемещается на следующую позицию, После полной механической обработки
заготовки 6 станины электродвигателя уже в виде статора с запрессованным пакетом сердечников 9 возвращается к началу линии на загрузочную позицию, где производится освобождение статора от спутника.
Формула изобретения Гибкая линия для механической обработки деталей типа станин электродвигателей, содержащая установленное в
технологической последовательности оборудование, включакщее агрегатные станки с вертикально расположенными расточными головками, средства для транспортировки спутников по направляющим
транспортного устройства между загрузоч1- но-разгрузочными позициями и механизмы для зажима заготовок на спутниках, отличающаяся тем, что, с целью повышения точности обработки, агрегатные станки
снабжены дополнительными расточными головками, расположенными оппозитно основным расточным головкам, причем основные и дополнительные расточные головки установлены с возможностью взаимодействия каждой из них одна с другой посредством дополнительно выполненного в шпинделе одной из них отверстия для размещения в нем торца шпинделя соответствующей ей головки, при этом каждая загрузочно-разгрузочнап позиция снабжена установленной перпендикулярно к базовой поверхности спутника центрирующей цангой с приводом ее возвратно-поступательного перемещения для ориентации
заготовки относительно средств фиксации спутника и по меньшей мере тремя ползунами, несущими полумуфты с приводами вращения, а механизм для зажима заготовок каждого спутника выполнен в виде симметрично расположенных на спутнике по меньшей мере трех крепежных элементов с еамотормозящей резьбой, несущих на одном торце пяту, а на другом - полумуфту с возможностью взаимодействия с ответной ей упомянугой полумуфтой каждого ползуна.
53
68
57 59
Фиг. 4
75 7В
82
Щи. 5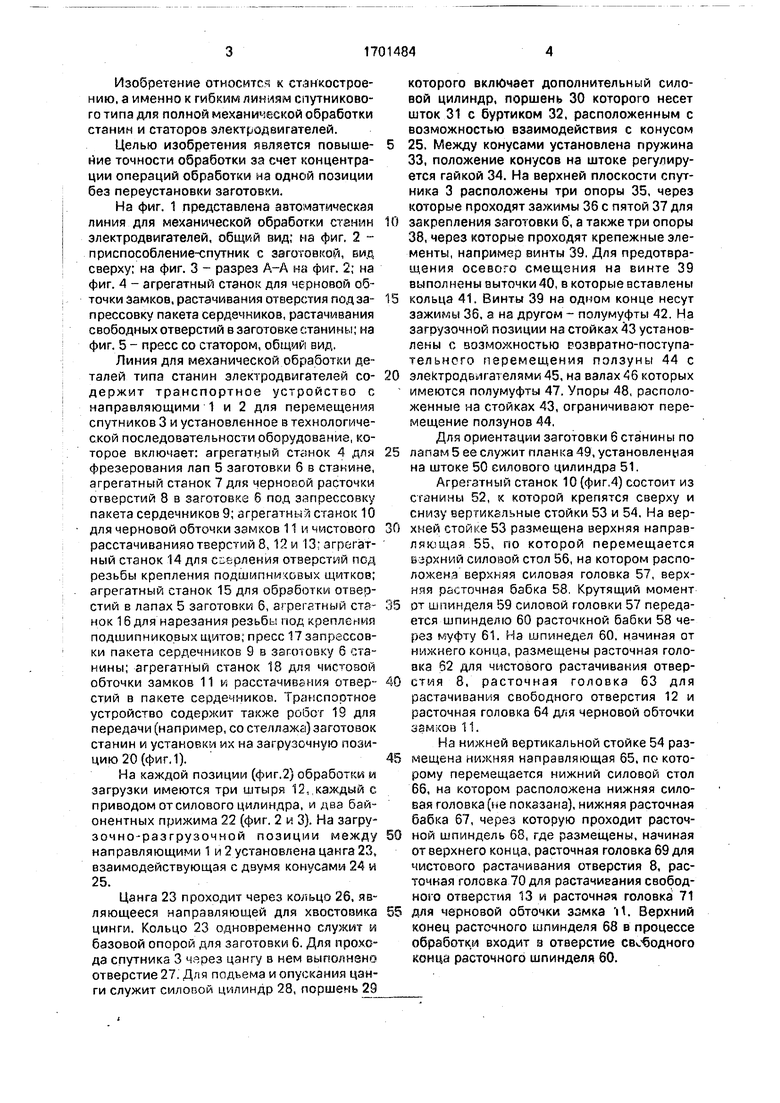
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ чистовой обработки поршней и аналогичных деталей и станок для его осуществления | 1987 |
|
SU1834750A3 |
| Автоматическая линия спутникового типа | 1985 |
|
SU1505757A1 |
| Станок для многоинструментной обработки кольцеобразных деталей | 1980 |
|
SU984802A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Агрегатный станок | 1986 |
|
SU1335422A1 |
| Отделочно-расточной станок | 1989 |
|
SU1722709A1 |
Изобретение относится к станкостроению, а именно к гибким линиям спутникового типа для полной механической обработки станин электродвигателей. Цель изобретения - -повышение точности обработки за счет концентрации обработки на одной позиции без переустановки заготовки. Линия содержит агрегатные станки и транспортную систему, включающую спутники. Агрегатные станки снабжены дополнительными расточными головками, которые расположены соосно с основными расточным головками, но с противоположной стороны. В каждом спутнике 3 выполнено центральное отверстие 27 для прохода через ьего расточных голозок, а также центрирующей цанги 23, которая установлена на загрузочно-раз- грузочной позиции. Цанга 23 снабжена приводом ее перемещения перпендикулярно базовой плоскости спутника. На загрузочной позиции манипулятором на цангу устанавливается заготовка 6 станины электродвигателя. После зажатия заготовки цангой приводятся в движение пяты самотормозящих винтов сцеплением полумуфт 47 и 42. При этом винты с полумуфтами 42 стационарно расположены на спутнике, а полумуфты 47 связаны с приводом 4 на стыках 43 загрузочно-разгрузочной позиции. После того как заготовка пятами трех винтов будет зажата, центрирующая цанга сжимается и отводится из зоны спутника. Расцепляют и полумуфты 42 и 47 путем отвода ползунов 44. Затем спутник 3 по направляющим 1 и 2 перемещается на позиции обработки. 5 ил. (Л С ч| О Ј 00 Out.t
| Вороничев Н.М | |||
| и др | |||
| Автоматические линии из агрегатных станков | |||
| М.: Машиностроение, 1979, с | |||
| Зеркальный стереовизир | 1922 |
|
SU382A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
