Изобретение относится к станкостроению, касается шлифования и может быть использовано при изготовлении режущего инструмента - протяжек для обработки отверстий.
Цель Изобретения - расширение Технологических возможностей путем обеспечения шлифовки винтовых стружкоразделительных канавок на зубьях протяжки.
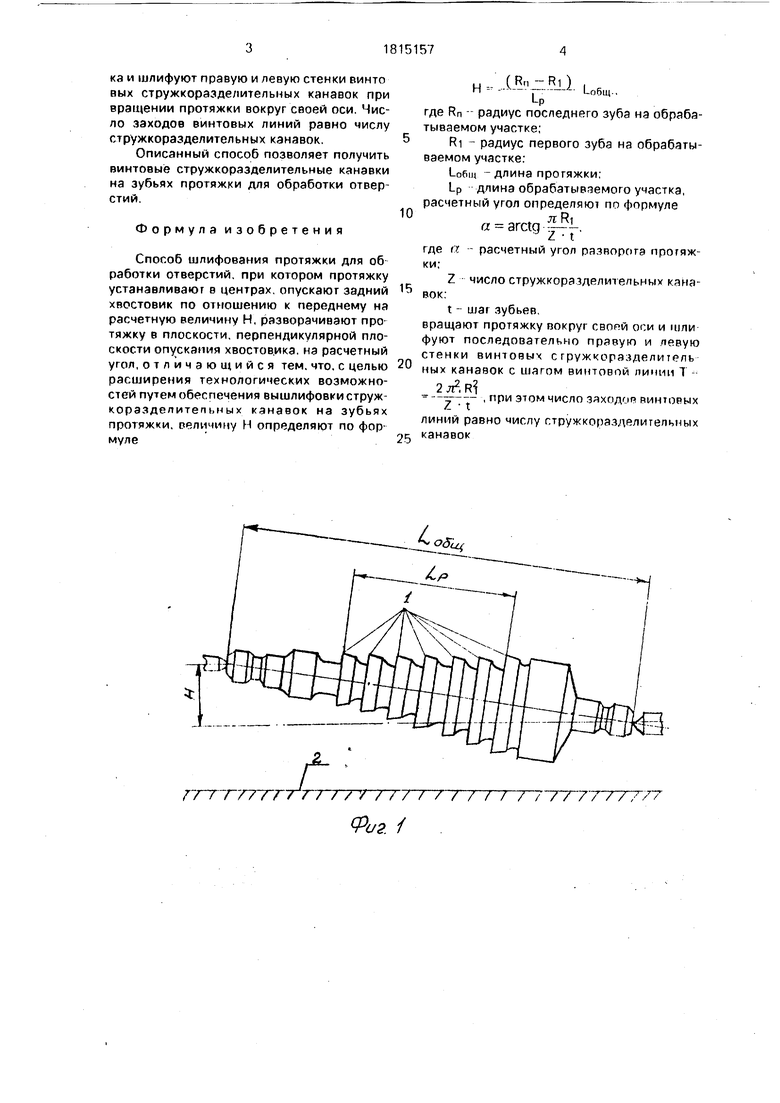
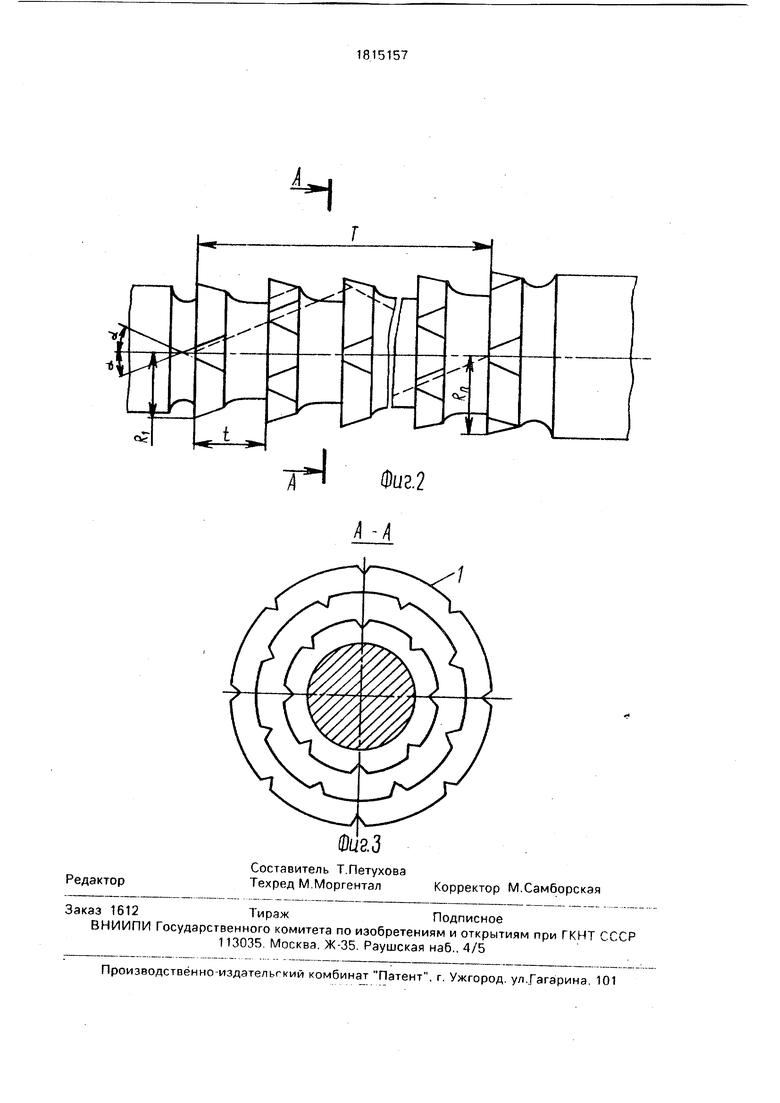
На фиг. 1 изображена схема установки протяжки в центрах относительно стола станка: на фиг. 2 - схема нанесения стружкоразделительных канавок: на фиг. 3 - разрез А-А на фиг. 2.
Протяжку устанавливают в центрах на столе станка (фиг. 1) таким образом, чтобы задний хвостовик протяжки был опущен относительно переднего на величину
н -.(....::. О. I-P
где Rn - радиус последнего зуба на обрабатываемом участке:
RI - радиус первого зуба на обрабатываемом участке:
1-оЬщ
L-общ. длина протяжки;
Lp - длина обрабатываемого участка. Это необходимо для того, чтобы вершины зубьев 1 находились на одном расстоянии от поверхности 2 стола станка, на котором шлифуются стружкоразделительные канавки. Затем стол станка разворачивают в горизонтальной плоскости(плоскости, перпендикулярной плоскости опускания хвостовика) на угол между касательной к винтовой линии стружкоразделительной канавки и осью протяжки, определяемый по формуле
« arctg-f- -. z t
где а- расчетный угол разворота протяжки: Z - число стружкоразделительных канавок;
t - шаг зубьев.
Шаг винтовой линии Т определяют по
т 2 л2. R i „ , формуле Т ------. По параметрам Z и I
настраивают делительное устройство стан
(Л
С
оо
5
ел VI
ка и шлифуют правую и левую стенки винто вых стружкоразделительных канавок при вращении протяжки вокруг своей оси. Число заходов винтовых линий равно числу стружкоразделительных канавок.
Описанный способ позволяет получить винтовые стружкоразделительные канавки на зубьях протяжки для обработки отверстий.
Формула изобретения
Способ шлифования протяжки для об работки отверстий, при котором протяжку устанавливают в центрах, опускают задний хвостовик по отношению к переднему на расчетную величину Н, разворачивают протяжку в плоскости, перпендикулярной плоскости опускания хвостовика, на расчетный угол, отличающийся тем, что. с целью расширения технологических возможностей путем обеспечения вышлифовки струж- коразделитепьных канавок на зубьях протяжки, величину Н определяют по формуле
0
5
0
5
u (Rn -- RI ) ,
Н 7 ------i- .. LP
где Rn - радиус последнего зуба на обрабатываемом участке;
RI - радиус первого зуба на обрабатываемом участке:
1-общ - длина протяжки;
Lp длина обрабатываемого участка, расчетный угол определяют по формуле
« arctg Rl
Z t
а - расчетный угол разворота прогяж2 число стружкоразделительных канагдеки;
вок;
t - шаг зубьев,
вращают протяжку вокруг свопй оси и шли фуют последовательно правую и левую стенки винтовых с гружкорззделитель ных канавок с шагом винтовой линии Т 2 л2. R
-.- При ЭТОМ ЧИСЛО ЗЯХОДОЯ ВИНТОВЫХ
линий равно числу стружкоразделигепьных канавок
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования боковых поверхностей зубьев шпоночных протяжек | 1980 |
|
SU965729A1 |
| СПОСОБ ОБРАЗОВАНИЯ СТРУЖКОРАЗДЕЛИТЕЛЬНЫХ КАНАВОК ПРОТЯЖКИ | 1993 |
|
RU2085344C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Способ шлифования боковых поверхностей зубьев шпоночных протяжек | 1977 |
|
SU872205A1 |
| Шлицевая протяжка | 1982 |
|
SU1202760A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ МНОГОГРАННЫХ ОТВЕРСТИЙ | 2003 |
|
RU2263009C2 |
| Концевая фреза | 1991 |
|
SU1808521A1 |
| Протяжка | 1977 |
|
SU745610A1 |
| Способ шлифования боковых поверхностей профиля зубьев цельной калибрующей шлицевой протяжки | 1979 |
|
SU1058759A1 |
| Способ вышлифовывания стружкоразделительных канавок на зубьях протяжек | 1989 |
|
SU1646683A1 |
Изобретение относится к станкостроению, касается шлифования и может быть использовано при изготовлении режущего инструмента - протяжек для обработки отверстий. Сущность изобретения: протяжку устанавливают в центрах на столе станка, опуская задний хвостовик относительно переднего на расчетную величину Н. Стол станка разворачивают в плоскости, перпендикулярной плоскости опускания хвостовика на расчетный угол а. Правую и левую стенки винтовых стружкоразделительных канавок на зубьях протяжки шлифуют при вращении протяжки вокругсвоей оси. Число заходов винтовых линий равно числу стружкоразделительных канавок. 3 ил.
7Т Т Г7Т7Т ГГ/ //X/////////// / / / / 77
Фаг. 1
Л
| Способ шлифования боковых поверхностей профиля зубьев цельной калибрующей шлицевой протяжки | 1979 |
|
SU1058759A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
