сл
С
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма для изготовления полимерных изделий | 1981 |
|
SU1140990A1 |
| Литьевая форма для изготовления крупногабаритных полимерных изделий | 1983 |
|
SU1090571A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1973 |
|
SU382516A1 |
| Литьевая форма для изготовления полимерных изделий с внутренним поднутрением | 1984 |
|
SU1333590A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 1991 |
|
RU2015904C1 |
| Литьевая форма для изготовления изделий из пластмасс с поднутрениями | 1988 |
|
SU1599227A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
Изобретение относится к переработке пластмасс и может быть использовано для изготовления коробчатых изделий с буртиком, имеющим поднутрение, выполняемое на внутренней поверхности изделия. Цель изобретения - обеспечение сьема коробчатого изделия с буртиком, расположенным на внутренней поверхности изделия и имеющим поднутрение. Для этого в литьевой форме знак размещен в пуансоне и выполнен с формообразующей поверхностью в виде буртика, образованного посредством горизонтальных образующих, размещенных на плоской наклонной и криволинейных поверхностях, при этом плоская наклонная поверхность буртика связана с остальной формообразующей частью посредством выпуклой и вогнутой поверхностей, причем вогнутая поверхность образует криволинейный паз. 4 з.п. ф-лы, 5 ил.
Изобретение относится к переработке пластмасс и может быть использовано для изготовления коробчатых изделий с буртиком, имеющим поднутрение, выполняемое на внутренней поверхности изделия.
Цель изобретения - обеспечение съема коробчатого изделия с буртиком, расположенным на внутренней поверхности изделия и имеющим поднутрение.
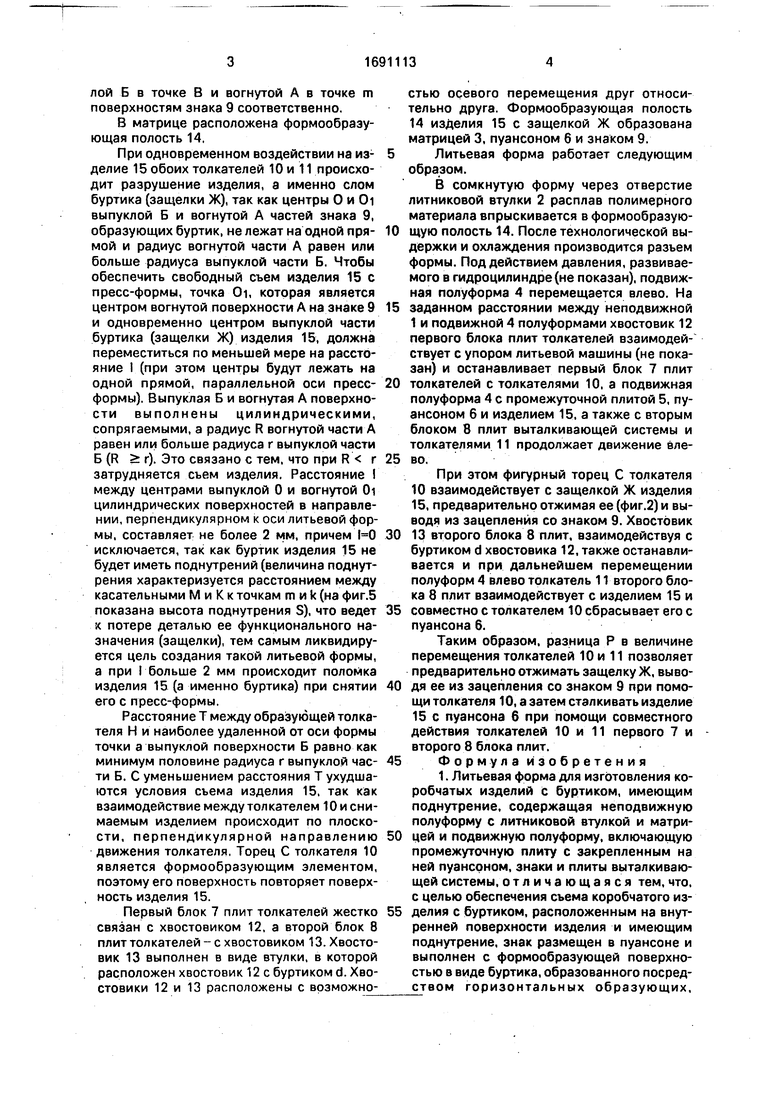
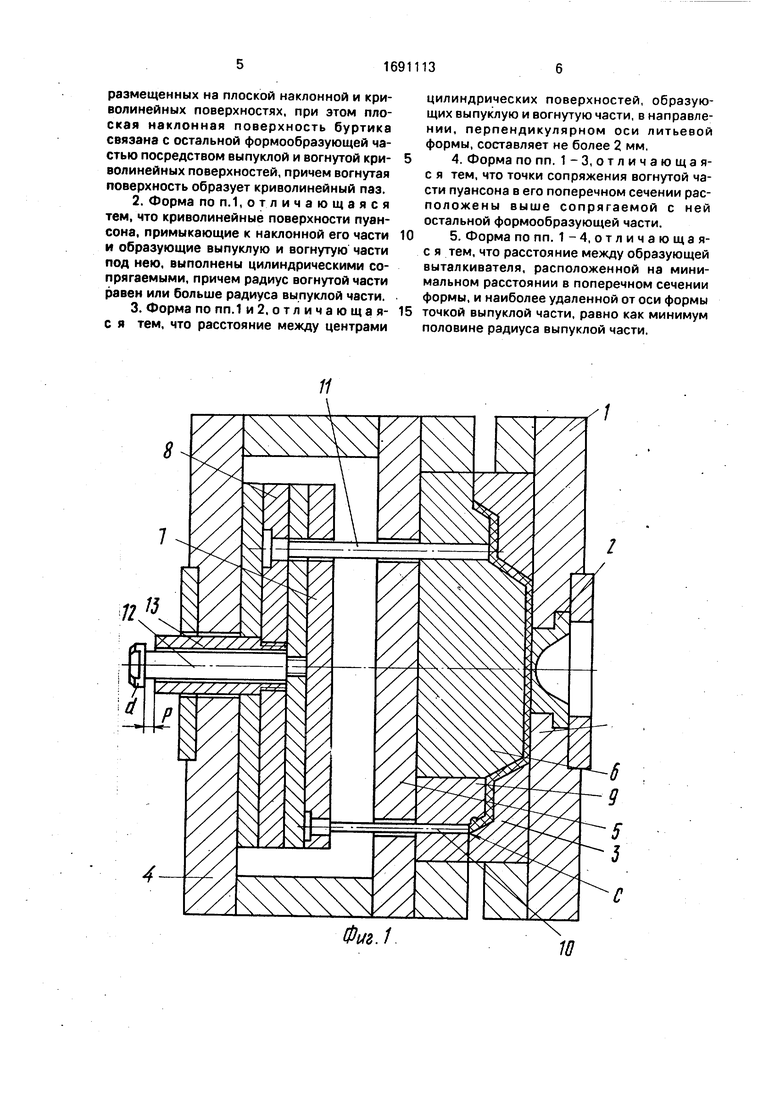
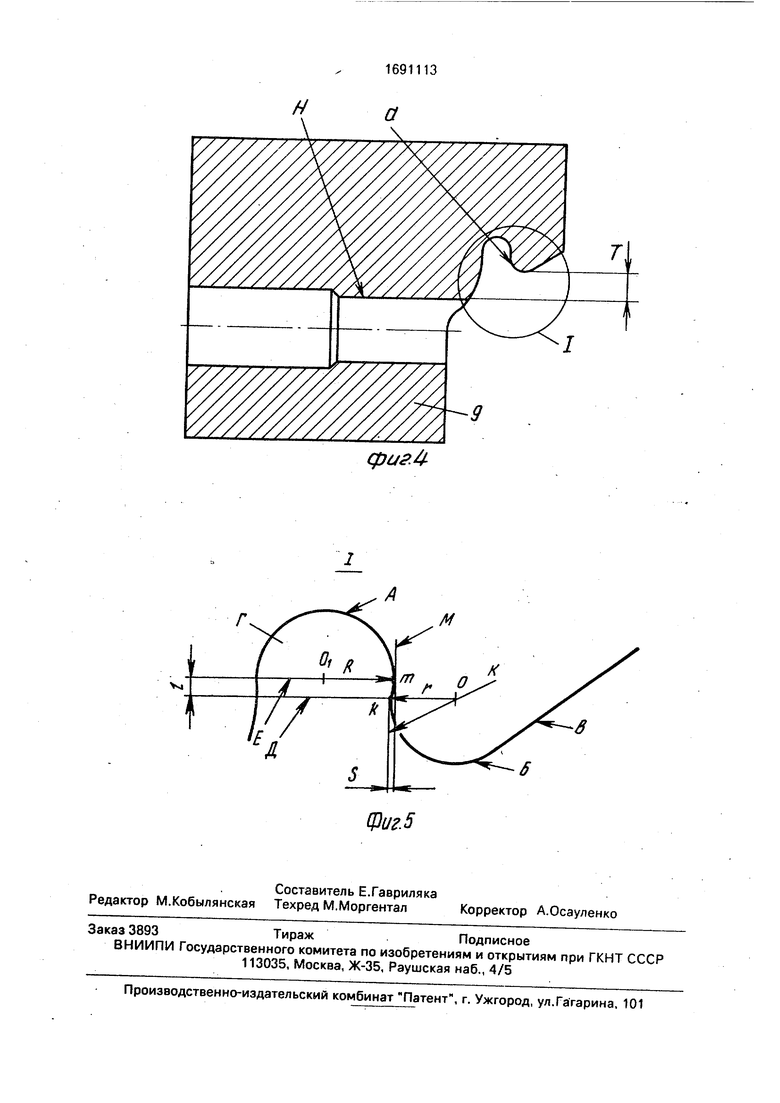
На фиг.1 изображена литьевая форма в сомкнутом положении, продольный разрез; на фиг.2 - литьевая форма, в разомкнутом положении (отжим защелки Ж); на фиг.З - съем изделия с пресс-формы; на фиг.4 - знак; на фиг.5 - узел I на фиг.4.
Литьевая форма для изготовления коробчатых изделий с буртиком, имеющим поднутрение, содержит неподвижную полуформу 1 с зякреппенндй в ней литниковой
втулкой 2 и матрицей 3, подвижную полуформу 4, включающую промежуточную плиту 5 с закрепленным на ней пуансоном 6, первый 7 и второй 8 блок плит толкателей. Пуансон 6 снабжен знаком 9 с формообразующей поверхностью в виде буртика (фиг.4). Плита толкателей снабжена толкателями 10 и 11. Формообразующая поверхность знака 9 (фиг.5) представляет собой плоскую наклонную поверхность В, связанную с остальной формообразующей частью посредством выпуклой Б и вогнутой А криволинейных поверхностей. Вогнутая поверхность А образует криволинейный паз Г. Разница Р в величине перемещения толкателей 10 и 11 первого 7 и второго 8 блока плит соответственно и хвостовиков 12 и 13 больше или равна расстоянию I между нормалями D и Е к касательным К и М к выпуко о
со
лой Б в точке В и вогнутой А в точке m поверхностям знака 9 соответственно.
В матрице расположена формообразующая полость 14,
При одновременном воздействии на изделие 15 обоих толкателей 10 и 11 происходит разрушение изделия, а именно слом буртика (защелки Ж), так как центры О и Oi выпуклой Б и вогнутой А частей знака 9, образующих буртик, не лежат на одной прямой и радиус вогнутой части А равен или больше радиуса выпуклой части Б. Чтобы обеспечить свободный съем изделия 15 с пресс-формы, точка Oi, которая является центром вогнутой поверхности А на знаке 9 и одновременно центром выпуклой части буртика (защелки Ж) изделия 15, должна переместиться по меньшей мере на расстояние I (при этом центры будут лежать на одной прямой, параллельной оси пресс- формы). Выпуклая Б и вогнутая А поверхности выполнены цилиндрическими, сопрягаемыми, а радиус R вогнутой части А равен или больше радиуса г выпуклой части Б (R г). Это связано с тем, что при R г затрудняется съем изделия. Расстояние I между центрами выпуклой 0 и вогнутой Oi цилиндрических поверхностей в направлении, перпендикулярном к оси литьевой формы, составляет не более 2 мм, причем N0 исключается, так как буртик изделия 15 не будет иметь поднутрений (величина поднутрения характеризуется расстоянием между касательными М и К к точкам m и k (на фиг.5 показана высота поднутрения S), что ведет х потере деталью ее функционального назначения (защелки), тем самым ликвидируется цель создания такой литьевой формы, а при I больше 2 мм происходит поломка изделия 15 (а именно буртика) при снятии его с пресс-формы.
Расстояние Т между образующей толкателя Н и наиболее удаленной от оси формы точки а выпуклой поверхности Б равно как минимум половине радиуса г выпуклой части Б. С уменьшением расстояния Т ухудшаются условия съема изделия 15, так как взаимодействие между толкателем 10 и снимаемым изделием происходит по плоскости, перпендикулярной направлению движения толкателя, Торец С толкателя 10 является формообразующим элементом, поэтому его поверхность повторяет поверхность изделия 15.
Первый блок 7 плит толкателей жестко связан с хвостовиком 12, а второй блок 8 плит толкателей - с хвостовиком 13. Хвостовик 13 выполнен в виде втулки, в которой расположен хвостовик 12 с буртиком d. Хвостовики 12 и 13 расположены с возможностью осевого перемещения друг относительно друга. Формообразующая полость
14изделия 15 с защелкой Ж образована матрицей 3, пуансоном 6 и знаком 9.
Литьевая форма работает следующим
образом.
В сомкнутую форму через отверстие литниковой втулки 2 расплав полимерного материала впрыскивается в формообразую0 щую полость 14. После технологической выдержки и охлаждения производится разъем формы. Под действием давления, развиваемого в гидроцилиндре (не показан), подвижная полуформа 4 перемещается влево. На
5 заданном расстоянии между неподвижной 1 и подвижной 4 полуформами хвостовик 12 первого блока плит толкателей взаимодействует с упором литьевой машины (не показан) и останавливает первый блок 7 плит
0 толкателей с толкателями 10, а подвижная полуформа 4 с промежуточной плитой 5, пуансоном 6 и изделием 15, а также с вторым блоком 8 плит выталкивающей системы и толкателями 11 продолжает движение вле5 во.
При этом фигурный торец С толкателя 10 взаимодействует с защелкой Ж изделия 15, предварительно отжимая ее (фиг.2) и выводя из зацепления со знаком 9. Хвостовик
0 13 второго блока 8 плит, взаимодействуя с буртиком d хвостовика 12, также останавливается и при дальнейшем перемещении полуформ 4 влево толкатель 11 второго блока 8 плит взаимодействует с изделием 15 и
5 совместно с толкателем 10 сбрасывает его с пуансона б.
Таким образом, разница Р в величине перемещения толкателей 10 и 11 позволяет предварительно отжимать защелку Ж, выво0 дя ее из зацепления со знаком 9 при помощи толкателя 10, а затем сталкивать изделие
15с пуансона 6 при помощи совместного действия толкателей 10 и 11 первого 7 и второго 8 блока плит.
5 Формула изобретения
размещенных на плоской наклонной и криволинейных поверхностях, при этом плоская наклонная поверхность буртика связана с остальной формообразующей частью посредством выпуклой и вогнутой криволинейных поверхностей, причем вогнутая поверхность образует криволинейный паз.
В
я Я
0
цилиндрических поверхностей, образующих выпуклую и вогнутую части, в направлении, перпендикулярном оси литьевой формы, составляет не более 2 мм,
Фм.1
If
CU1691
фиг.4
| Литьевая форма для изготовления полимерных изделий | 1981 |
|
SU1140990A1 |
| Солесос | 1922 |
|
SU29A1 |
