Толщина которых соответствует толщи- ije стенки
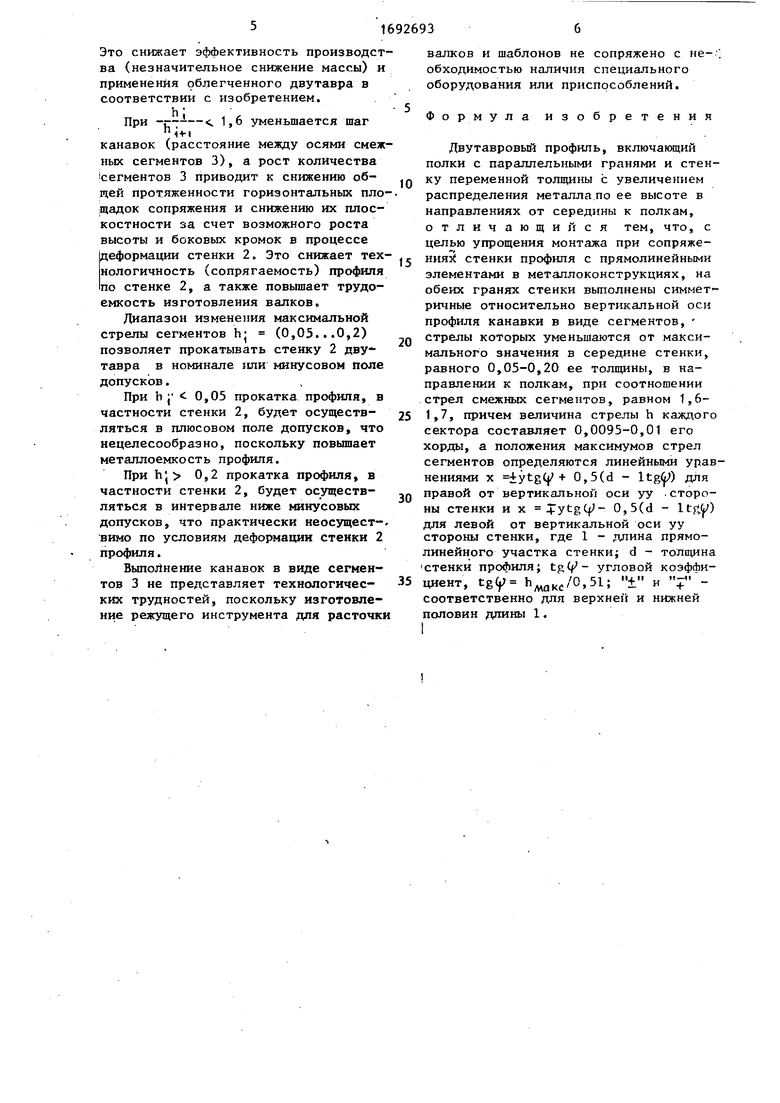
Прямолинейный участок 1 стенки 2 Профиля гООТВетствует длине ее сред- Ней части между сечениями сопряжения 3 по радиусу стенки 2 с верхней и Нижней полками 1.
Сегмент максимального сечения (с осью, совпадающей с осью симметрии грофиля ) имеет максимальный
.с i Подъем гДе ьМсакс и awakc
Соответственно высота и хорда сегмен fa максимального сечения. Высота Ь(|дакс сегмента максимального сечения «е превышает 0S05. толщины стен Ни.
Канайки в виде сегментов 3 выпол™ ены таким образом9 что положение максимумов стрел (или глубина кана в;ок) каждого из сегментов 3 определяемся линейными уравнениями в виде & iytgq + Os5(d - ltg(f) для правой (о Оси Y-Y) стороны стенки и х i ytg( - Ob5(d - ltg(p) для левой (от оси у-у) стороны стенки, где d - толщина 4тенки профиля, tg(|)- угловой коэфиентв ± и Ј - соответственно верхней и нижней частей стенки н
не прямолинейной части 1„
Величина подъема каждого из сегментов составляет О
а:
,0095.
i..0,01, где h, a- - соответственно высота (стрела) и хорда сегмента.
Симметричный относительно оси Х-Х фаг сегментов для каждой из сторон Стенки 2 /определяется величиной соот- «ошения h, 96-1, 7) 5 т.е., вы- Сота 1-го сегмента 3 (глубина канав- Жи) уменьшается в направлении каждой Из полок 1 ,
Такие соотношения параметров сегмента 3 а. также шаг рифления 9
а - Определяемьм соотношением
h}/(1 S6-1, 7) s обеспечивают последо™ Ьательное линейное увеличение площадей сечения стенки 2 от средней (ми- Чимальное сечение) ее части (ось Х-Х) В сторону каждой из полок 1„
Основное преимущество предлагаемого профиля состоит в том, что обеспечивается рациональное распределение ме- талла на высоте стенки 2, соответствующее характеру (также линейному) распределению напряжения 0 в условиях приложения вертикальной нагрузки
5
5
0
0
5
0
по оси Y-Y профиля. Кроме того, наличие плоских (прямолинейных) участков 4 с толщиной стенки d по обеим поверхностям стенки 2 обеспечивает воз- можность выполнения сопряжения по плрскости данного элемента профиля двутавра с другими элементами с плоской поверхностью в различных конструкциях, например в стрсительньрс и в узлах машины.
Предлагаемый профиль позволяет снизить металлоемкость его погонного метра без снижения удельной прочности.
Предлагаемые параметры контура стенки профиля двутавра обусловлены следующим.
Величина подъема каждого сегмента
3 -1 0,0095.„.0,01 обуславливает
ai оптимальную выборку металла (в виде
канавок) по поверхности стенки 2 профиля двутявра с обеспечением наличия чередующихся между кандвками горизонтальных площадок.
При -7 0,0095 значительно уве3
личивается протяженность канавок по длине стенки 2. Это приводит к сокращению количества горизонтальных площадок сопряжения по стенке 2, что « снижает технологическую эффективность применения и производства профиля.
При --- 0,01 возрастает количеai
ство сегментов 3 в связи с уменьшением длины хорды каждого из них. Это усложняет изготовление валковt свя занное с их расточкой, а также в связи с ростом количества прямолинейных площадок отрицательно сказывается на выполнении их плоскостности. Последнее связано с имеющим место (в процессе деформации в валках) выдавливанием металла на глубину сегмента и перетекания при этом части металла в соседние прямолинейные участки 4 и, как следствие, роста высоты боковых кромок сегментов 3, что приводит к нарушению плоскостности участков 4,.
Высоты сегментов 3 h связаны соотношением
,h;if h;/(i,6-1,7).
При ----- 1,7 увеличивается шаг
1+1 канавок, что приводит к уменьшению
общего количества сегментов 3 и минимальной выборке металла по стенке 2.
Это снижает эффективность производства (незначительное снижение массы) и применения облегченного двутавра в соответствии с изобретением.
hj . , При -г -. 1,6 уменьшается шаг
ni+i
канавок (расстояние между осями смежных сегментов 3), а рост количества сегментов 3 приводит к снижению общей протяженности горизонтальных площадок сопряжения и снижению их плоскостности за счет возможного роста высоты и боковых кромок в процессе деформации стенки 2. Это снижает технологичность (сопрягаемость) профиля по стенке 2, а также повышает трудоемкость изготовления валков.
Диапазон изменения максимальной стрелы сегментов hj (0,05...О,2) позволяет прокатывать стенку 2 двутавра в номинале или минусовом поле допусков.
При h j 0,05 прокатка профиля, в частности стенки 2, будет осуществляться в плюсовом поле допусков, что нецелесообразно, поскольку повышает металлоемкость профиля.
При hj 0,2 прокатка профиля, в частности стенки 2, будет осуществляться в интервале ниже минусовых допусков, что практически неосущест-- вимо по условиям деформации стенки 2 профиля.
Выполнение канавок в виде сегментов 3 не представляет технологических трудностей, поскольку изготовление режущего инструмента для расточки
0
5
0
5
0
5
валков и шаблонов не сопряжено с не- . обходимостью наличия специального оборудования или приспособлений.
Формула изобретения
Двутавровый профиль, включающий полки с параллельными гранями и стенку переменной толщины с увеличением распределения металла по ее высоте в направлениях от середины к полкам, отличающийся тем, что, с целью упрощения монтажа при сопряже v
нияз стенки профиля с прямолинейными элементами в металлоконструкциях, на обеих гранях стенки выполнены симметричные относительно вертикальной оси профиля канавки в виде сегментов, стрелы которых уменьшаются от максимального значения в середине стенки, равного 0,05-0,20 ее толщины, в направлении к полкам, при соотношении стрел смежных сегментов, равном 1,6- 1,7, причем величина стрелы h каждого сектора составляет 0,0095-0,01 его хорды, а положения максимумов стрел сегментов определяются линейными уравнениями х ±ytgty + 0,5(d - ltg) для правой от вертикальной оси уу .стороны стенки и х IpytgC - 0,5(d - ItftV) для левой от вертикальной оси уу стороны стенки, где 1 - длина прямолинейного участка стенки; d - толщина стенки профиля; tp( угловой коэффи- циент, tgy ,51; ± и соответственно для верхней и нижней половин длины 1.
У
d
v.
ы
fyv
&
X.
Фиг1
Si
маке
| название | год | авторы | номер документа |
|---|---|---|---|
| Гнутый тонкостенный металлический профиль | 2021 |
|
RU2773742C1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ ОГНЕЗАЩИТЫ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2434227C1 |
| ДЛИННОМЕРНАЯ ПРОДОЛЬНАЯ КОНСТРУКЦИЯ СО СТЫКОВЫМ СОЕДИНЕНИЕМ СЕКЦИЙ (ВАРИАНТЫ) | 2015 |
|
RU2589807C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ АРОЧНОЙ БАЛКИ | 2011 |
|
RU2484214C1 |
| СПОСОБ ПРОКАТА ДВУТАВРОВОГО ПРОФИЛЯ СЕЧЕНИЯ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2011 |
|
RU2486972C2 |
| ДВУТАВРОВЫЙ ГОРЯЧЕКАТАНЫЙ КОЛОННЫЙ ПРОФИЛЬ | 2009 |
|
RU2411091C1 |
| УПЛОТНЕНИЕ КАМЕРЫ СГОРАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2232280C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦА ДЛЯ ИСПЫТАНИЯ ОГНЕЗАЩИТНЫХ ПОКРЫТИЙ | 2010 |
|
RU2451925C2 |
| УГЛОВАЯ ДВУХЛУЧЕВАЯ ОБОЙМА ДЛЯ СТЫКОВОГО СОЕДИНЕНИЯ СЕКЦИЙ ДЛИННОМЕРНОЙ ПРОДОЛЬНОЙ СЕКЦИОННОЙ КОНСТРУКЦИИ (ДПСК), ПРОФИЛЬНАЯ ДПСК СО СТЫКОВЫМ СОЕДИНЕНИЕМ СЕКЦИЙ И ВРЕМЕННЫЕ ПУТИ ПЕРЕМЕЩЕНИЯ КРУПНОГАБАРИТНЫХ И ТЯЖЕЛОВЕСНЫХ ГРУЗОВ | 2016 |
|
RU2647556C1 |
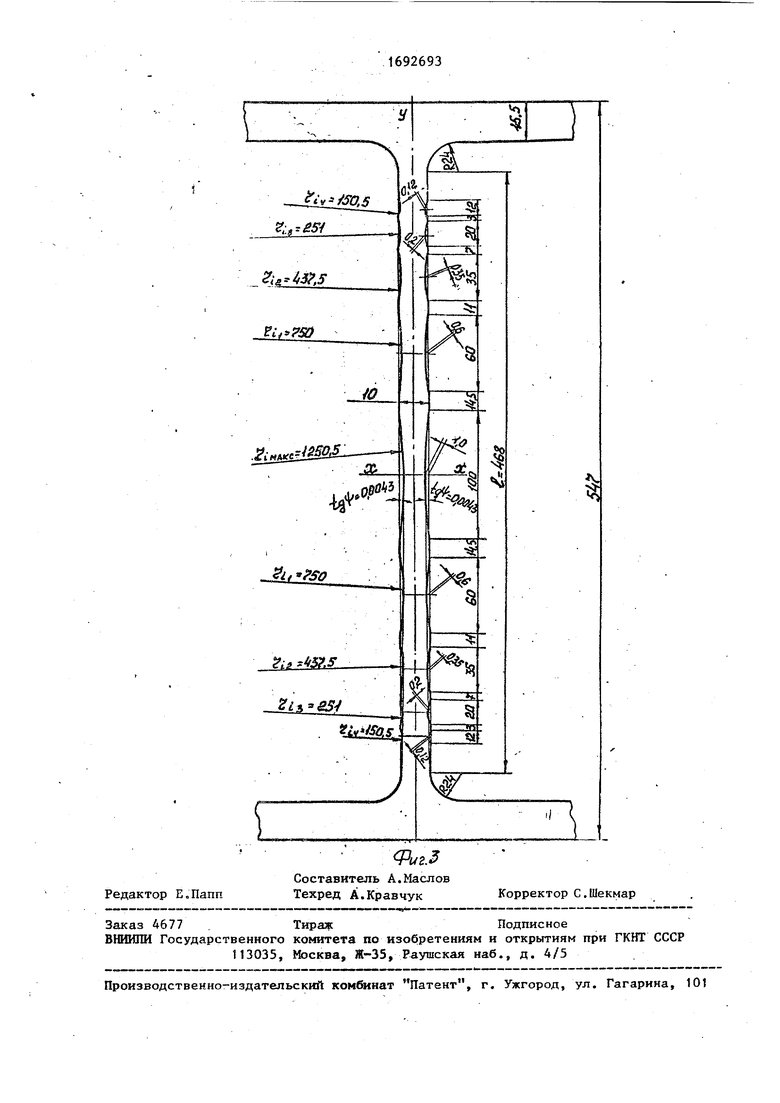
Изобретение относится к прокатному производству и может быть использовано для совершенствования двутаврового профиля. Целью изобретения является упрощение монтажа при сопряжениях стенки профиля с прямолинейными элементами в металлоконструкциях. Снижение металлоемкости двутаврового профиля может быть достигуто рациональным распределением металла стенки в направлении увеличения металлоем-. Изобретение относится к прокатному производству и может быть использовано при производстве двутаврового профиля. Цель изобретения - упрощение монтажа при сопряжениях стенки профиля с прямолинейными элементами в металлоконструкциях . На фиг.1 представлен двутавровый профиль; на фиг.2 - контур участка стенки профиля от середины до радиусного сопряжения с полкой; на фиг,3 кости от середины стенки к полкам, например, выполнением стенки переменной таблицы, что затрудняет сопряжение со стенкой двутавра прямолинейных элементов металлоконструкций. Для упрощения использования в металлоконструкциях таких двутавров на обеих гранях стенки выполняют симметричные относительно вертикальной оси профиля продольные канавки в виде сегментов, стрелы и хорды которых уменьшаются от максимальных в середине стенки в направлении к полкам профиля. Благодаря этому металлоемкость-стенки распределяется вдоль нее по высоте адекватно эпюре действующим в стенке напряжений изгиба, что рационально облегчает профиль. Вместе с тем при использовании таких двутавров в металлоконструкциях прямолинейные элементы стыкуются и крепятся к стенке двутавра по прямолинейным участкам между сегментными канавками, что упрощает монтаж. 3 ил. двутавровый профиль, пример выполнения. Профиль двутавра имеет полки 1 с параллельными гранями и стенку 2, со- .прягаемые между собой радиусом г. В предлагаемой конструкции профиля по , обеим сторонам поверхности прямолинейного участка 1 стенки выполнены канавки в виде сегментов 3 разного сечения, оси которых параллельны оси Х-Х и чередующихся между сегментами плоских прямолинейных участков 4, & СО ю аъ со &э
Фиг 2
| Кацнельсон Г.М | |||
| Снижение металлоемкости проката | |||
| - Киев; Техника, 1963, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
