Изобретение относится к диффузионной сварке и может быть использовано для по.пучения биметаллических труб в различных отраслях промышлен- ,ности.
Целью изобретения является повышение качества сварного соединения при использовании в качестве рабочей создающей давление среды воды путем по еле до ват сильного вытеснения воздуха их зазора между заготовками.
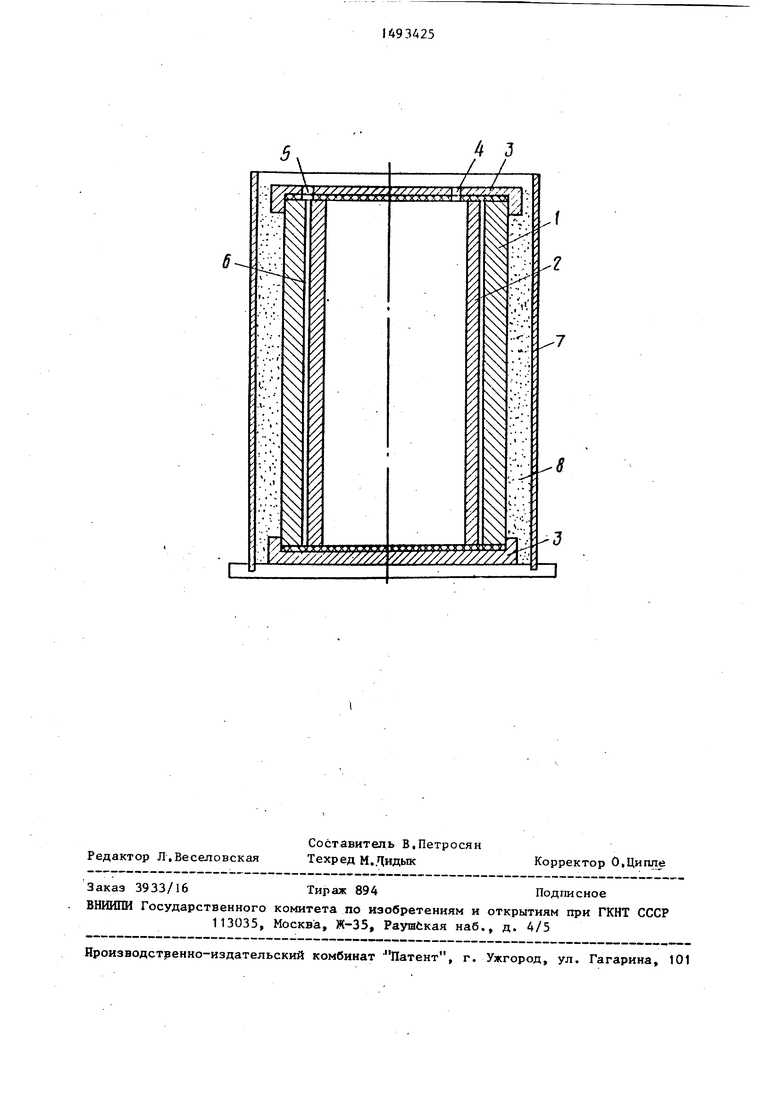
На чертеже показана сборка, разрез .
В наружную трубную заготовку 1 устанавливают заготовку 2 из материала с большим коэффициентом термического расширения. Торцы заготовок герметизируют заглушками 3. Сборку размещают вертикально и заполняют через отверстие 4 внутреннюю заготовку 2 водой. После вытеснения воздуха отверстие 4 заглушают, В заглушке 3 выполняют также отверстие 5, сообщающееся с зазором 6 межцу свари- BaeNfciMH заготовками 1 и 2. Затем устанавливают цилиндр 7 и пространтсво
между ним и собранными заготовка1 1и ааполняют определенными порциями сухой углекислоты 8, .осуп;ествляя тем сакым замораживание вод|.1 в направпё- нии от одного конца заготовок к доу- гому.
В результате последовательного замораживания воды внутрен11яя заготовка начинает деформироваться до контакта с поверхностью наружной заготовки от одного конца к другому вытесняя воздух из зазора 6 через отверстие 5,
„Затем осуществляют выдержку в течение определенного времени для обеспечения гарантированного замерзания ,всего объема вода. После выдержки углекислоту удаляют и осуществляют индукционный нагрев сборки до расплавления льда. После удаления воды сборку нагревают до температуры диффузионной сварки и осуществляют изотермическую выдержку под давлением, создаваекым за счет разницы коэффициентов термического расширени материалов свариваемых заготовок,
Благодаря последоватсгльному замораживанию воды о беспечивается позонная деформация внутренней заготовки и полное вытеснение воздуха из зазора между заготовками, тем самь1м обеспечивается плотный физический контакт между сварива- поверхностями, способствующий повышению качества сварного сое- . динения,
Пример, Изготовление лической трубы с наружным стальным и внутренним меднйм слоями,
В наружную трубную заготовку устнавливали медную заготовку.
На торцах сборки устанавливали толстостенные (30 мм) герметизирующие заглушки. Сборку устанавливсШи вертикально и заполняли внутреннюю медную трубу водой через отверстие в верхней заглушке. Затем это отверстие закрывали пробкой, В верхней заглушке выполняли отверстие,, сообщающееся с кольцевым зазором ме ду труб{1Ь1МИ заготовками и служащее для выпуска из него воздуха. Для
этой цели в верхней части сильной трубы просверливали сквозное отверстие, которое после получения биметаллической трубы заваривали.
После заполнения сборку охлаждали, последовательно засыпая ее снаружи сухой углекислотой. После засыпки всей сборки ее выдерживали в Течение 1 ч дпя обеспечения гарантированного замерзания воды при охлаждении толстостенной заготовки. После выдержки углекислоту удаляли и снаружи сборки размещали индукционный нагреватель, выполненный в виде катушки. Затем сборку нагревали и после рас-, плавления льда и удаления воды температуру повьшали до 950-980 С, После выдержки при этой температуре в течение 1 ч нагреватель отключали и сборку охлаждали до температуры Окружающей срйдЫо Контроль качества сварки полученной биметаллической трубы осуществляли ультразвуком. Прочность сварного соединения (образцы вырезали из кольцевых биметаллических обечаек) составила 10- 14 кг/мм t
Формула изобретем и.я
Способ получения биметаллических труб диффузионной сваркой, при кото- ром в наружную заготовку устанавливают заготовку из материала с боль шим коэффициентом термического расширения, последнюю деформируют до контакта с поверхностью наружной заготовки давлением рабочей среды, после удаления которой сборку нагревают и осуществляют изотермическую выдержку, отличающийся тем, чта, с целью повышения качества соединения при испольг ованни в качестве рабочей среды воды путем последовательного вьггеснения воздуха из зазора между заготовками, деформирование осуществляют замораживанием воды в направлении от одного коы1а заготовок к другому.
4 J
/ /
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| Способ получения биметаллических полых изделий диффузионной сваркой | 1989 |
|
SU1692790A1 |
| Способ получения биметаллических труб диффузионной сваркой | 1980 |
|
SU919834A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МЕТОДОМ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2219024C1 |
| Установка для получения биметаллических труб диффузионной сваркой | 1982 |
|
SU1006136A2 |
| Установка для получения биметаллических труб диффузионной сваркой | 1988 |
|
SU1556848A2 |
| Способ диффузионной сварки телескопических соединений | 1991 |
|
SU1808582A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФФУЗИОННОЙ СВАРКОЙ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ "ТИТАН - НЕРЖАВЕЮЩАЯ СТАЛЬ" | 2023 |
|
RU2802246C1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2654398C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛО-ГИДРОИЗОЛИРОВАННЫХ ТРУБНЫХ ПЕРЕХОДОВ И ТРУБНЫЙ ПЕРЕХОД | 2008 |
|
RU2389939C2 |
Изобретение относится к диффузионной сварке и может быть использовано для получения биметаллических труб в различных отраслях машиностроения. Цель изобретения - повышение качества сварного соединения при использовании в качестве рабочей среды воды путем последовательного вытеснения воздуха из зазора между заготовками. Коаксиально собранные трубные заготовки с внутренним слоем из материала с большим коэффициентом термического расширения заполняют водой и осуществляют ее замораживание. Причем замораживание ведут постепенно от одного конца заготовок к другому. Под действием льда внутренняя стенка последовательно деформируется, вытесняя воздух из зазора, до контакта с внутренней поверхностью наружной заготовки. Затем лед размораживают, воду удаляют и осуществляют нагрев заготовок до температуры диффузионной сварки. Полное удаление воздуха из зазора за счет последовательного деформирования внутренней заготовки, замораживаний водой позволяет исключить образование несплошностей в зоне соединения. 1 ил.
t
m
ж X Л-Ж-У
КЗ
/ тух
/7/////////УУ//)
77 / //7// .//
л -г
////////////
| Чёпурко М.И, и др | |||
| Биметаллические трубы | |||
| М.: Металлургия, 1974, с.113-114. |
