1
Изобретение относится к трубному производству и может быть использовано дри получении биметаллических труб диффузионной сваркой.
Известен стан непрерывной и пилигримовой прокатки труб, на которых можно получить путем горячего совместного деформирования биметаллические трубы с различным сочетанием материалов слоев f1 .
Недостатком стана является большая продольная и поперечная разностенность -и низкое качество поверхности труб.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является поточная линия для производства биметаллических труб диффузионной сваркой, содержащая механизированный стеллаж для сборки трубных заготовок, волочильный стан, роликовую проходную печь с рольгангами для ввода и вывода трубных заготовок.
охлаждающее устройство и устройство для съема сваренных труб 2. , Недостатком поточной линии является довольно узкий сортамент ( по со четанию слоев} труб, подвергаемых сварке, из-за необходимости иметь коэффициент линейного расширения внутреннего слоя больший, чем наружного.
to
Цель изобретения - расширение номенклатуры свариваемых труб.
Поставленная цель достигается тем, что э поточной линии производства биметаллических труб диффузионISной сваркой, содержащей механизированный стеллаж для сборки трубных заготовок, волочильный стан, роликовую проходную печь с рольгангами для ввода и вывода трубных заготовок,
20 охлалдающее устройство и устройство для съема сваренных труб перед печью установлен отрезной станок, а за печью - параллельно рольгангу
для вывода заготовок установлено связанное с ним устройство для горячей раздачи трубных заготовок парогазовыми смесями.
Наличие в составе поточной линии установки для раздачи биметаллических труб позволяет сваривать и те сочетания трубных заготовок, в которых наружный слой имеет коэффициен линейного расширения больший, чем внутренний, или у обеих слоев этот коэффициент мало отличается. Это существенно расширяет сортамент труб, которые могут производиться на поточной линии.
При использовании установки горячей раздачи парогазовыми смесям труба, поступающая на раздачу и сварку, должна иметь ровно образованные торцы. Поэтому в поточную линию ПОСле волочильного стана вводится отрез ной станок, обеспечивающий отрезку отформованного на гидропроталкивателе переднего конца трубы под волочение и выравнивание заднего конца. Этот станок устанавливают перед роликовой печьюУего размещение между печью и установкой для горячей раздачи невозможно, так как при таком расположении оборудования температура трубы в период времени, затрачивамого на резку концов, будет снижаться, что отрицательно влияет на результаты сварки слоев при их совместной раздаче.
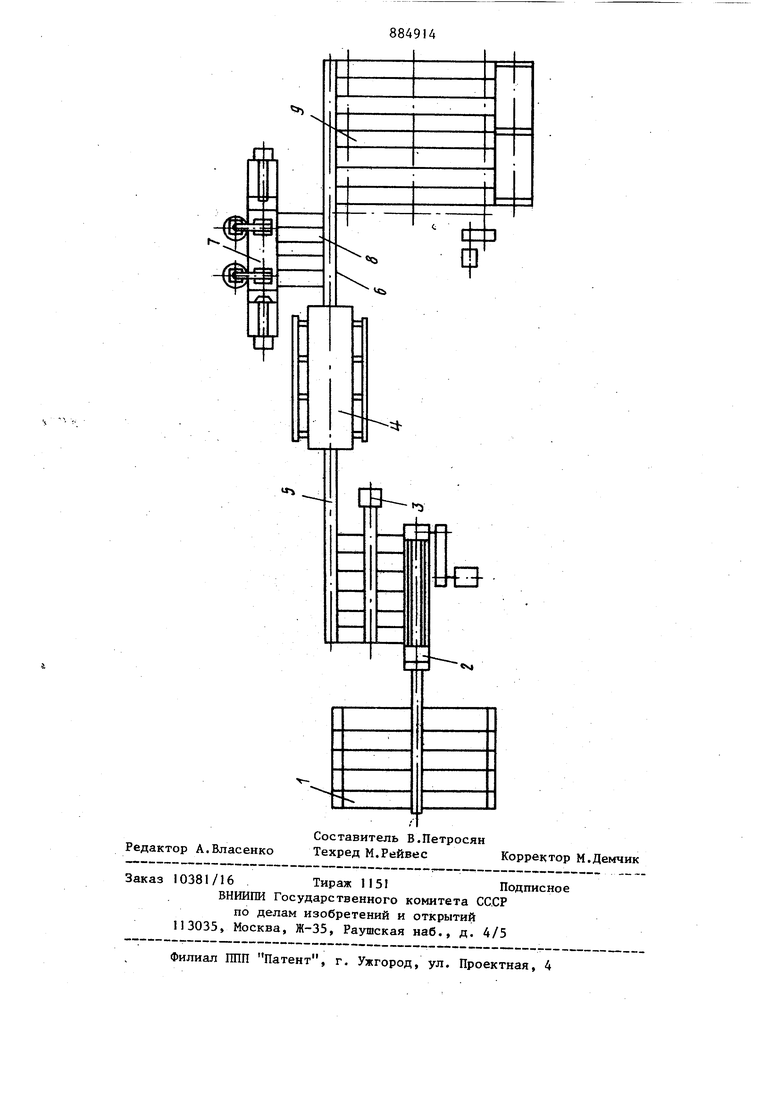
На чертеже представлена схема поточной линии производства биметаллических труб, общий вид в плане.
Поточная линия для производства биметаллических труб диффузионной сваркой содержит установленные по ходу технологического процесса механизированный стеллаж 1 для сборки трубных заготовок, волочильный стан 2, отрезной станок -3, роликовую проходную печь 4 с рольгангами ввода 5 и вьшода 6 трубных заготовок, устройство 7 для горячей раздачи трубных заготовок с парогазовыми смесями, связанное с рольгангом для вывода трубных заготовок устройством 8 для съема трубных заготовок, и охлаждающее устройство 9.
Поточная линия работает следующим образом.
Горячекатаные или холоднокатаные трубы наружного и внутреннего слоя, на которых должна собираться свари|ваемая пара, после химической подго|товки и опрессовки под волочение одного конца трубы наружного слоя поступают на поточную линию, где на механизированном стеллаже 1 трубы 5 внутреннего слоя вводят в трубы
наружного слоя до упора в отформованную на гидропроталкивателе под волочение головку и транспортируют к волочильному стану 2.
0 Двухслойную трубу подверг 1ют волочению с таким расчетом, чтобы обеспечить совместную деформацию обоих слоев. Отсутствие зазора между-слоями и созданный натяг защищают ранее
5 химически очищенные контактные поверхности от загрязнения и окисления. Совместная деформация волочением обеспечивает также развитую поверхность контакта между слоями сочлененную двухслойную трубу подают к отрезному станку 3, где от трубы отрезают опрессованную под волочение головку ( передний конец ) и задний конец, выравнивая тем самым торцы
5 наружного и внутреннего слоя двухслойной трубы. Подготовленную таким образом двухслойную трубу подают в роликовую проходную печь 4 по рольгангу 5 для ввода. Проходя через
Q печь, труба нагревается до температуры горячей пластической деформации более легкоплавкого из слоев, входящих в композицию. Рольганг 6 для вывода на транспортной скорости перемещает трубу до установки 7 для го5 рячей раздачи труб парогазовыми смесями, куда трубу подают устройством 8 для съема.
Двухслойную трубу укладывают в
открытую матрицу установки 7, матри-, цу закрывают, уплотняющими устройствами герметизируют полость трубы и подают в нее сжать1Й воздух и жидкое топливо. При сгорании юплива давление продуктов сгорания возрастает до значений, достаточных для совместной пластической деформации обоих слоев трубы. В процессе деформации до размера, ограничиваемого полостью
0 матрицы, слои трубных заготовок прочно свариваются между собой. Затем давление в полости двухслойной трубы снижают до атмосферного, матрицу раскрывают и устройством 8 сваренную
5 трубу подают на рольганг ывода, откуда она поступает в охлаждающее устройство 9, где остывает до нормальной температуры.
Дальнейшие операции отрезки концов, холодной прокатки и отделки выполняют на оборудовании, установлением вне поточной линии.
Предлагаемая линия отличается большой универсальностью, поскольку те трубы, для сварки которых нет необходимости в совместной пластической деформации слоев { трубы, у которых внутренний слой имеет существенно больший коэффициент линейного расширения, чем наружный, могут быть обработаны на той же линии по схеме термрдиффузионной сварки с естественным подпором. При этом диффузионная сварка происходит непосредственно к роликовой проходной печи 4, на пути своего пооперационного перемещения труба минует отрезной станок 3 и установку 7 для горячей раздачи и сварки труб парогазовыми смесями.
Использование предлагаемого изобретения позволит расширить номенклатуру биметаллических труб, получаемых диффузионной сваркой. Экономичес кий эффект от внедрения поточной линии составит 655 т.руб.
Формула изобретения
Поточная линия для производства биметаллических труб диффузионной S сваркой, содержащая механизированный стеллаж для сборки трубных заготовок, волочильный стан, роликовую проходную печь с рольгангами для ввода и вывода трубных заготовок, ® охлаждающее устройство и устройство . для съема сваренных труб, отличающаяся тем, что, с целью расширения номенклатуры труб, перед печью установлен отрезной станок, а за печью параллельно рольгангу для вывода заготовок установлено, связанное с ним устройство для горячей раздачи трубных заготовок парогазовыми смесями. 20 Источники информации,
принятые во внимание при экспертизе
1.Шевченко А.А. и др. Анализ состояния и перспективы производства
и применения биметаллических труб. К., УКРНИИИТИ, 1970, с. 75-80.
2.Шевченко А.А. и др. Совершенствование процессов и оборудования для производства холоднодеформированных труб. М., Металлургия, 1979,
М с. 65-72 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства биметаллических труб диффузионной сваркой | 1982 |
|
SU1058746A2 |
| Поточная линия для производства сварных термоупрочненных труб | 1977 |
|
SU659222A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ | 1971 |
|
SU301251A1 |
| Поточная линия производства холоднодеформируемых труб | 1981 |
|
SU992602A1 |
| Поточная линия для производства заготовок двухслойных труб | 1983 |
|
SU1098718A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ | 2013 |
|
RU2564501C2 |
| Установка для плакирования труб | 1979 |
|
SU863253A1 |
| Способ получения биметаллических труб диффузионной сваркой | 1986 |
|
SU1323303A1 |
| Поточная линия для изготовления биметаллических и многослойных труб | 1972 |
|
SU440178A1 |