СО
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная линия | 1989 |
|
SU1694375A2 |
| Кассетная линия | 1986 |
|
SU1530465A1 |
| Кассетная линия для изготовления строительных изделий | 1990 |
|
SU1785906A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Горизонтально-замкнутая конвейерная линия для вертикального формования бетонных изделий | 1984 |
|
SU1207775A1 |
| Кассетно-конвейерная линия вертикального формования для изготовления строительных изделий | 1988 |
|
SU1519883A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| Кассетная линия для изготовления сборных железобетонных изделий | 1982 |
|
SU1101353A1 |
| Технологический комплекс по производству железобетонных изделий | 1989 |
|
SU1694379A1 |
| Кассетная установка для изготовления железобетонных изделий | 1981 |
|
SU1065206A1 |
Изобретение относится к строительной индустрии, а именно к изготовлению строительных изделий в вертикальном обложении панелей перекрытий, внутренних стен и других изделий в области домостроения и 2 промышленном строительстве. Цель - повышение производительности линии. Ро- торно-конвейерная линия содержит оппозитно расположенные кассетные установки 1 с вертикальными формами 2, соеди- ненные между собой рельсовыми направляющими 3 с размещенными-на них технологическими постами, и передаточные устройства, выполненные в виде шагового привода перемещения и досылателя, рельсовые направляющие выполнены радиальными, на них расположены посты подготовки форм с шагом, кратным шагу перемещения привода, последний - в виде неполно поворотного сектора 10 с приводом от силового цилиндра. 5 ил.
Изобретение относится к строительной индустрии, а именно к изготовлению строительных изделий в вертикальном положении панелей перекрытий, внутренних стен и других изделий в области домостроения и промышленном строительстве.
Цель изобретения - повышение производительности линии.
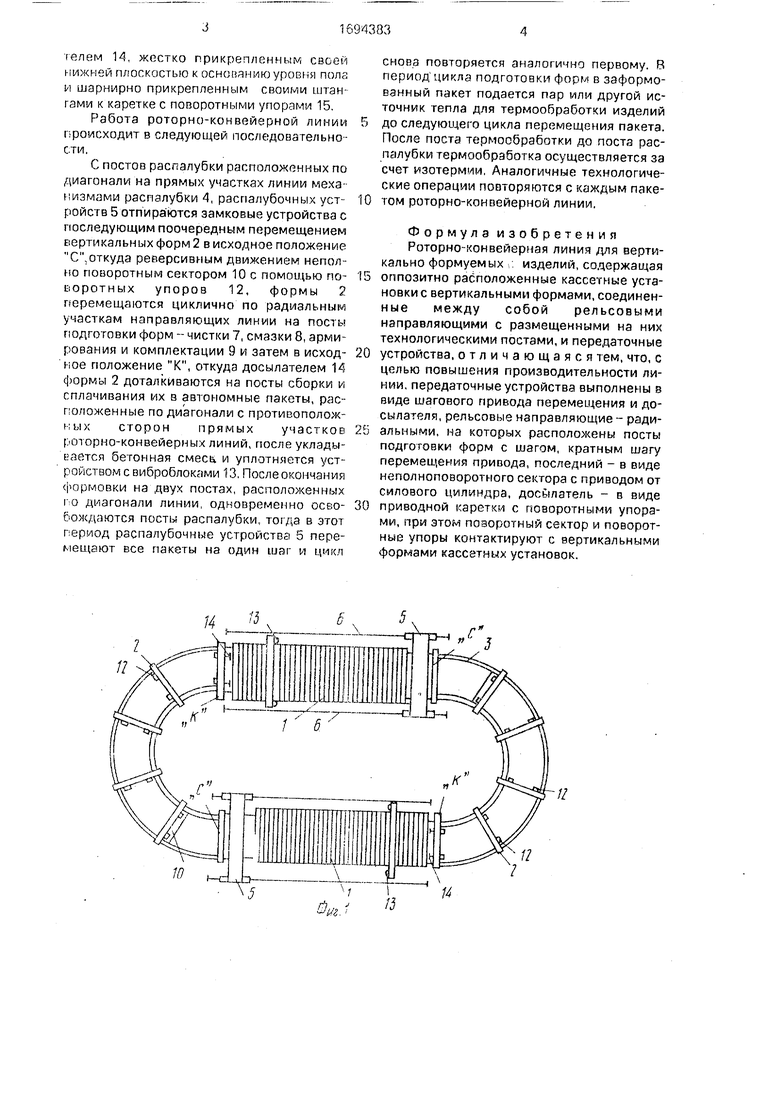
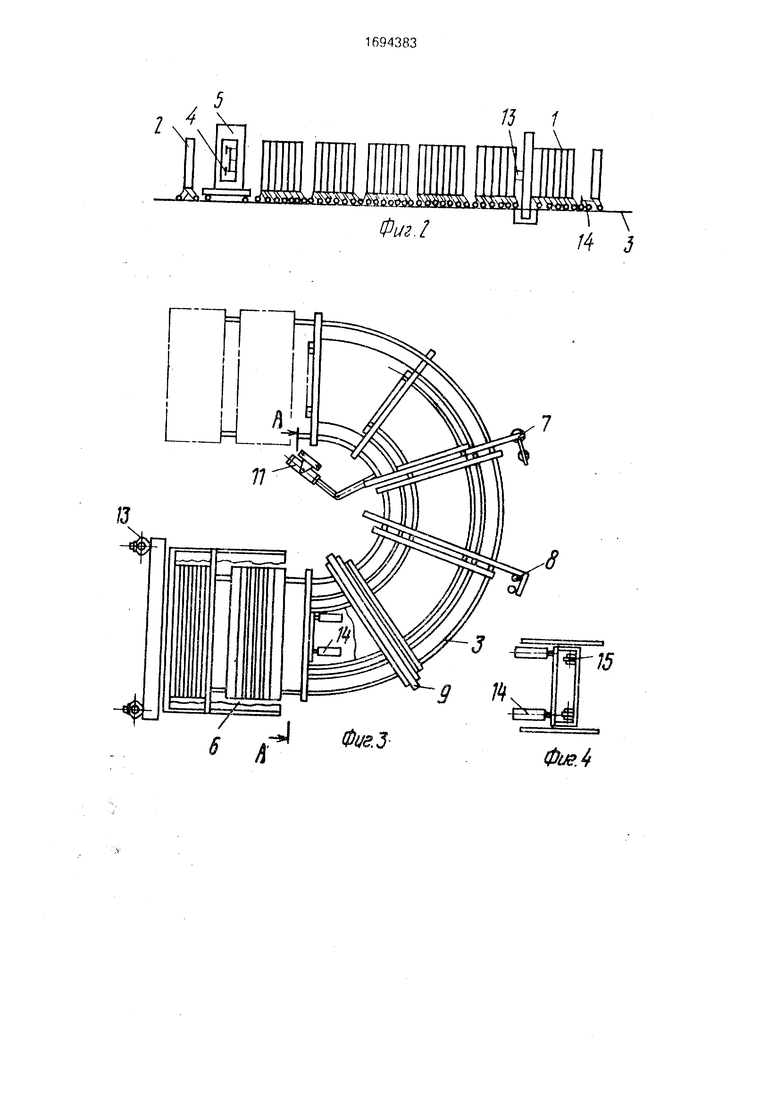
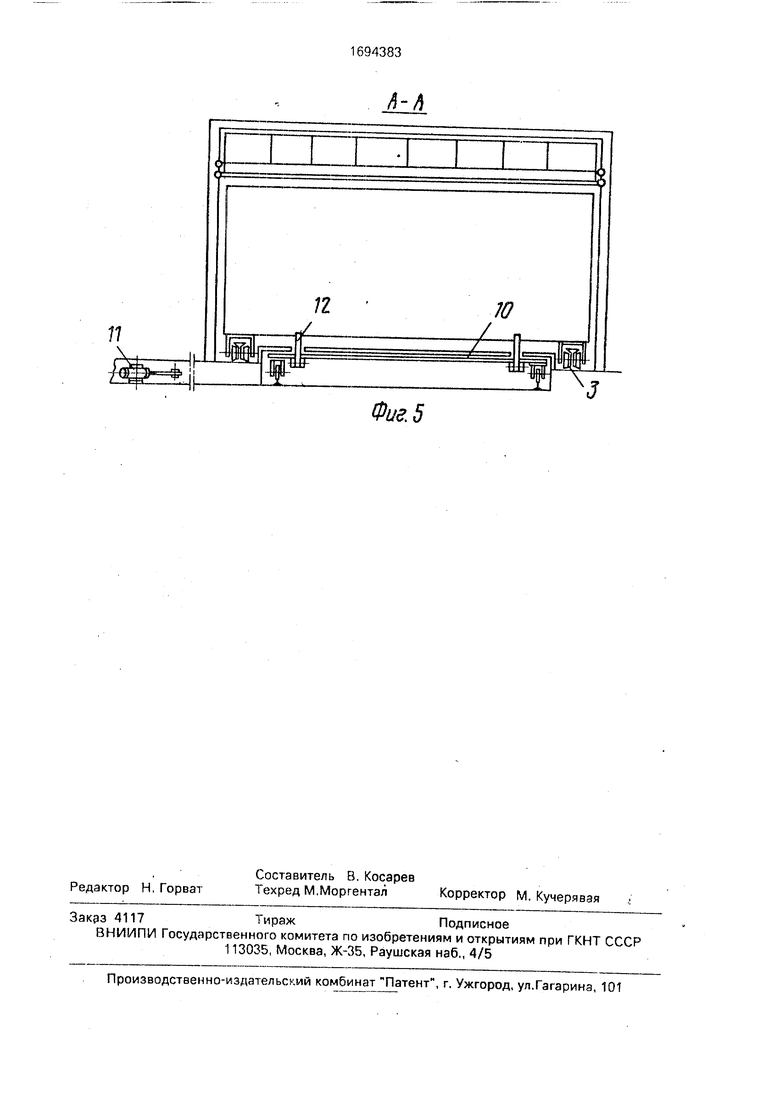
На фиг.1 показана роторно-конвейер- ная линия, общий вид; на фиг,2 - фрагмент линии, вид сбоку; на фиг.З - то же, вид сверху ( передаточное устройство в виде не- полноповоротного сектора с постами подготовки); на фиг.4 - досылатель с поворотными упорами; на фиг.5 - разрез Б - Б на фиг.З.
Роторно-конвейерная линия для вертикально формуемых изделий содержит оппозитно-расположенные кассетные установки 1, включающие вертикальные формы 2, перемещающиеся по направляющим 3 и
запираемые в автономные пакеты известными в технике замковыми устройствами, периодически взаимодействующими с механизмами распалубки 4, закрепленными на передвижных распалубочных устройствах 5, реверсивно перемещающихся по направляющим 6.
Радиальные участки направляющих линии снабжены постами подготовки форм - чистки 7, смазки 8, армирования и комплектации 9 с шагом, кратным шагу перемещения привода реверсивно неполно поворотного сектора 10 с приводом 11, с таким же кратным шагом установлены на поворотном секторе и поворотные упоры 12, периодически контактируемые с вертикальными формами 2.
Для досылания вертикальных форм на пост сборки и сплачивания их в пакет для формовки, где установлено устройство с виброблоками 13. линия снабжена досылао
Ю .N СО 00
со
гелем 14, жестко прикрепленным своей нижней плоскостью к основанию уровня пола и шарнирно прикрепленным своими штангами к каретке с поворотными упорами 15.
Работа роторно-конвейерной линии происходит в следующей последовательности.
С постов распалубки расположенных по диагонали на прямых участках линии механизмами распалубки 4, распалубочных уст- ройств 5 отпираются замковые устройства с последующим поочередным перемещением вертикальных форм 2 в исходное положение С,откуда реверсивным движением неполно поворотным сектором 10 с помощью по- воротных упоров 12, формы 2 перемещаются циклично по радиальным участкам направляющих линии на посты подготовки форм - чистки 7, смазки 8, армирования и комплектации 9 и затем в исход- ное положение К, откуда досылателем 14 формы 2 доталкиваются на посты сборки и сплачивания их в автономные пакеты, расположенные по диагонали с противополож- ных сторон прямых участков роторно-конвейерных линий, после укладывается бетонная смесь и уплотняется устройством с виброблоками 13. После окончания формовки на двух постах, расположенных по диагонали линии, одновременно осво- бождаются посты распалубки, тогда в этот период распалубочные устройства 5 перемещают все пакеты на один шаг и цикл
П
вм.1
снова повторяется аналогично первому. В период цикла подготовки форм в заформо- ванный пакет подается пар или другой источник тепла для термообработки изделий до следующего цикла перемещения пакета. После поста термообработки до поста распалубки термообработка осуществляется за счет изотермии. Аналогичные технологические операции повторяются с каждым пакетом роторно-конвейерной линии,
Формула изобретения Роторно-конвейерная линия для вертикально формуемых : изделий, содержащая оппозитно расположенные кассетные установки с вертикальными формами, соединен- ные между собой рельсовыми направляющими с размещенными на них технологическими постами, и передаточные устройства, отличающаяся тем, что, с целью повышения производительности линии, передаточные устройства выполнены в виде шагового привода перемещения и до- сылателя, рельсовые направляющие - радиальными, на которых расположены посты подготовки форм с шагом, кратным шагу перемещения привода, последний - в виде неполноповоротного сектора с приводом от силового цилиндра, досылатель - в виде приводной каретки с поворотными упорами, при этом поворотный сектор и поворотные упоры контактируют с вертикальными формами кассетных установок.
5
f -tf
Фиг.Ь
Фие.5
| Горизонтально-замкнутая конвейерная линия для вертикального формования бетонных изделий | 1984 |
|
SU1207775A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
