Вид 6
(Л
С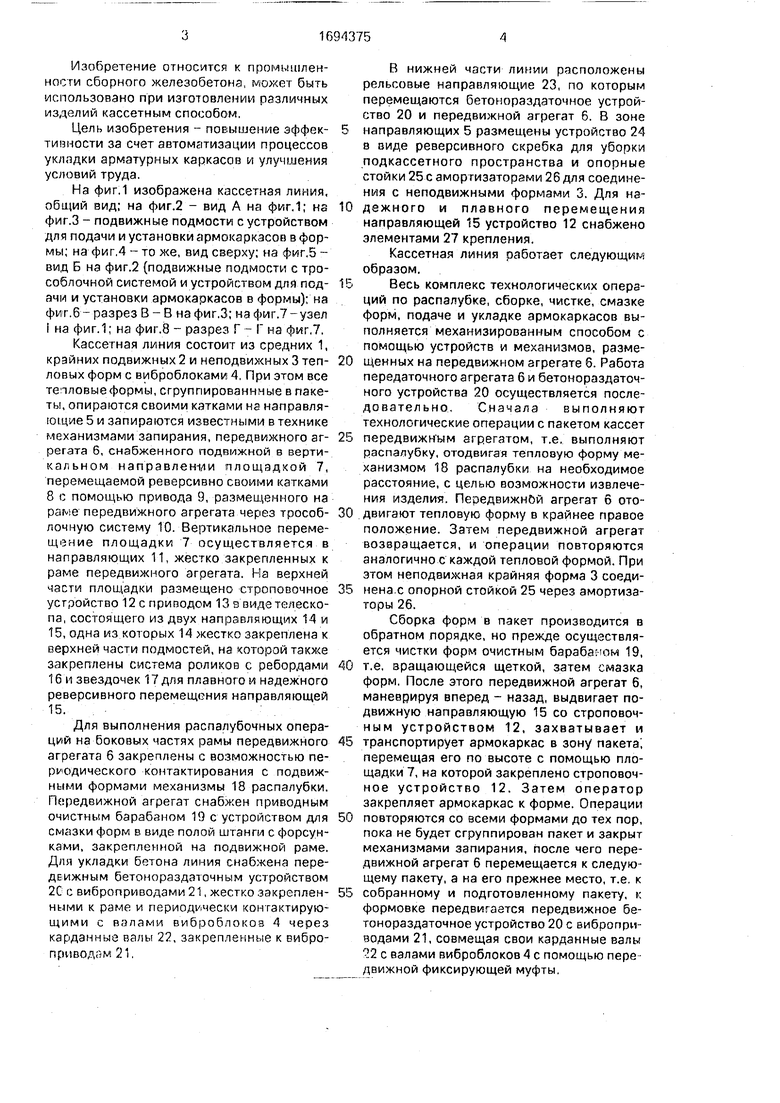

| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная линия для вертикально формуемых изделий | 1987 |
|
SU1694383A1 |
| Кассетная установка для изготовления железобетонных изделий | 1981 |
|
SU1065206A1 |
| Кассетная линия | 1986 |
|
SU1530465A1 |
| Кассетная линия для изготовления сборных железобетонных изделий | 1982 |
|
SU1101353A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ | 1973 |
|
SU405718A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU882751A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| Кассетная линия для изготовления сборных железобетонных изделий | 1983 |
|
SU1197854A1 |
| Кассетно-конвейерная линия вертикального формования для изготовления строительных изделий | 1988 |
|
SU1519883A1 |
| Способ изготовления пространственного арматурного каркаса и устройство для его осуществления | 1979 |
|
SU783445A1 |
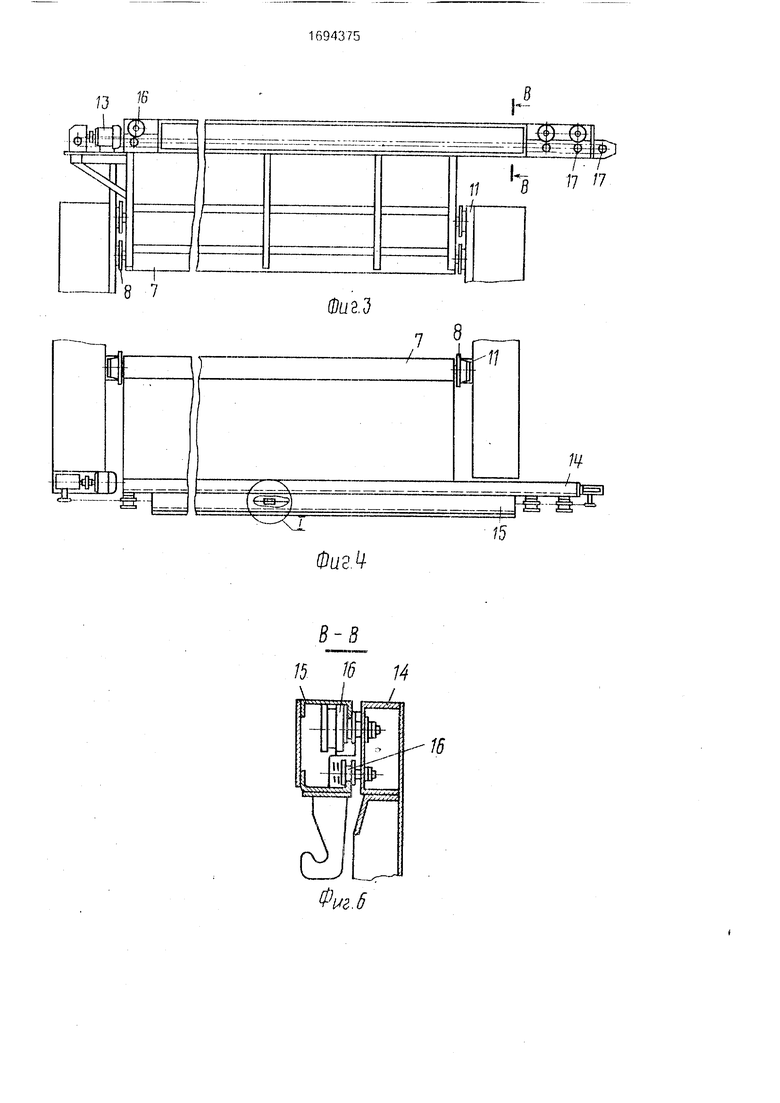

Изобретение относится к промышленности сборного железобетона и может быть использовано при изготовлении различных изделий кассетным способом. Цель изобретения - повышение эффективности за счет автоматизации процессов укладки арматурных каркасов и улучшения условий труда. Кассетная линия содержит комплект ферм (пакет), передвижной агрегат 6, снабженный подвижной в вертикальном направлении площадкой 7 со строповочным устройством 12 для захвата и укладки арматурных каркасов в кассеты. Вертикальное перемещение площадки 7 осуществляется по направляющим агрегата 6 с помощью трособлочной системы 10, связанной с реверсивным приводомЭ. Устройство смонтировано на конце телескопической балки, которая при перемещении вдоль площадки устанавливается в требуемом отсеке, после чего закрепленный на крюках устройства 12 армокаркас снижается и фиксируется в образованной формой и оснасткой полости. 8 ил.
С
ю
N
Сл
VI
СП
N
Изобретение относится к промышленности сборного железобетона, может быть использовано при изготовлении различных изделий кассетным способом.
Цель изобретения - повышение эффективности за счет автоматизации процессов укладки арматурных каркасов и улучшения условий труда.
На фиг.1 изображена кассетная линия, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - подвижные подмости с устройством для подачи и установки армокаркасов в формы; на фиг.4 - то же, вид сверху; на фиг.5 - вид Б на фиг.2 (подвижные подмости с тро- соблочной системой и устройством для подачи и установки армокаркасов в формы); на фиг.6 - разрез В - В на фиг.З; на фиг.7 - узел i на фиг. 1; на фиг.8 - разрез Г - Г на фиг.7. Кассетная линия состоит из средних 1, крайних подвижных 2 и неподвижных 3 тепловых форм с виброблоками 4. При этом все тепловыеформы, сгруппированнные в пакеты, опираются своими катками на направляющие 5 и запираются известными в технике механизмами запирания, передвижного агрегата 6, снабженного подвижной в вертикальном направлен-ии площадкой 7, перемещаемой реверсивно своими катками 8 с помощью привода 9, размещенного на раме передвижного агрегата через трособ- лочную систему 10. Вертикальное перемещение площадки 7 осуществляется в направляющих 11, жестко закрепленных к раме передвижного агрегата. На верхней части площадки размещено строповочное устройство 12с приводом 13 в виде телескопа, состоящего из двух направляющих 14 и 15, одна из которых 14 жестко закреплена к верхней части подмостей, на которой также закреплены система роликов с ребордами 16 и звездочек 17 для плавного и надежного реверсивного перемещения направляющей 15.
Для выполнения распалубочных операций на боковых частях рамы передвижного агрегата 6 закреплены с возможностью периодического контактирования с подвижными формами механизмы 18 распалубки. Передвижной агрегат снабжен приводным очистным барабаном 19 с устройством для смазки форм в виде полой штанги с форсунками, закрепленной на подвижной раме. Для укладки бетона линия снабжена передвижным бетонораздаточным устройством 20 с виброприводами 21, жестко закрепленными к раме и периодически контактирующими с валами виброблоков 4 через карданные валы 22, закрепленные к вибро- приводэм 21.
В нижней части линии расположены рельсовые направляющие 23, по которым перемещаются бетонораздаточное устройство 20 и передвижной агрегат 6. В зоне
5 направляющих 5 размещены устройство 24 в виде реверсивного скребка для уборки подкассетного пространства и опорные стойки 25 с амортизаторами 26 для соединения с неподвижными формами 3. Для на10 дежного и плавного перемещения направляющей 15 устройство 12 снабжено элементами 27 крепления.
Кассетная линия работает следующим образом.
15 Весь комплекс технологических операций по распалубке, сборке, чистке, смазке форм, подаче и укладке армокаркасов выполняется механизированным способом с помощью устройств и механизмов, разме20 щенных на передвижном агрегате 6. Работа передаточного агрегата 6 и бетонораздаточного устройства 20 осуществляется после- довательно. Сначала выполняют технологические операции с пакетом кассет
25 передвижным агрегатом, т.е. выполняют распалубку, отодвигая тепловую форму механизмом 18 распалубки на необходимое расстояние, с целью возможности извлечения изделия. Передвижной агрегат б ото30 двигают тепловую форму в крайнее правое положение. Затем передвижной агрегат возвращается, и операции повторяются аналогично с каждой тепловой формой. При этом неподвижная крайняя форма 3 соеди35 нена с опорной стойкой 25 через амортизаторы 26.
Сборка форм в пакет производится в обратном порядке, но прежде осуществляется чистки форм очистным барабаном 19,
40 т.е. вращающейся щеткой, затем смазка форм. После этого передвижной агрегат 6, маневрируя вперед - назад, выдвигает подвижную направляющую 15 со строповоч- ным устройством 12, захватывает и
45 транспортирует армокаркас в зону пакета, перемещая его по высоте с помощью площадки 7, на которой закреплено строповочное устройство 12. Затем оператор закрепляет армокаркас к форме. Операции
50 повторяются со всеми формами до тех пор, пока не будет сгруппирован пакет и закрыт механизмами запирания, после чего передвижной агрегат 6 перемещается к следующему пакету, а на его прежнее место, т.е. к
55 собранному и подготовленному пакету, к формовке передвигается передвижное бетонораздаточное устройство 20 с виброприводами 21, совмещая свои карданные валы 22 с валами виброблоков 4 с помощью передвижной фиксирующей муфты.
Посге этого подается бетонная смесь в образованные формами и оснасткой полости. Затем в технологической последовательности осуществляется уплотнение бетонной смеси, а по окончании этой операции производится термообработка изделий, которая выполняется в автоматическом режиме. Аналогичные операции выполняются со всеми пакетами.
Технологические преимущества предлагаемой кассетной линии заключается в следующем: она компактна, так как все технологические операции по подготовке форм выполняются устройствами, смонтированными на передаточном агрегате, а не на дополнительных постах подготовки, в результате чего эффективно используется производственная площадь, повышается
производительность труда, улучшаются условия работы обслуживающею персонала, а также сокращаются крановые операции при подаче и установке армокаркасов в фор- мы.
Формула изобретения Кассетная линия по авт.св. № 1530465, отличающаяся тем, что, с целью
0 повышения эффективности за счет автоматизации процессов укладки арматурных каркасов и улучшения условий труда, передвижной агрегат снабжен подвижной в вертикальном направлении площадкой, на
5 которой размещено устройство для укладки арматурных каркасов в кассеты, выполненные в виде горизонтальной телескопической балки.
Фиг.2
г
Si
Н
ssJ
-€
П
А
91 9-8
т Si
Ь гпф
.
SZC17691
Г- Г Повернуто
21
Фиг.8
16
| Кассетная линия | 1986 |
|
SU1530465A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
