Изобретенио относится к производству строительных изделий, а именно к кассет- но-конвсйерным линиям для производства панелей круннопанельного домостроения.
Цель изобретения -- повышение произ- водительности за счет группового вибрирования форм.
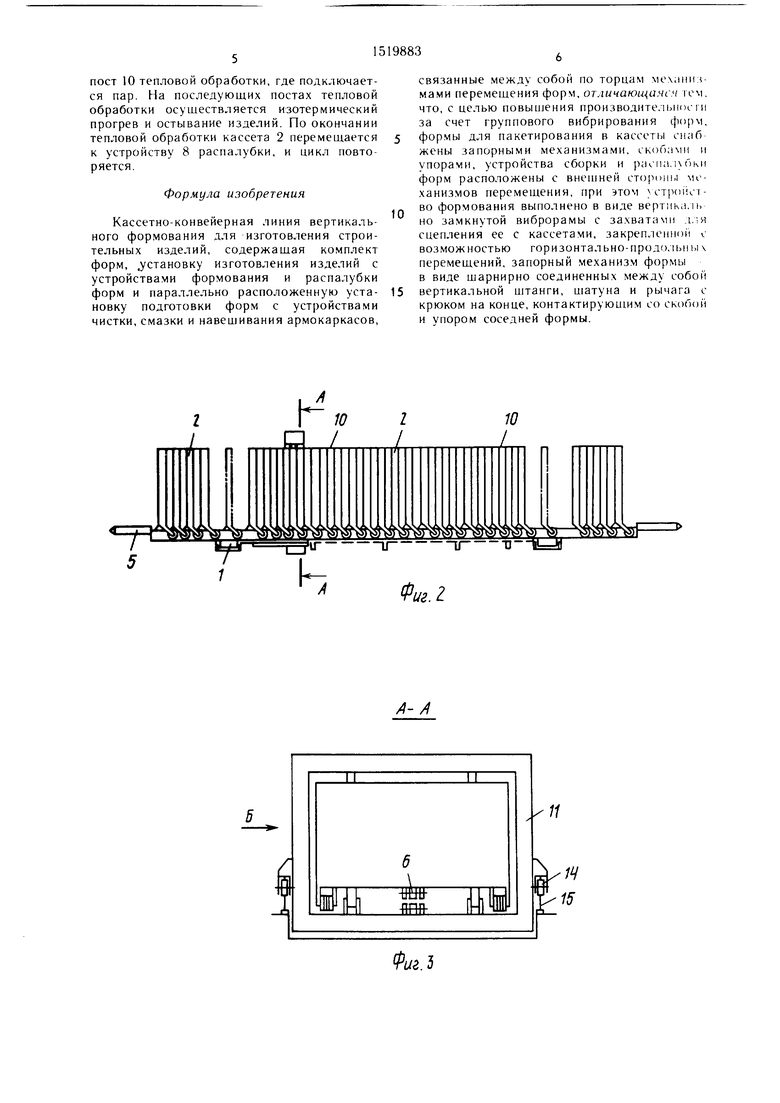
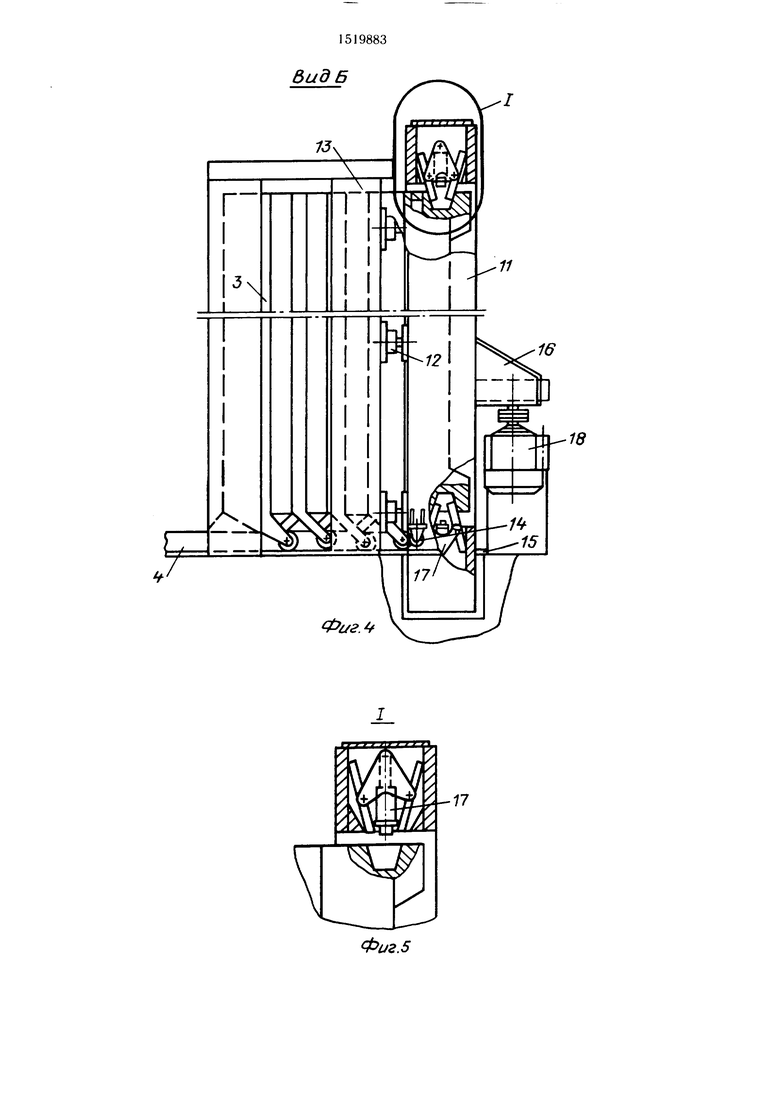
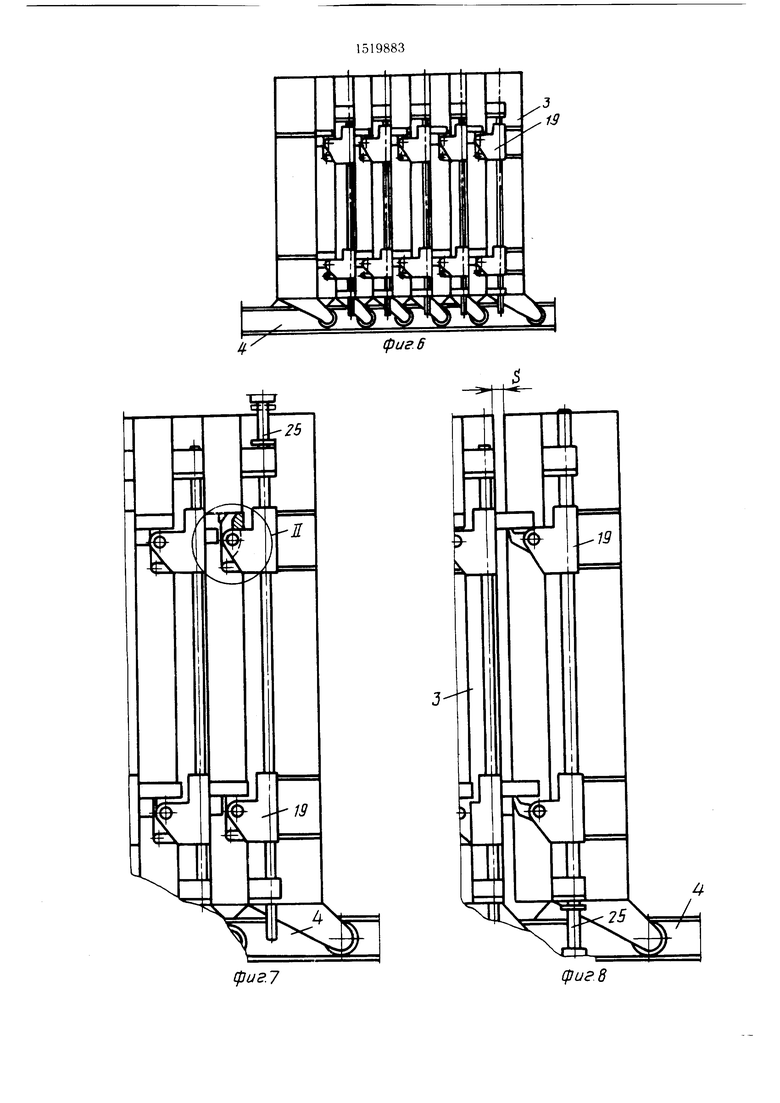
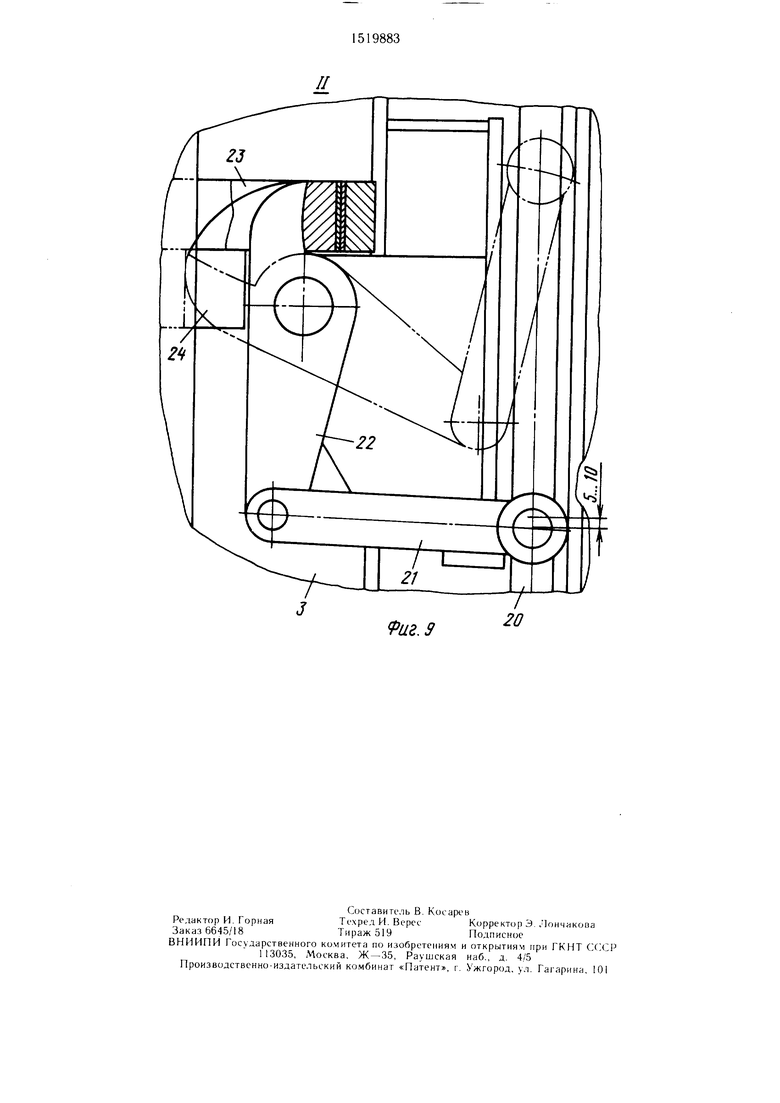
На фиг. 1 изображена кассетно-конвейер- ная линия, нлан; на фиг. 2 - то же, вид сбоку; на фнг. 3 разрез А- -А на фиг. 2; на фиг. 4 1и1д Гз на фиг. 3; на фиг. 5 - узе.ч I на фиг. 4 (с исходным положением захвата); на фиг. 6 пакет форм, соединенных за- но|)нымн механизмами, вид сбоку; на фиг. 7 вид на запорные механизмы в закрытом сосоянни; на фиг. 8 - вид на запор- ные механизмы в открытом положении при раздвинутых формах; на фиг. 9 - узел И на фиг. 7.
Кассетно-конвейерная линия вертикально™ формования состоит из параллел)НО распо.юженных установок изготовления из- делир( и подготовки форм, связанных между ci)6oii но торпам меха1Н1змамн 1 перемещения форм, ряда кассет 2, каждая из которых сг|)у1111ир()вана из нескольких подвижных СИЛОВЫХ форм 3. Кассеты перемен1аются но рсл1) нанравляюшим 4 с помощью то.т- кателе 5 и В. Установка для изготовления изде.тий содержит устройства сборки 7, распа. 1убки 8 и формования 9, а также нос- гы И) те11, 1овой обработки. Устройство 9 формования состоит из жесткой вертикально ;амкнутой виброрамы .11, закренленной но- сре;к твом амортизаторов 12 к ненодвиж- колоннам 13 (или к раме эстакады) и установленной своими катками 14 на рельсы 1Г). На виброраме закреп,тены вибраторы 16 и гидравлические захваты 17. Вибраторы приводятся в действие приводами 18. Запор- Hbiii механнзм 19 формы состоит из вертикальной 1нтапги 20, шатуна 21 и рычага 22 с крюком на конце, контактируюн1им со скобой 23 и упором 24 соседней формы, п приводится в действие толкателем 25 известной конструкции (например, гидропи- ,1ипдром). Установка подготовки форм содержит устройства частки 26 и смазки 27 форм, а гакже устройство 28 для навешивания армокаркасов с подъемной площадкой 29 и грузоподьемным механизмом 30.
Кассетно-конвейерная линия работает с.чедуюшим образом.
На установке изготовления изделий с номошью то.ткателей 5 и 6 по ре,1ьсовым нанравляюнщм 4 на ноет размещения устройства 8 распалубки перемешается кассета 2, полностью прошедшая тепловую обработку на постах 10. На посту распалубки толкате.ть 25 упирается в то1)ец Bepi ика;П)По(1 штанги 20 и приводит ее в движение. Нри перемещении вверх Н1тан|-а 20 увлекает за собой шатун 21, переводя через мертвую точку ось его с(хмнненмя со Н1тан|()й, который в свою очеред) поворачивает рыча 22,
д 5
0 5 О 5
5
0
0
выводя конец рычага из зацепления со скобой 23. При этом тыльной стороной конец рычага 22 входит в контакт с упором 24 и, скользя по упору, отодвигает первую тепловую форму 3 от следующей на определенное расстояние, отрывая изделие от формующей новерхностн предыдущей формы. Отсоединенная форма толкателя устанавливается на механизм 1 перемещения форм и фиксируется на нем, а изделие с помоп1ью крана снимается с формы и переносится на склад. После этого толкатель перемешает оставшуюся часть кассеты 2 так, чтобы следующий запорный механизм 19 оказался над вертикальным толкателем 25, и все операции повторяются до полной распалубки кассеты. Механизм 1 передает каждую освобожденную форму 3 на установку подготовки форм, где форма 3 расфикси- руется и перемешается толкателем к устройству 26 чистки, после чего механизм 1 возвращается на установку изготовления изделий.
После чистки формующие поверхности 1)орм1)1 подвергаются обработке ycrpoiicTBOM
27смазки, а затем она перемешается тол- каге.лем к устройству 28, где с номошью п()дьем1И)й площадки 29 и i рузоподъе.много механизма 30 навешивается армокаркас, причем apM(jKapKacbi подаются к устройству
28с его стороны. Подготовленная к формованию форма перемешается механизмом 1 на установку изготов.тения изделий и задвигается на устройство 7 сборки, | ле формы 3 пакетируются в кассету 2. За1И1рапне двух соседннх форм производится вертикальным толкателем 25, который перемешает вертнкальнун) штангу 20 вниз Нри этом И1атун 21 иоворачивает рычаг 22 и вводит его в зацепление со скобой 21-5 до тех пор, пока ось, соедипяюшая шатун и штаигу, не перейдет мертвую точку, а конец рыча| а не прижмется надежно к скобе.
Ноложение опорной относительно рычага поверхности скобы регу.тируется, например, 1рок;1адками. После окончания сборки кассеты 2 с помощью толкате:1я 5 перемешается к, устройству 9 формования (механизм 1 в этот момент отсутствует), где она жестко фиксируется захватами 17. После за- ио,1нения но,-1остей кассеты бетонной смесью приводы 18 приводят в действие вибраторы И), которые придают виброраме 11, а вместе с ней и кассете 2 горизонтально- 1р()дольн1)1е колебания. Катки 14, поддерживающие виб|)ораму, обеспечивают ее гори- зонта,1ьно-продольные не 1емеи1ения но рельсам 15. А.мортизаторы 12, а также амортизирующие прокладки под рельсовыми на- 1равляюшими в районе расноложения устройства формования изолируют окружающие конструкции от воздействия вибрации. По окончании формовки кассета 2 с помощью то;1кателя 6 пер(мешается па первый
пост 10 тепловой обработки, где подключается пар. На последующих постах тепловой обработки осуществляется изотермический прогрев и остывание изделий. По окончании тепловой обработки кассета 2 перемещается к устройству 8 распалубки, и цикл повторяется.
Формула изобретения
Кассетно-конвейерная линия вертикального формования для изготовления строительных изделий, содержащая комплект форм, .установку изготовления изделий с устройствами формования и распалубки форм и параллельно расположенную установку подготовки форм с устройствами чистки, смазки и навещивания армокаркасов.
0
связанные между собой по торцам мехпни: - мами перемещения форм, отличающаяся тем. что, с целью повьииения производительности за счет группового вибрирования форм, формы для пакетирования в кассеты снаб жены запорными механизмами, скобами и упорами, устройства сборки и paona.ixoKn форм расположены с внешней )иы механизмов перемещения, при этом vcipoiicT- во формования выполнено в виде вертка. 1ь но замкнутой виброрамы с за.хватами л.;я сцепления ее с кассетами, закрепленноГ с возможностью горизонтально-продо.1ып.1 ч перемещений, запорный механизм формы в виде щарнирно соединенных между собой вертикальной штанги, шатуна и рычага с крюком на конце, контактирующим со скобой и упором соседней формы.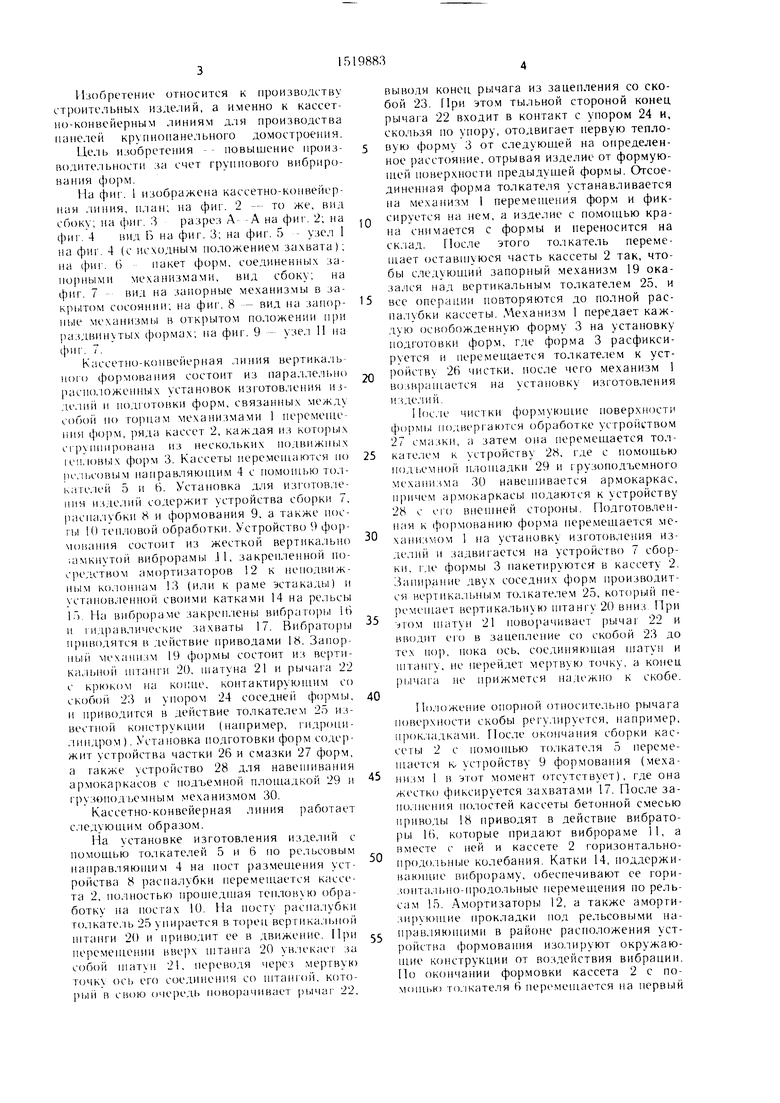
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная линия для изготовления сборных железобетонных изделий | 1983 |
|
SU1197854A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
| Кассетно-конвейерная линия для изготовления железобетонных изделий | 1987 |
|
SU1544575A1 |
| Устройство для распалубки и сборки тепловых-формующих стенок кассетной установки | 1983 |
|
SU1110639A1 |
| Кассетная линия для изготовления строительных изделий | 1990 |
|
SU1785906A1 |
| Кассетная установка | 1980 |
|
SU980988A1 |
| Кассетная линия | 1989 |
|
SU1694375A2 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Технологический комплекс по производству железобетонных изделий | 1989 |
|
SU1694379A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
Изобретение относится к области производства строительных изделий, а именно к кассетно-конвейерным линиям для производства панелей крупнопанельного домостроения. Изобретение позволяет повысить производительность линии за счет группового вибрирования форм благодаря тому, что формы для пакетирования в кассеты снабжены запорными механизмами, скобами и упорами, устройства 7, 8 сборки и распалубки форм расположены с внешней стороны механизмов 1 перемещения, устройство 9 формования выполнено в виде вертикально замкнутой виброрамы с захватами для сцепления ее с кассетами. 9 ил.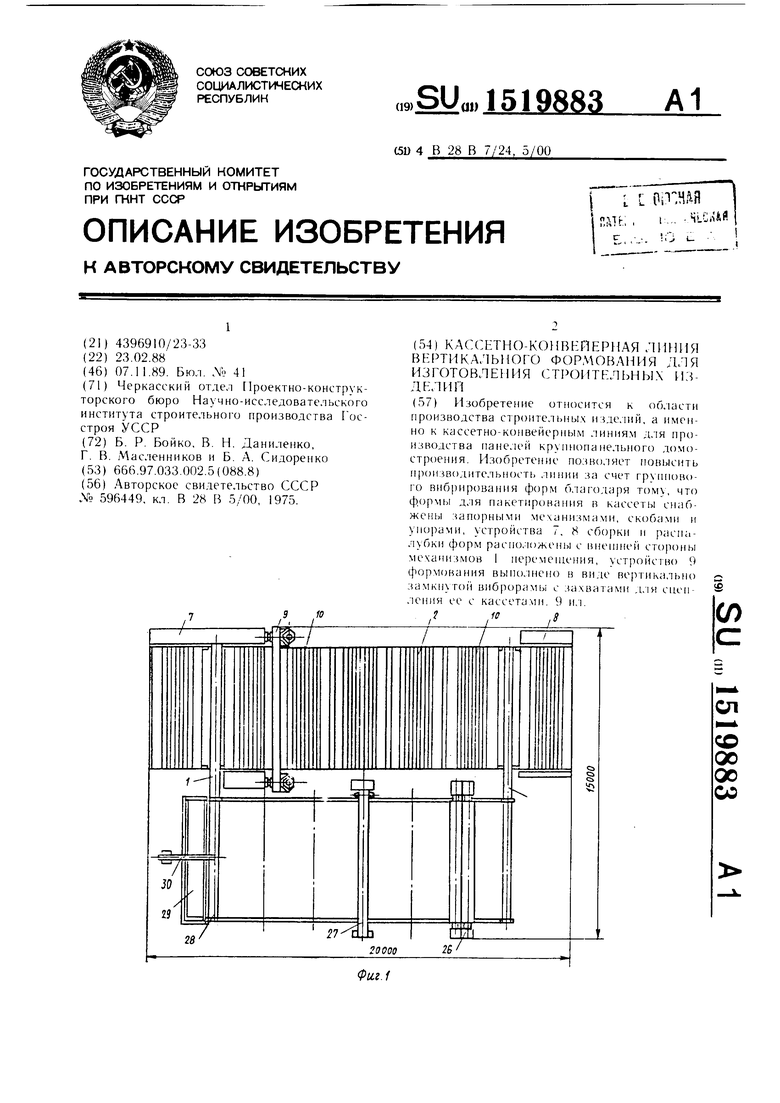
fO
h
/f
Фиг. г
дидБ
18
Фиг.5
фиг.7
фиг 8
иг.9
| Конвейерная установка для изготовления железобетонных изделий | 1975 |
|
SU596449A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
