2. Линия по п.. I, о т л и ч а ю - щ а я с я тем, что она снабжена рамой, формовочные установки - Катковыми опорами для опирания их в подвешенном состоянии, при этом каждое распалубочное устройство вьшолнено
Изобретение относится к производству строительных изделий и преимущественно используется в полносбор- ном домостроении при заводском изготовлении в вертикальном положе- 5 НИИ панелей перекрытий, внутренних стен и других железобетонных изделий.
Цель изобретения - повышение производительности путем сокращения теп- лопотерь и времени тепловой обра- ботки.
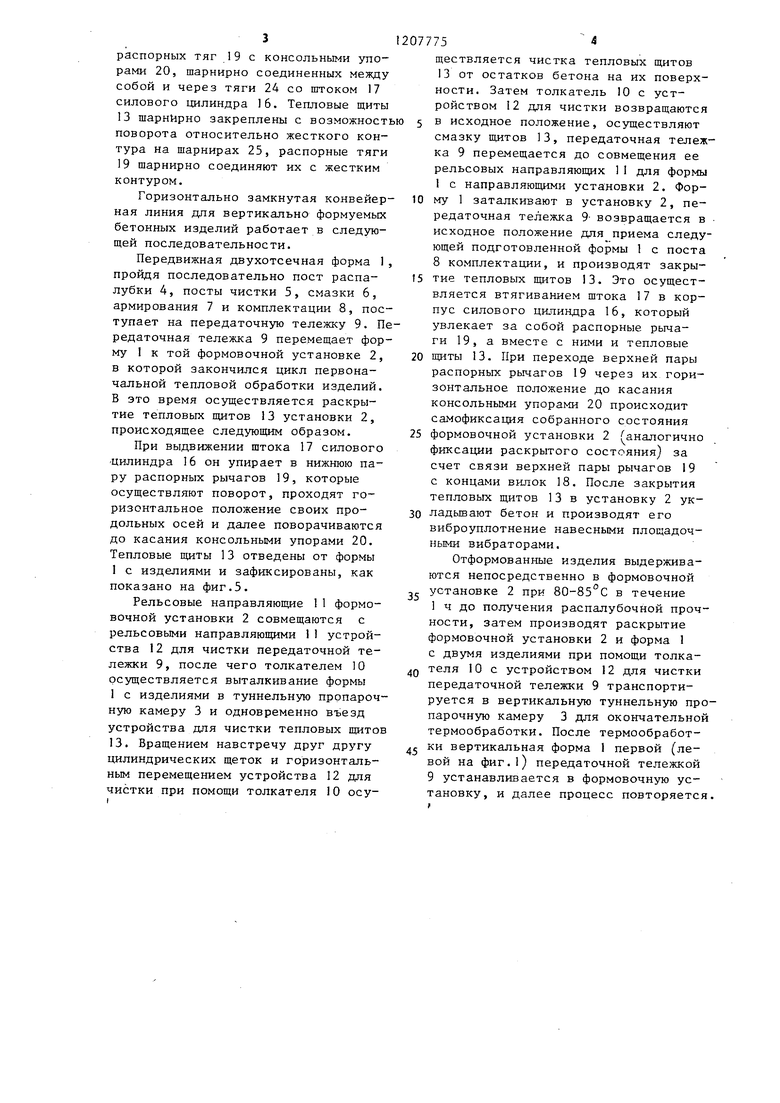
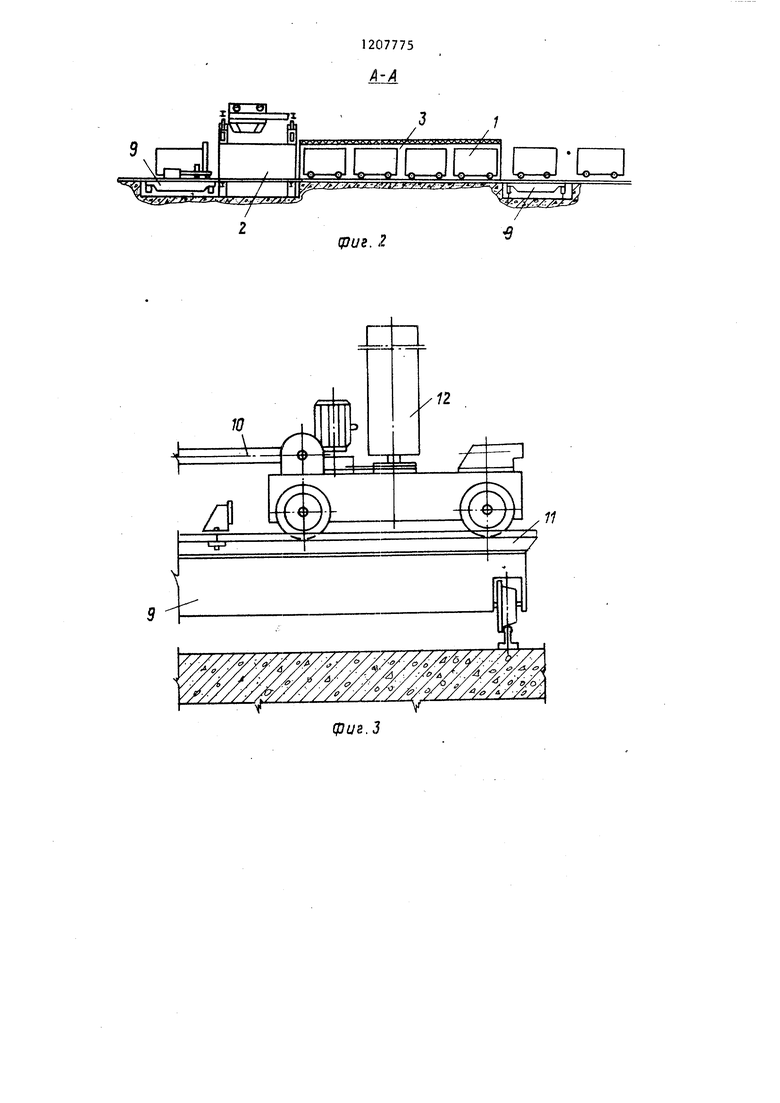
На фиг.1 изображена предлагаемая линия, вид в плане; на фиг.2 - то же разрез А-А на фиг.1; на фиг.3 - деталь самоходной тележки с устрой- ством для очистки тепловых пщтов на толкателе тележки; на фиг.4 - формовочная установка в закрытом состоянии, общий вид; на фиг.5 - то же.
после раскрытия тепловых щитов; на
25
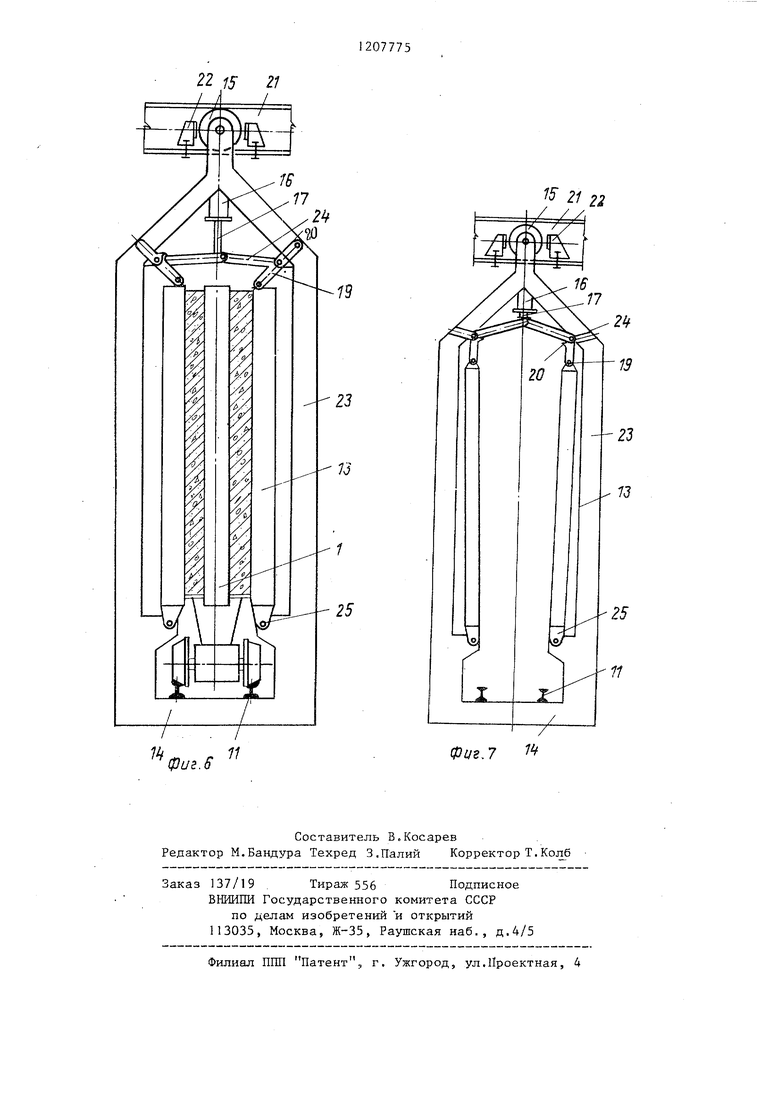
фиг.6 - формовочная установка с жестким креплением балок к стойкам в закрытом состоянии, общий вид; на фиг.7 - то же, после распалубки изделий и выталкивания формы с изделиями в туннельную пропарочную камеру.
Горизонтально замкнутая конвейерная линия для вертикально формуемых бетонных изделий содержит передвиж- 30 ные двухотсечные формы 1, формовочные установки 2, расположенные перед туннельньпчи пропарочными камерами 3, последовательно размещенные на ее встречном параллельном участке пос- 35 ты распалубки 4, чистки 5, смазки 6, армирования 7 и комплектации 8,, передаточные тележки 9 с толкателями 10, рельсовыми направляющими Пи устройством 12 для чистки тепловых 40 щитов, установленным на толкателе 10 передаточной тележки 9 с воз- можностью перемещения по рельсовым направляющим 1 1.
в виде шарнирно-рьочажной системы с силовым цилиндром, расположенным над тепловыми гдитами по оси формовочной установки и связанным с последними посредством пары шарнирно соединенных между собой распорных рычагов.
0
5
0 5
Формовочные установки 2 расположены между зоной действия передаточной тележки 9 и туннельными пропарочными камерами 3 соосно с последними .
Формовочная установка 2 имеет тепловые щиты 13, рельсовые направляющие 11, закрепленные на балках 14, и подвешена на катках 15 при помощи шарнирно-рычажной системы, состоящей из силового цилиндра 16, корпус которого прикреплен к оси катков 15, а шток 17 шарнирно связан с тепловыми щитами 3 посредством шарнирно-рычажной системы, состоящей из пары вилок 18, шарнирно подвешенных на оси катка 5 и соединенных одними своими концами с тепловыми щитами 13, а другими - с распорными рычагами 19, которые шарнирно через шток 17 силового цилиндра 16 соединены между собой. Кроме того,тепловые щиты 13 соединены через другую пару распорных рычагов 19 со штоком 17 силового цилиндра 16.Распор- ные рычаги 19 снабжены консольными упорами 20 для фиксации предельных углов поворота относительно другдруга.
Для ограничения горизонтального перемещения установки 2 во время виброуплотнения бетонной смеси на несущей балке 21 установлены тупиковые упоры 22.
Разновидностью схемы формовочной установки 2 является вариант, устраняющий вертикальные смещения балки 14 с рельсовыми направляющими 11 при распалубке и сборке и позволяющий применить менее мощные силовые цилиндры (фиг.6 и фиг.7). Балки 14 жестко прикреплены к стойкам 23, образующим жесткий контур, подвешенный на катках 15. Шарнирно-рычажная система выполнена в виде двлгх пар
распорных тяг 19 с консольными упорами 20, шарнирно соединенных между собой и через тяги 24 со штоком 17 силового цилиндра 16, Тепловые щиты 13 шарнИрно закреплены с возможность поворота относительно жесткого контура на шарнирах 25, распорные тяги 19 шарнирно соединяют их с жестким контуром.
Горизонтально замкнутая конвейерная линия для вертикально формуемых бетонных изделий работает в следующей последовательности.
Передвижная двухотсечная форма 1 пройдя последовательно пост распалубки 4, посты чистки 5, смазки 6, армирования 7 и комплектации 8, поступает на передаточную тележку 9, Передаточная тележка 9 перемещает форму 1 к той формовочной установке 2, в которой закончился цикл первоначальной тепловой обработки изделий, В это время осуществляется раскрытие тепловых щитов 13 установки 2, происходящее следующим образом.
При выдвижении штока 17 силового цилиндра 16 он упирает в нижнюю пару распорных рычагов 19, которые осуществляют поворот, проходят горизонтальное положение своих продольных осей и далее поворачиваются до касания консольными упорами 20, Тепловые щиты 13 отведены от формы I с изделиями и зафиксированы, как показано на фиг,5,
Рельсовые направляющие 11 формовочной установки 2 совмещаются с рельсовыми направляющими 11 устройства 12 для чистки передаточной тележки 9, после чего толкателем 10 осуществляется выталкивание формы 1 с изделиями в туннельную пропарочную камеру 3 и одновременно въезд устройства для чистки тепловых щитов 13. Вращением навстречу друг другу цилиндрических щеток и горизонтальным перемещением устройства 12 для чистки при помощи толкателя 10 осуществляется чистка тепловых щитов 13 от остатков бетона на их поверхности. Затем толкатель 10 с устройством 12 для чистки возвращаются
в исходное положение, осуществляют смазку щитов 13, передаточная тележка 9 перемещается до совмещения ее рельсовых направляюЕр1х 1 I для формы 1 с направляющими установки 2, Форму 1 заталкивают в установку 2, передаточная тележка 9- возвращается в исходное положение для приема следующей подготовленной формы 1 с поста
8комплектации, и производят закры- тие тепловых щитов 13, Это осуществляется втягиванием штока 17 в корпус силового цилиндра 16, который увлекает за собой распорные рычаги 19, а вместе с ними и тепловые
щиты 13, При переходе верхней пары распорных рычагов 19 через их горизонтальное положение до касания консольными упорами 20 происходит самофиксация собранного состояния
формовочной установки 2 (аналогично фиксации раскрытого состояния) за счет связи верхней пары рычагов 19 с концами вилок 18, После закрытия тепловых щитов 13 в установку 2 укладывают бетон и производят его
виброуплотнение навесными площадочными вибраторами.
Отформованные изделия выдерживаются непосредственно в формовочной
установке 2 при 80-85°С в течение 1 ч до получения распалубочной прочности, затем производят раскрытие формовочной установки 2 и форма 1 с двумя изделиями при помощи толкателя 10 с устройством 12 для чистки передаточной тележки 9 транспортируется в вертикальную туннельную пропарочную камеру 3 для окончательной термообработки. После термообработки вертикальная форма 1 первой (левой на фиг.1) передаточной тележкой
9устанавливается в формовочную установку, и далее процесс повторяется.
(-А
(77уг. -
/.vwv
о-pJ U-oJ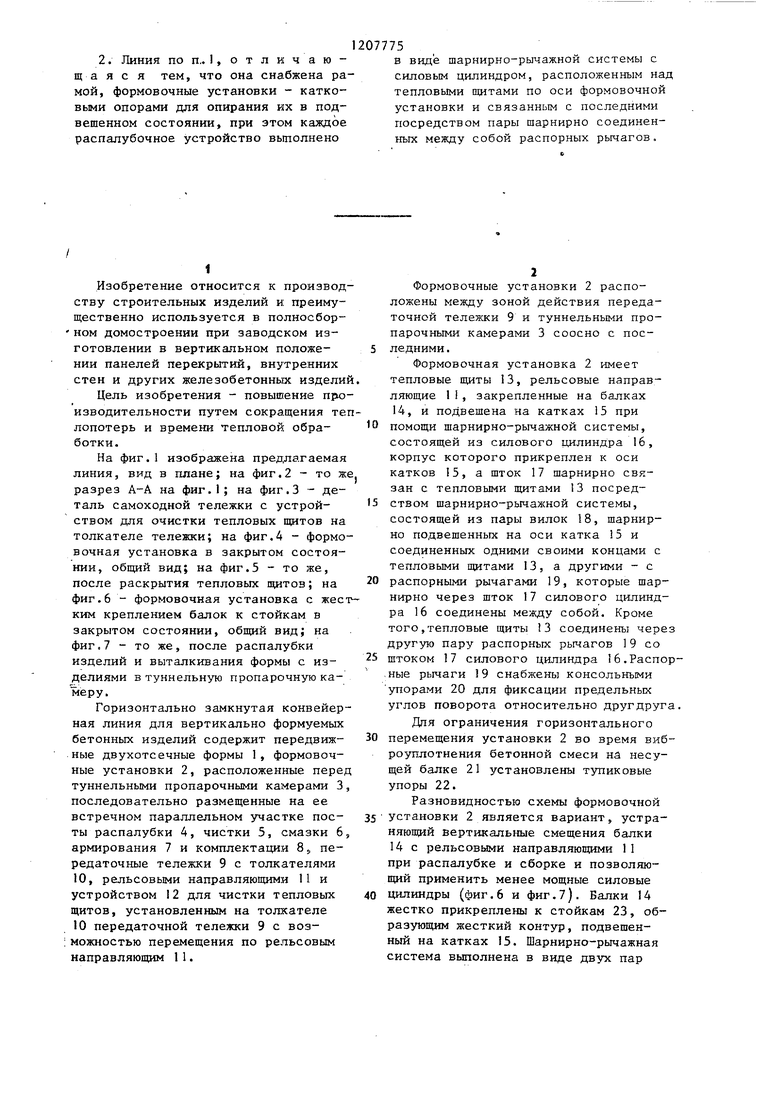
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| Формовочная установка для вертикального формования бетонных изделий | 1986 |
|
SU1379118A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Горизонтально замкнутая конвейерная линия для вертикально формуемых строительных изделий | 1986 |
|
SU1433812A1 |
| Установка для вертикального формования бетонных изделий | 1984 |
|
SU1331648A1 |
| Установка для изготовления в вертикальном положении изделий из бетонных смесей | 1987 |
|
SU1539062A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |

фик.З
23
22
Фиг. 5
79
фиг. 6
фц, 7 74Составитель В.Косарев Редактор М.Бандура Техред 3.Палий Корректор Т.Колб
Заказ 137/19 Тираж 556 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ППГ1 Патент., г. Ужгород, ул.Проектная, 4
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Животовский и.л., Цыро В.В., Подсыпанин Ю.И.Кассетно-конвейерная линия для крупнопанельного домостроения.-Бетон и железобетон | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
