Изобретение относится к способам изменения физико-механических свойств металлов и сплавов и предназначено для. повышения работоспособности сварных металлоконструкций при создании и эксплуатации различных машин и оборудования в условиях холодного климата.
Цель изобретения - повышение сопротивления низкотемпературному разрушению.
В способе повышения низкотемпературной работоспособности сварных элементов металлоконструкций циклическим нагруженном, согласно изобретению, на- гружение проводят на начальной стадии инкубационного периода выносливости до завершения циклической микротекучести металла при максимальном напряжении цикла, не превышающем критическое напряжение усталости металла. Максимальное напряжение цикла представляет собой сумму остаточных сварочных и циклического напряжений, совпадающих по направлению- Циклическое нагружение проводят до момента стабилизации уровня диссипиро- ванной в металле механической энергии.
Режим нагруж ения, предлагаемый в способе, обусловливает протекание микропластических деформаций (в отличие от макропластических деформаций, происходящих в известных способах). При этом уменьшается микроструктурная неоднородность металла путем выравнивания больше- угловых границ зерен стабилизации ферритной матрицы, формирование субструктуры. Повышается равномерность поглощения механической энергии в процессе нагружения, т.е. происходит стабилизация уровня диссипированной в металле механической энергии.
Уменьшение микроструктурной неонородности способствует понижению критической температуры хрупкости. В результате достигается повышение сопротивления металла сварного элемента низкотемпературному разрушению.
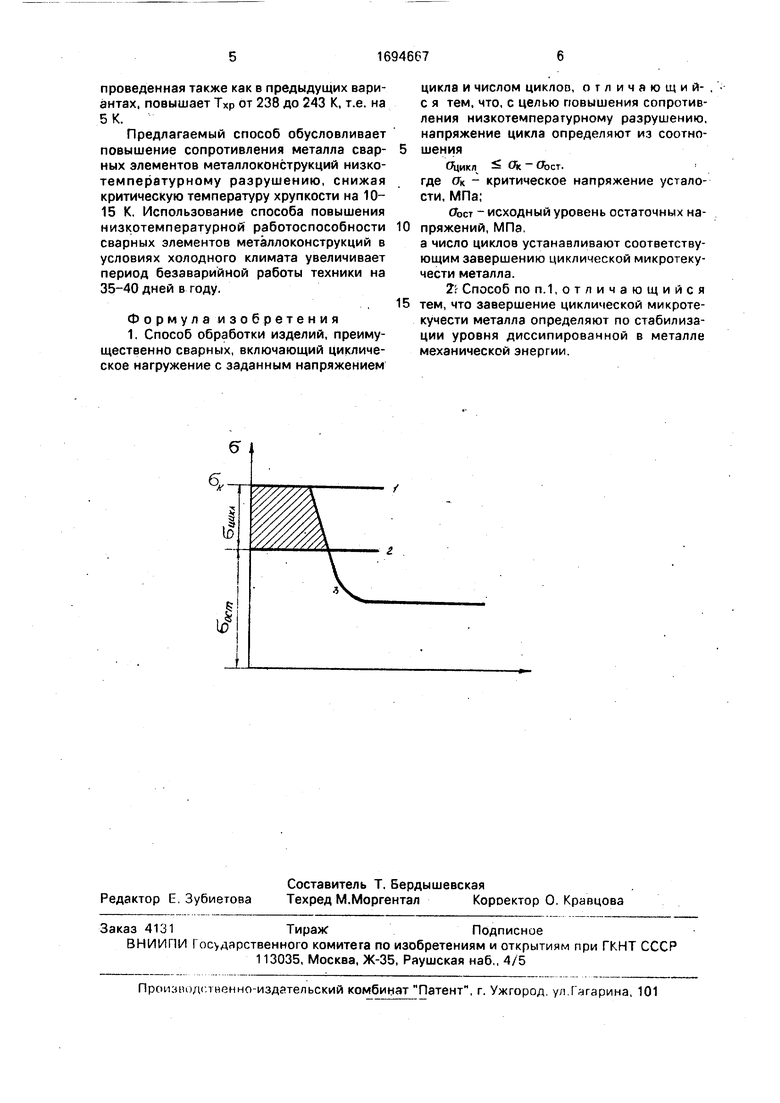
Способ поясняется чертежом, на котором изображена диаграмма циклического нагружения, где:
1- максимальное напряжение цикла;
2- минимальное напряжение цикла;
3- окончание циклической микротекучести металла.
Зона ограниченная линиями 1, 2, 3 и осью ординат (на графике заштрихована) иллюстрирует режимы циклического нагружения, обусловливающие повышение сопротивления низкотемпературному разрушению металла.
Максимальное напряжение цикла представляет собой сумму остаточных напряжений оЬст и циклического напряжения Оцикл и соответствует критическому напряжению rcranocTKOk, Выход за линии 1 и 3 снижает сопротивление низкотемпературному разрушению, повышая критическую температуру хрупкости. Минимальное напряжение цикла соответствует исходному уровню остаточных напряжений СГОСт. Положение линий 1, 2 и 3 зависит от уровня остаточных напряжений, типа металла и его структурной однородности после сварки.
Пример. „Способ осуществляется следующим образом. Циклическое нагруже- ние металлоконструкции проводят путем, например, вибрационной обработки при помощи механического вибратора дебаланс- ного тиоа..л электроприводом. Расчет и назначение режимов виброобработки производят на основе анализа обобщенной диаграммы усталости металла. Величина критического напряжения усталости Ok является справочной величиной. Величину остаточных напряжений оьст. детали определяют одним из известных методов, например, магнитоупругим, ультразвуковым или другими. Требуемую величину виб- рационного напряжения определяют по .формуле
Овибр Ok-ОЬст.
Проводят вибрационную обработку металлоконструкции. Контроль величины вибрационного напряжения осуществляют одним из известных методов, например, тензометрированием. Величину тока в цепи электродвигателя вибратора контролируют при помощи амперметра. Вибрационную, обработку прекращают после стабилизации величины тока в цепи электродвигателя, что
соответствует стабилизации уровня дисси- пированной в металле механической энергии.
При конкретном выполнении способ реализуется следующим образом. Обрабатывают сварные пластины из стали 0912С размером 750x200x16 мм, сваренные автоматической сваркой продольным швом. Вибратор закрепляют на пластину с помощью струбцин. Величина остаточных напряжений, измеренная методом разрезки, 310 МПа. Величина критического напряже-ния усталости 380 МПа. В таком случае, величина вибрационного напряжения не
должна быть более 70 МПа.
Проводят вибрационную обработку при величине вибронапряжения 20 МПа. Регистрацию величины вибронапряжения проводят тензометрированием пластин с
использованием осциллографа НО-71 и усилителя УТ-4-1. Задание необходимой величины вибронапряжения производят установкой соответствующей величины де- баланса в вибраторе. Обработку проводят
до стабилизации электрического тока в цепи электродвигателя вибратора. Первоначальное значение тока 4.1 А, после стабилизации 3,8 А. Оценку сопротивления пластин низкотемпературному разрушению проводят путем определения критической температуры хрупкости по результатам испытаний вырезанных из пластин образцов (ГОСТ 9454-78) на ударный изгиб в интервале температур от 273 до 213 К, Критическая температура поеле виброобработки понизилась с 238 до 228 К, т.е. на 10 К по сравнению с необработанными пластинами.
По другому варианту конкретного выполнения вибрационную обработку проводят при величине вибронапряжения 60 МПа на таких же пластинах. Измерение остаточных напряжений, тензометрирование и определение критической температуры хрупкости проводят аналогично предыду5 щему варианту (при величине вибронапряжения 20 МПа). Критическая температура
-хрупкости обработанных пластин по сравнению с необработанными понизилась также на 10 К.
0 При оЬибр 70 МПа критическая температура хрупкости Ткр понизилась также на 10 К. Вибрационная обработка при авибр до 70 МПа включительно вызывает одинаково эффективное понижение ТХр на 10 К для
5 данного сварного соединения.
Выход за пределы предлагаемых режимов является причиной наклепа и, как следствие повышением Тхр. Вибрационная обработка при авибр. 80 МПа (прототип),
проведенная также как в предыдущих вариантах, повышает Тхр от 238 до 243 К, т.е. на
5 К.
Предлагаемый способ обусловливает повышение сопротивления металла сварных элементов металлоконструкций низкотемпературному разрушению, снижая критическую температуру хрупкости на 10- 15 К. Использование способа повышения низкотемпературной работоспособности сварных элементов металлоконструкций в условиях холодного климата увеличивает период безаварийной работы техники на 35-40 дней в году.
Формула изобретения 1. Способ обработки изделий, преимущественно сварных, включающий циклическое нагружение с заданным напряжением
цикла и числом циклов, отличающий-, с я тем, что, с целью повышения сопротивления низкотемпературному разрушению, напряжение цикла определяют из соотно- шения
Оцикл Ok-Obcr.
где Ok - критическое напряжение усталости, МПа;
ОЬст - исходный уровень остаточных напряжений, МПа,
а число циклов устанавливают соответствующим завершению циклической микротекучести металла.
2: Способ по п. 1,отличающийся
тем, что завершение циклической микротекучести металла определяют по стабилизации уровня диссипировачной в металле механической энергии.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ снижения уровня остаточных напряжений в материале | 1990 |
|
SU1749764A1 |
| Способ упрочнения металлических изделий | 1990 |
|
SU1794096A3 |
| СПОСОБ ВИБРАЦИОННОЙ ПРАВКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2010 |
|
RU2484910C2 |
| Способ обработки металлических конструкций | 1988 |
|
SU1574655A1 |
| Способ определения остаточного ресурса потенциально опасных конструкций из неферромагнитных материалов по изменению коэрцитивной силы стальных образцов-свидетелей | 2023 |
|
RU2805641C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА ВЫНОСЛИВОСТИ ДЛИННОМЕРНОГО ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ | 2000 |
|
RU2189036C1 |
| Способ снижения остаточных напряжений в конструкциях | 1985 |
|
SU1328119A1 |
| Способ наведения усталостной трещины в образце | 1989 |
|
SU1668911A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛОВ | 2018 |
|
RU2683990C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2445616C1 |
Изобретение относится к способам изменения физико-механических свойств металлов и сплавов „и предназначен для повышения работоспособности сварных металлоконструкций при создании и эксплуатации различных машин и оборудования в условиях холодного климата. Цель изобретения - повышение сопротивления низкотемпературному разрушению. Сварные элементы подвергают циклическому нзгру- жению на начальной стадии инкубационного периода выносливости до завершения циклической микротекучести металла. Максимальное напряжение цикла представляет собой сумму остаточных сварочных и циклического напряжений, совпадающих по направлению. Максимальное напряжение цикла не должно превышать критического напряжения усталости металла. Способ позволяет понизить критическую температуру хрупкости на 10-15 К. 1 ил., 1 з.п. ф-лы.
| Способ повышения долговечности деталей из металлов и сплавов | 1972 |
|
SU443920A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| л | |||
