Область техники
Изобретение относится к области технологии сварки, в частности к способу получения сварного соединения металлов в процессе дуговой сварки со сквозным проплавлением, например, при сварке на весу или при сварке на подкладке с канавкой, с сопутствующим наложением на кристаллизующийся металл сварочной ванны циклических вибрационных колебаний, и может быть использовано для изготовления ответственных сварных конструкций.
Уровень техники
Для стыковых сварных соединений ответственных сварных конструкций, как правило, требуется сквозное проплавление, то есть проплавление на всю толщину: при этом достигается максимальные значения статической и усталостной прочности, а также снижается расход материала. Действительно, статическая прочность сварного соединения определяется наиболее ослабленной его частью, которой является сварной шов, поэтому уменьшение глубины проплавления приведет к уменьшению площади действия прилагаемых сил, а, следователь, к уменьшению максимального усилия, которое выдержит соединение без разрушения. С другой стороны, обеспечение гарантированной глубины проплавления позволяет уменьшить толщины свариваемых заготовок, по сравнению со случаем, когда полного проплавления не обеспечивается, а, следовательно, снизить расход металла. Кроме того, при сквозном проплавлении отсутствует концентратор напряжения при корне шва, который значительно снижает усталостную прочность сварного соединения.
Для обеспечения сквозного проплавления применяют подкладки с формирующими канавками, располагающиеся со стороны корня шва сварного соединения. В ряде случаев (отсутствие доступа, сложность в обеспечении равномерного теплосъема криволинейных поверхностей и т.д.) применяется сварка на весу. И при сварке с применением формирующей канавки на подкладке, и при сварке на весу, подбор требуемых параметров режима сварки приводит к обеспечению сквозного проплавления и формирования с обратной стороны шва, то есть со стороны корня, требуемого усиления. Причем, обеспечение надежного, постоянного на всем протяжении сварного шва сквозного проплавления, что выполнимо при наличии некоторого усиления с обратной стороны, особенно важно для расчетных сварных соединений, с небольшим коэффициентом запаса, а также для герметичных сварных соединений.
При дуговой сварке металлов происходит резкий и неравномерный нагрев энергией движущейся дуги, а также неравномерное и быстрое последующее остывание по мере распространения теплоты в массе изделия. Температурные расширения и сокращения металла сопровождаются временными деформациями и соответствующими им напряжениями. При достижении напряжениями предела текучести, значение которого понижается при повышенных температурах, происходит пластическая деформация. При последующем остывании, пластически деформированные участки сварного соединения, а именно зона термического влияния и прилегающая зона основного металла, ограничивают при остывании возможность возвращения формы и размеров сварной конструкции к состоянию до сварки: это является одной из причин возникновения остаточных напряжений. Неравномерная кристаллизация металла сварного шва, начинающаяся от зоны сплавления, и продолжающаяся растущими внутрь сварного шва и, впоследствии, соединяющимися между собой, кристаллитами в твердо-жидкой кристаллизующейся ванне, препятствует сокращению объема вследствие литейной усадки оставшейся жидкой составляющей: это является другой из причин возникновения остаточных напряжений. При наличии структурных превращений в металле шва, они также являются источником остаточных напряжений: если при определенной, критической температуре происходят фазовые превращения металла, связанные с изменением его объема, то зоны сварного соединения, не претерпевшие структурные превращения, препятствуют изменению объема зонам со структурными превращениями: это является третьей из возможных причин возникновения остаточных напряжений. Таким образом, термодеформационный цикл дуговой сварки приводит к возникновению остаточных напряжений, которые могут значительно понижать усталостную прочность, коррозионную стойкость, способность конструкции выдерживать рабочие нагрузки, а также приводить к нестабильности размеров и формы с течением времени вследствие «старения», то есть вследствие релаксации части остаточных напряжений (Сагалевич В.М., Савельев В.М. Стабильность сварных соединений и конструкций. - М.: Машиностроение, 1986. - 264 с.; Стрельников И.В., Пономарев К.Е. К вопросу применения вибрационной обработки сварных конструкций космических аппаратов для повышения точности и размерной стабильности. Обзор. // Вестник НПО им. С.А. Лавочкина. 2017. №4 (38). С. 89-95.).
Известны несколько методов частичного снятия напряжений в готовых сварных соединениях. Основными из них являются термическая обработка и приложение внешней механической нагрузки.
Известен способ снятия остаточных напряжений, заключающийся в нагреве до 600-650°C с последующим медленным охлаждением. При температуре нагрева 600°С и последующей выдержке 5 часов происходит уменьшение тангенциальных растягивающих напряжений на 42%, при выдержке 6 часов - на 52% (Кудрявцев П.И. Остаточные напряжения и прочность соединений. М.: Машиностроение, 1964, стр. 66-68). Применяется также «местный нагрев» (Винокуров В.А. Сварочные деформации и напряжения. - М.: Машиностроение, 1968. - 236 с.), так, например, на некотором расстоянии от сварного шва, где происходит опасная для конструкции концентрация остаточных напряжений и сложение их с напряжениями от рабочей нагрузки, производят местный локальный нагрев детали кислородно-ацетиленовой горелкой до температуры 700°С. Недостатком являются большая длительность процесса, необходимость наличия сложного и громоздкого оборудования, наличие заводских условий для проведения процесса.
Известен способ снятия остаточных напряжений, заключающий в подогреве при сварке. Подогрев приводит к более равномерному полю напряжений вследствие снижения напряжений растяжения в околошовной зоне. Напряжения выравниваются тем больше, чем выше температура подогрева. Недостаток в том, что для полного снятия остаточных напряжений температура подогрева должна быть близкой к температуре плавления металла, что практически невозможно. Кроме того, подогрев в процессе сварки требует больших затрат энергии.
Известен также способ, в котором остаточные напряжения снимаются при напряжениях изгиба и кручения, равных 0,9 предела выносливости (Винокуров В. А. Сварочные деформации и напряжения. - М: Машиностроение, 1968. - 236 с.). Недостатком данного метода является ухудшение пластических свойств сварного шва, исчерпывание его способности к пластической деформации. Кроме того, полное устранение остаточных напряжений происходит при напряжениях, превышающих предел выносливости. Также, снятие остаточных напряжений наблюдается только при продольных нагружениях. При деформациях изгиба эффект снятия напряжений отсутствует.
Известен способ снятия остаточных напряжений низкочастотной вибрационной обработкой, в котором применяется портативное вибрационное устройство дебалансного типа (Сутырин Г.В. Снижение остаточных напряжений сварных соединений низкочастотной вибрационной обработкой // Сварочное производство. - 1983. - №2. - С. 22-24). Метод уменьшения остаточных напряжений путем приложения внешней механической нагрузки заключается в том, что напряжения, вызываемые внешней нагрузкой, складываются с остаточными напряжениями, вызываемыми сваркой, и вызывают местную пластическую деформацию в местах наибольших остаточных напряжений. Пластическая деформация в определенной степени снимает остаточные напряжения или приводит к их перераспределению по поперечному сечению соединения. Применяется также воздействие переменных нагружений. Установлено, что уменьшение остаточных напряжений начинается при напряжениях, превышающих 0,7 предела выносливости детали. Однако вибрационная обработка здесь предусмотрена после процесса сварки, что приводит к недостаточной эффективности снятия остаточных напряжений, т.к. не может существенно влиять на структурные превращения в сварном шве и околошовной зоне, а также на литейную усадку, возникающую, в том числе, начиная с твердо-жидкого состояния сварного шва.
Известен снятия напряжений, включающий наложение циклической вибрационной нагрузки на сварной шов в процессе сварки (Pat. 6223974 USA Trailing edge stress relief process (TESR) for welds / Madhavji A. - Publ. 01.05.2001). Дополнительные напряжения создается с помощью пневматического вибратора. Однако данный способ предусматривает наложение циклической нагрузки в хвостовую часть сварочной ванны в поперечном направлении в плоскости, перпендикулярной оси сварного шва, что не может обеспечить значительное снижение остаточных напряжений, поскольку наиболее эффективно на снятие напряжений влияют колебания, прикладываемые в вертикальном направлении в плоскости, перпендикулярной оси сварного шва. Также данный способ требует наличия механизма перемещения вибратора, синхронизированного с механизмом перемещения сварочной горелки, что с практической точки зрения ограничивает его применение только механизированными способами сварки.
В качестве прототипа принят способ снижения остаточных напряжений в сварных соединениях металлов, включающий наложение на кристаллизующийся металл сварочной ванны циклических вибрационных колебаний, в вертикальном направлении в плоскости, перпендикулярной оси сварного шва (RU 2424885 Способ снижения остаточных напряжений в сварных соединениях металлов). Для наложения циклической нагрузки используют, по меньшей мере, два вибратора, работающих в противофазе и расположенных симметрично относительно оси шва на каждой из двух свариваемых кромок.
Поскольку в данном способе применяются колебания, прикладываемые в вертикальном направлении в плоскости, перпендикулярной оси сварного шва, это обеспечивает эффективное снятие остаточных напряжений. Однако, данный способ предусматривает осуществление колебаний на частотах от 50 до 300 Гц, что обеспечивает оптимальное снятие остаточных напряжений, однако, в случае дуговой сварки со сквозным проплавлением, например, при сварке на весу или при сварке на подкладке с канавкой, может приводить к дискретному проплаву сварного шва, когда проплав распадается на отдельные каплевидные элементы. Тем самым, не обеспечивается надежное, постоянное на всем протяжении сварного шва сквозное проплавление, и, следовательно, поскольку не выполняется некоторое гарантированное усиление с обратной стороны. Все это может приводить к отказам ответственных сварных конструкций с расчетными сварными соединения, имеющими небольшой коэффициент запаса, а также к негерметичности сварных соединений, имеющих требования к герметичности. Кроме того, поскольку не выполняется некоторое гарантированное усиление с обратной стороны на всем протяжении сварного шва, для расчетных сварных соединений необходимо увеличивать толщины заготовок, что приведет к увеличению расхода металла.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является улучшение характеристик сварного соединения и повышение эксплуатационных свойств ответственных сварной конструкции.
Технический результат, получаемый при осуществлении заявляемого изобретения - получение максимальных значений статической и усталостной прочности, а также снижение расхода материала, при сохранении эффективного снятия остаточных напряжений в сварном соединении, измельчения зерна, получения однородного химического состава сварного шва и пониженного образования пор в сварном шве.
Технический результат достигается тем, что на кристаллизующийся металл сварочной ванны в вертикальном направлении в плоскости, перпендикулярной оси сварного шва, осуществляют наложение циклической нагрузки посредством вибрационных колебаний, причем колебания осуществляются с частотой от 10 до 35 Гц и амплитудой от 0,1 до 0,5 мм, при которых обеспечивается постоянное на всем протяжении сварного шва сквозного проплавления, без дискретизации проплава на отдельные каплевидные элементы.
Действительно, сквозное проплавление, то есть проплавление на всю толщину, позволяет сварному соединению выдерживать без разрушения большие значения усилий по сравнению со случаем с неполным проплавлением, когда сварной шов имеет меньшую площадь поперечного сечения в зоне проплава. Следовательно, сварное соединение со сквозным проплавлением имеет и большую статическую прочность. С другой стороны, обеспечение гарантированной глубины проплавления позволяет уменьшить толщины свариваемых заготовок, по сравнению со случаем, когда полного проплавления не обеспечивается, а, следовательно, снизить расход металла. Кроме того, при сквозном проплавлении отсутствует концентратор напряжения при корне шва, который значительно снижает усталостную прочность сварного соединения.
Вибрационные колебания приводят к механическому разрушению растущих в сварочной ванне кристаллитов и их перемешиванию с жидкой фазой сварочной ванны. Дробление кристаллитов на более мелкие и распространение части их осколков по сварочной ванне, в том числе как центров первичной кристаллизации, приводит к измельчению зерна сварного шва. Разрушение каркаса растущих кристаллитов позволяет объему оставшейся жидкой фазы сварочной ванны сокращаться более равномерно, вследствие чего литейная усадка приводит к меньшим величинам остаточных напряжений, чем при сварке без наложения вибрационных колебаний сварочных ванны. Следует отметить, что наложение вибрационных колебаний в вертикальном направлении в плоскости, перпендикулярной оси сварного шва, приводит к большему разрушению растущих кристаллитов, чем для случая, когда направление колебаний происходит в горизонтальной плоскости: прочность кристаллитов, упрощенно представляемыми стержнями с закрепленным одним концом, при изгибе много меньше, чем при сжатии, а большая часть кристаллитов растет горизонтально от линии сплавления. Дробление кристаллитов позволяет твердожидкой фазе более интенсивно перемешиваться, и более свободно сокращать объем в процессе остывания. Соответственно, снижается величина литейной усадки. Поэтому, при вибрационных колебаниях в вертикальном направлении в плоскости, перпендикулярной оси сварного шва, эффективность снятия остаточных напряжений больше, чем при вибрационных колебаний, направленных горизонтально. Кроме того, при вибрационных колебаниях снижение остаточных напряжений происходит также в зоне основного металла и зоне термического влияния, которые претерпели пластическую деформацию: в данных зонах, остаточные напряжения в сумме с механическими вибрационными напряжениями, при превышении предела текучести, приводят к пластическим деформациям микрообъемов. Учитывая обстоятельство, что предел текучести имеет пониженное значение при высоких температурах, снижение остаточных напряжений по закристаллизовавшемуся металлу сварного шва наиболее эффективно происходит непосредственно после сварки.
Дробление, разрушение и частичное перемешивание каркаса растущих кристаллитов приводит к объемной кристаллизации, без значительного вытеснения примесей в центр сварного шва. Кроме того, циклические нагрузки в виде механических вибрационных колебаний приводят к механическому перемешиванию микрообъемов сварочной ванны. Все это приводит к получению сварного шва с однородным химическим составов. Упомянутое дробление кристаллитов позволяет в большей степени провести дегазацию, при выделении газов из-за уменьшения растворимости с понижением температуры: газы в большей степени успевают выйти на поверхность, а оставшиеся в жидких объемах не успевают коагулироваться в большие объемы из-за объемной кристаллизации и механического перемешивания. В результате сварной шов отличается пониженным образованием пор.
К основным параметрам вибрационной обработки относятся частота и амплитуда, которые выбираются в зависимости от толщины, типа свариваемого материала, а также жесткости сварной конструкции.
Осуществление колебаний с амплитудой более 1 мм может приводить к возникновению горячих трещин, выплескиванию расплавленного металла из сварочной ванны, с амплитудой менее 0,1 мм приводят к снижению эффективности обработки из-за малого значения вводимой механической энергии. Также сопутствующая вибрационная обработка с амплитудами более 0,5 мм представляет сложность в поддержании постоянной длины дуги и может приводить к периодическим коротким замыканиям, особенно при выполнении процесса сварщиком, без применения средств автоматизации или роботизации при перемещении горелки. При дуговой сварке плавящимся электродом короткое замыкание может привести к повышенному разбрызгиванию или к залипанию электродной проволоки, при дуговой сварке неплавящимся электродом короткое замыкание, кроме перечисленного может привести к попаданию частиц вольфрама в сварной шов.
Осуществление колебаний на частотах до 35 Гц обеспечивает постоянное на всем протяжении сварного шва сквозное проплавление, без дискретизации проплава на отдельные каплевидные элементы. Циклические вибрационные колебания в вертикальном направлении, в плоскости, перепендикулярной оси сварного шва, приводят к нарушению гидродинамики потоков расплавленного металла сварочной ванны. В результате нарушения течения потоков расплавленного металла и быстрого, «объемного» характером кристаллизации из-за дробления кристаллитов, происходит: с одной стороны - «сужение» хвостовой части сварочной ванны и, соответственно, к увеличение проплавляющей способности за счет более концентрированного ввода тепла, с другой - увеличение скорости кристаллизации твердожидкой сварочной ванны на заключительном этапе, когда сварочная дуга перемещается далее по направлению сварки. Быстрый характер кристаллизации сварочной ванны на заключительном этапе может привести к дискретному проплаву, когда отдельные каплевидные элементы не соединяются в сплошной проплав. Однако, эффекты «объемного» характером кристаллизации из-за дробления кристаллитов и «сужения» хвостовой части сварочной ванны за счет более концентрированного ввода тепла зависят от выбранной частоты вибрационной обработки и поддаются регулированию. Поэтому, определив критическую частоту, возможно проводить вибрационную обработку с получением сплошного, непрерывного по всей длине сварного шва проплава. Следует отметить, что осуществление колебаний на ряде частот способствует появлению заболеваний человека: при частотах порядка от 1 до 12 Гц наблюдается ослабление внимания, при частотах от 1 до 4 Гц ухудшается способность следить за колебательными движениями объекта, при частотах от 4 до 10 Гц речь искажается или прерывается, при частотах от 7 до 10 Гц может наблюдаться природная волна страха или паники, при частотах от 7 до 9 Гц речь искажается или прерывается; поэтому осуществление сопутствующей вибрационной обработки на частотах до 10 Гц не рекомендуется.
Следует отметить, что время вибрационной обработки не относится к основным параметрам, поскольку способ предусматривает наложение вибрационных колебаний на кристаллизующийся металл в процессе сварки, и, частично, после. Соответственно, по окончанию сварки, либо через короткий промежуток времени после окончания (до 5 минут), необходимый для окончательного остывания сварной конструкции, вибрационную обработку прекращают. Эффективность вибрационной обработки значительна, как было показано выше, при воздействии именно на кристаллизующийся металл сварочной ванны, а также когда сварной шов находится в высокотемпературной области и происходит релаксация остаточных напряжений при пониженном значение предела текучести. Дальнейшее продолжение вибрационной обработки вызывает снижение усталостной прочности, что ограничивает ресурс сварной конструкции. Кроме того, длительное продолжение вибрационной обработки после окончания сварки требует значительных затрат времени, энергии, материальных и трудовых ресурсов.
Тип вибрационного устройства может варьироваться от пневматического до электромагнитного, в зависимости от типа производства (единичное, массовое, серийное).
Наложение вибрационных колебаний на кристаллизующийся металл сварочной ванны двумя вибраторами, расположенными симметрично относительно оси шва на каждой из двух свариваемых кромок приводит к повышению эффективность сопутствующей вибрационной обработки и обеспечению ее большей надежности. Действительно, каждый из двух вибраторов разрушает кристаллиты со «своей» стороны, что повышает эффективность. Также, второй вибратор позволяет поддерживать требуемый уровень амплитуды вибрационных колебаний. Кроме того, необходимо учесть, что механические колебания передаются в местах, где сварной шов уже выполнен, и, в меньшей мере, в местах разделки, где сварка еще не осуществлена; поэтому надежность повысится с применением двух вибраторов.
Стоит отметить, что для сварки конструкций, имеющих сварные швы значительной протяженности (значительные продольные или диаметральные размеры), целесообразна установка дополнительных пар вибраторов. Это позволяет поддерживать требуемый уровень амплитуды вибрационных колебаний, а, следовательно, сохранять эффективность обработки сварных швов по мере удаления сварочной ванны от близлежащей пары вибраторов к расположенной далее паре.
Применение пары вибраторов, работающих в одной фазе, имеет меньшую эффективность по сравнению с парой, работающей в противофазе. Однако, пара вибраторов, работающих в одной фазе, приводит к уменьшению вероятности выплесков расплавленного металла сварочной ванну, снижению разбрызгивания, а также уменьшению вероятности короткого замыкания: действительно, работающие в противофазе вибраторы при направлении колебания к центру сварочной ванны приводят к движению жидкого металла к центру со стороны обоих кромок.
Краткое описание чертежей
Изобретение поясняется описанием конкретного примера ее выполнения и прилагаемыми графическими материалами, где на:
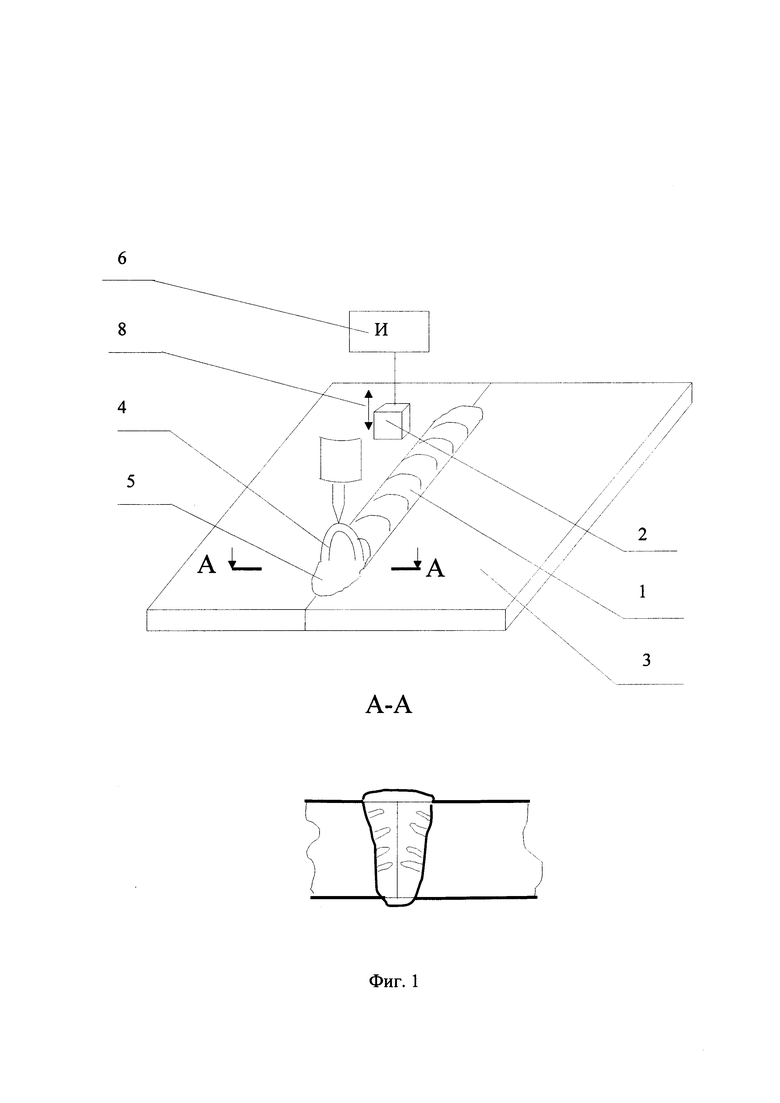
на фиг. 1 представлен общий вид способа получения сварного соединения металлов в процессе дуговой сварки со сквозным проплавлением.
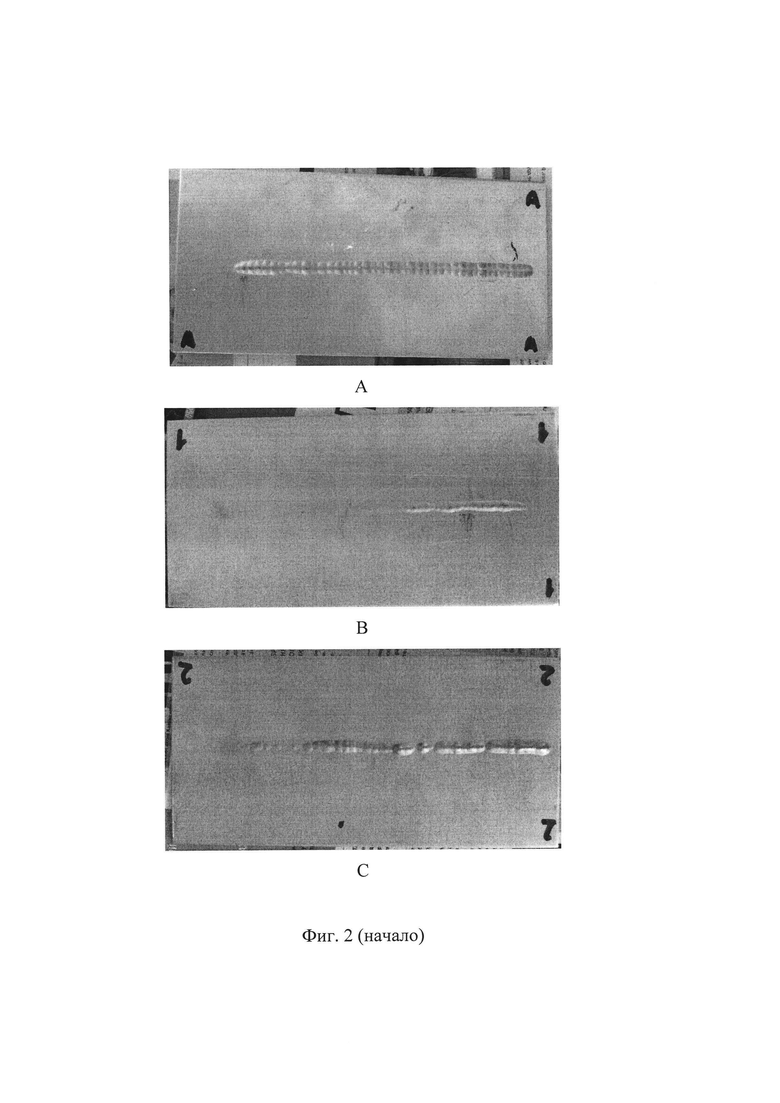
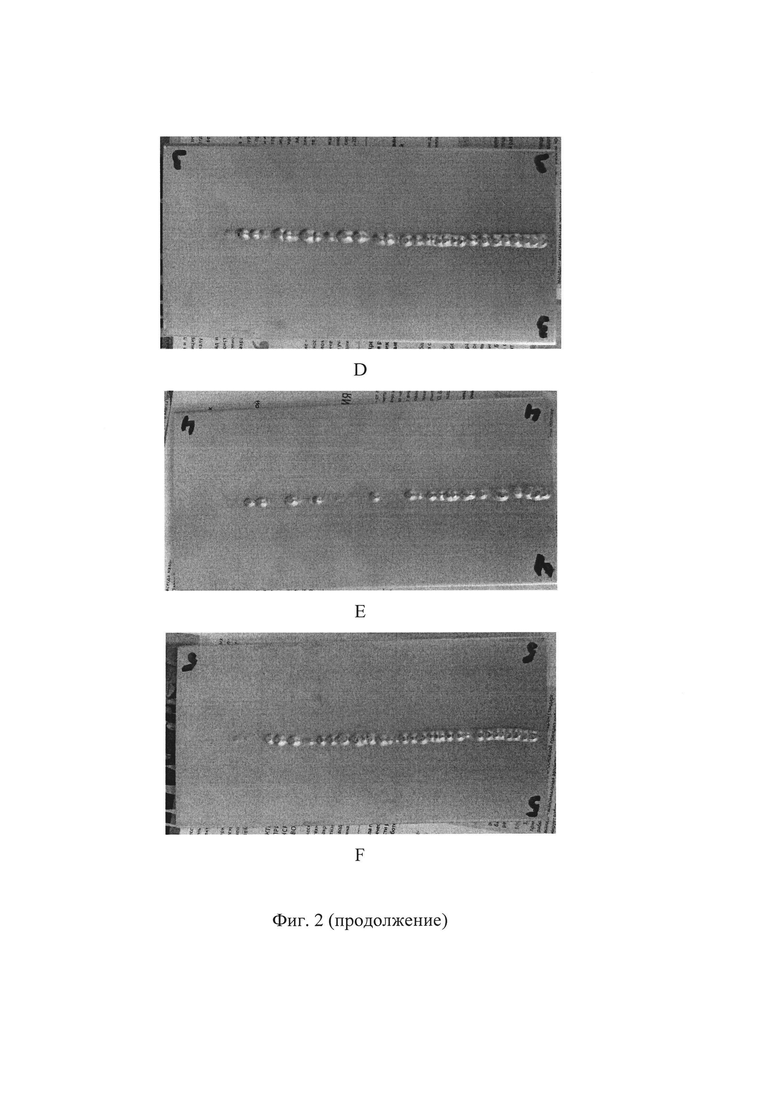
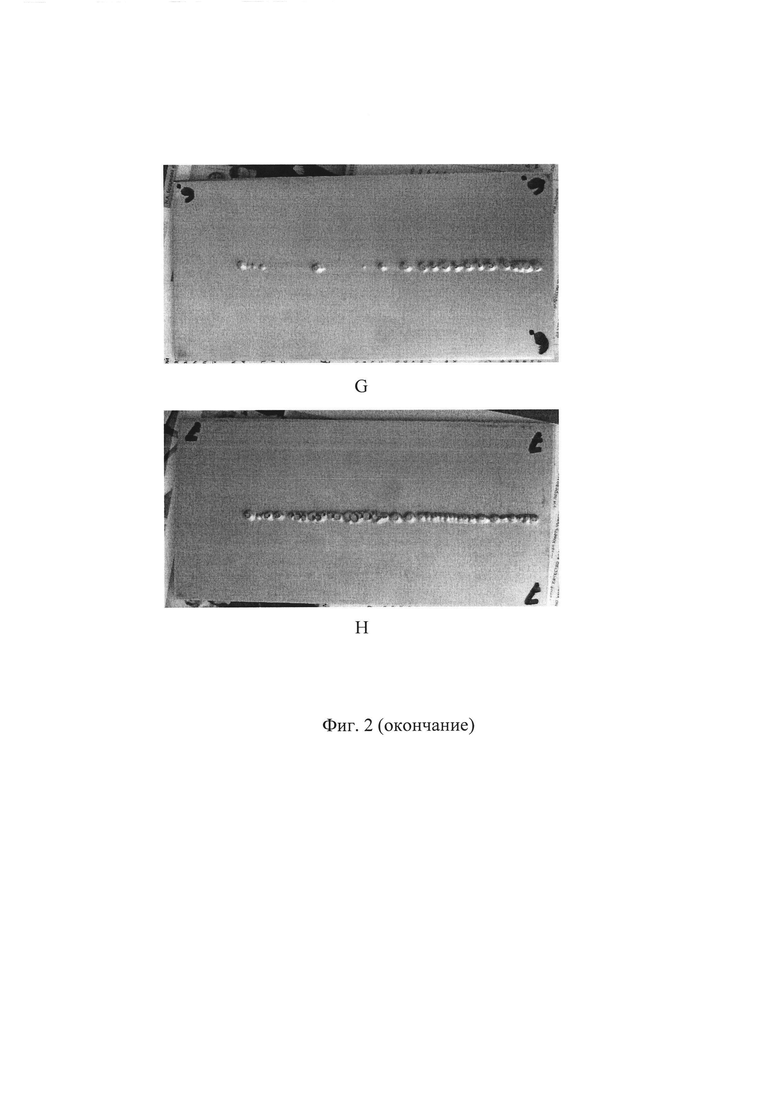
на фиг. 2 - фотографии оборотных сторон сварных соединений с результатами определения характера проплава на наличие дискретизации при дуговой сварке неплавящимся электродом образцов из алюминиевого сплава АМг6 толщиной 3 мм с сопутствующей вибрационной обработкой с циклическими вибрационными колебаниями в вертикальном направлении в плоскости, перпендикулярной оси сварного шва с амплитудой колебаний ±0,225 мм (размах 0,45 мм):
А - без вибрационной обработки;
В - вибрационная обработка на частоте 20 Гц;
С - то же на частоте 30 Гц;
D - то же на частоте 40 Гц;
Е - то же на частоте 50 Гц;
F - то же на частоте 60 Гц;
G - то же на частоте 70 Гц;
Н - то же на частоте 80 Гц.
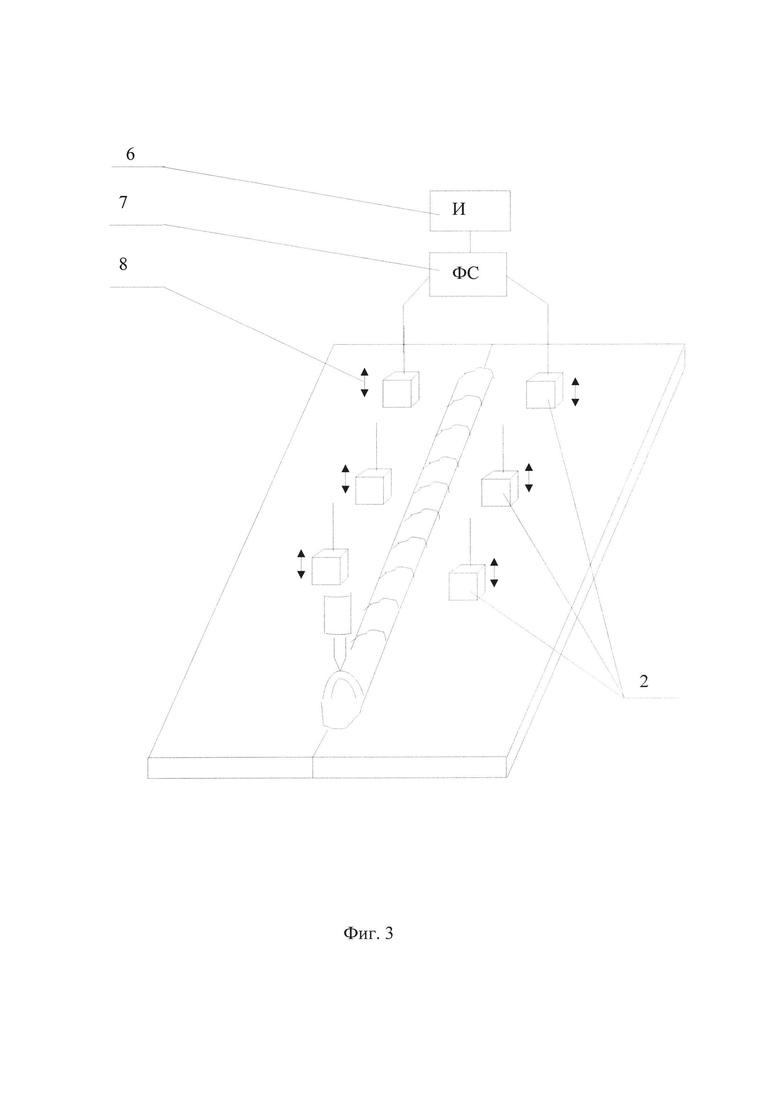
на фиг. 3 - схема парной установки вибраторов, в том числе дополнительных.
Позициями на фиг. 1-3 обозначены:
1 - сварной шов;
2 - вибратор;
3 - свариваемая заготовка;
4 - сварочная дуга;
5 - сварочная ванна;
6 - источник вибрационных колебаний;
7 - устройство согласования фаз;
8 - направление колебаний.
Сведения, подтверждающие возможность осуществления изобретения
Сущность изобретения состоит в том, что на расплавленный сварочной дугой 4 и, впоследствии, кристаллизующийся металл сварочной ванны 5 накладываются циклические вибрационные колебания 8, направленные вертикально в плоскости, перпендикулярной оси сварного шва 1. Наложение колебаний 8 на заготовку 3 осуществляется, по меньшей мере, одним вибратором 2 от источника питания 6. При сварке обеспечивается сквозное проплавление заготовок 3 на всем протяжении сварного шва, без дискретизации проплава на отдельные каплевидные элементы (фиг. 1).
Вибрационные колебания, направленные вертикально в плоскости, перпендикулярной оси сварного шва 1, позволяют повысить эффективность снятия остаточных напряжений в сварном соединении (по сравнению с горизонтальными колебаниями), а также измельчить зерно, получить однородный химический состав сварного шва и понизить в нем образование пор.
Пример.
Образы сварного соединения из алюминиевого сплава АМг6 толщиной 3 мм выполняли дуговой сваркой неплавящимся электродом в среде аргона с применением присадочной проволоки Св-АМг6 с наложением вибрационного воздействия и без. Для случаев с наложением циклических вибрационных колебаний они были направлены вертикально в плоскости, перпендикулярной оси сварного шва, и осуществлялись с амплитудой ±0,225 мм (размах 0,45 мм). Как показывают результаты частота в 35 Гц является критической: при меньших частотах проплав сварного шва составляет «одно целое», при больших - распадается на отдельные каплевидные элементы. Действительно, для частот 20 и 30 Гц (В и С соответственно) наблюдается сплошной проплав корня шва, как если бы сварка выполнялась без наложения циклических вибрационных колебаний (А). В то же время, для частот 40, 50, 60, 70 и 80 Гц (D, Е, F, G и Н соответственно) Данные результаты объясняются, как было изложено выше, нарушением течения потоков расплавленного металла и быстрым, «объемным» характером кристаллизации (фиг. 2).
Также, для увеличения эффективности и надежности, может быть применено наложение колебаний одной или несколькими парами вибраторов 2, симметрично расположенными относительно оси шва, на каждой из двух свариваемых кромок заготовок 3. Для согласования работ вибраторов 2, между последними и источником вибрационных колебаний 6 расположено устройство согласования фаз 7: таким образом, имеется возможность работы вибраторов как в одной фазе, так и в противофазе. Случай применения дополнительных пар вибраторов 2 обоснован для сварки конструкций, имеющих значительные продольные размер: это позволяет сохранять эффективность обработки сварных швов по мере удаления сварочной ванны 5, образованной теплотой сварочной дуги 4, от близлежащей пары вибраторов 2 к расположенной далее паре (фиг. 3).
Техническое решение может быть реализовано промышленным способом в условиях серийного производства с использованием известных технических средств, технологий и материалов и отвечает требованиям критерия «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ ПРИ СВАРКЕ ПОД ФЛЮСОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2477202C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕТАЛЛОВ | 2013 |
|
RU2547066C1 |
| СПОСОБ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2009 |
|
RU2424885C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ ТРУБОПРОВОДОВ | 2012 |
|
RU2492037C1 |
| Способ снижения остаточных напряжений в сварных соединениях металлов | 2024 |
|
RU2836720C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2674525C1 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| Способ регулирования процесса сварки плавлением | 1982 |
|
SU1136905A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ МЕТАЛЛОВ МОДУЛИРОВАННЫМ ПО АМПЛИТУДЕ И ЧАСТОТЕ УГЛОВОГО ОТКЛОНЕНИЯ ЛУЧОМ | 2024 |
|
RU2833950C1 |
| Способ регулирования сварочного процесса | 1979 |
|
SU872095A1 |
Изобретение относится к способу получения сварного соединения металлов в процессе дуговой сварки. Сварку осуществляют со сквозным проплавлением и в вертикальном направлении в плоскости, перпендикулярной оси сварного шва, на кристаллизующийся металл сварочной ванны осуществляют наложение циклических вибрационных колебаний с частотой от 10 до 35 Гц и амплитудой от 0,1 до 0,5 мм. Обеспечивают постоянное сквозное проплавление сварного шва без дискретизации проплава на отдельные каплевидные элементы. Наложение вибрационных колебаний осуществляют по окончании сварки в течение 5 минут. Наложения вибрационных колебаний осуществляют по меньшей мере двумя вибрационными устройствами, расположенными симметрично относительно оси шва на каждой из двух свариваемых кромок. Вибраторы работают в одной фазе или в противофазе. Для сварки конструкций, имеющих значительные продольные размеры, используют два дополнительных вибратора. Технический результат изобретения заключается в получении максимальных значений статической и усталостной прочности, а также снижении расхода материала при сохранении эффективного снятия остаточных напряжений в сварном соединении, измельчении зерна, получении однородного химического состава сварного шва и пониженного образования пор в сварном шве. 5 з.п. ф-лы, 3 ил., 1 пр.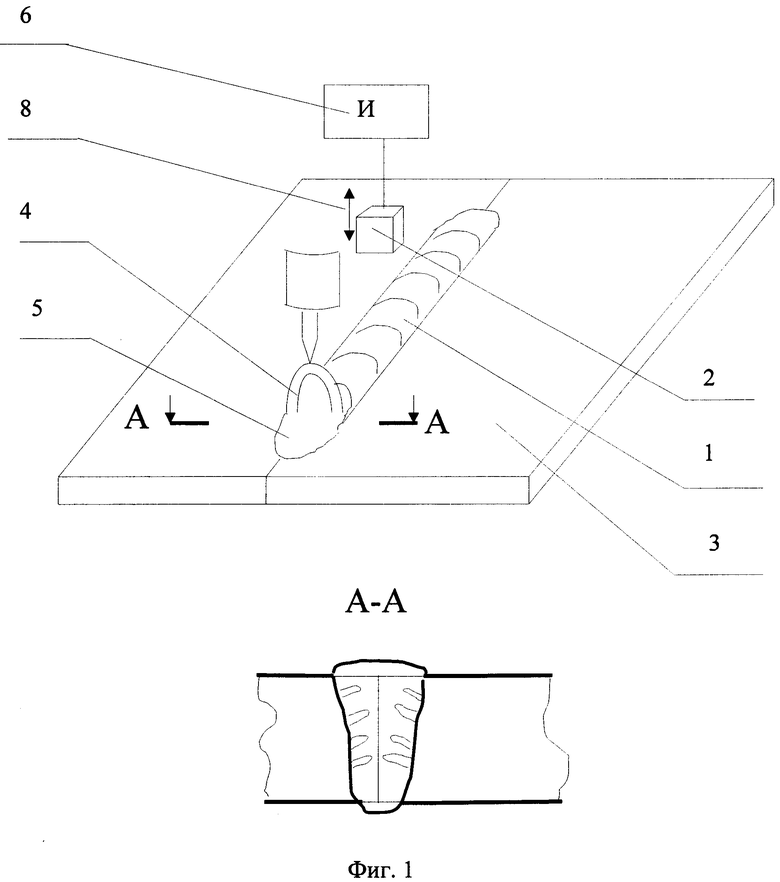
1. Способ получения сварного соединения металлов, включающий дуговую сварку со сквозным проплавлением металлов и наложение на кристаллизующийся металл сварочной ванны циклических вибрационных колебаний в вертикальном направлении в плоскости, перпендикулярной оси сварного шва, отличающийся тем, что вибрационные колебания осуществляют с частотой от 10 до 35 Гц и амплитудой от 0,1 до 0,5 мм, при этом обеспечивают постоянное сквозное проплавление сварного шва без дискретизации проплава на отдельные каплевидные элементы.
2. Способ по п. 1, отличающийся тем, что наложение вибрационных колебаний осуществляют по окончании сварки в течение 5 минут.
3. Способ по п. 1, отличающийся тем, что для наложения вибрационных колебаний используют по меньшей мере два вибрационных устройства, которые располагают симметрично относительно оси шва на каждой из двух свариваемых кромок.
4. Способ по п. 3, отличающийся тем, что наложение вибрационных колебаний осуществляют вибраторами, работающими в одной фазе.
5. Способ по п. 3, отличающийся тем, что наложение вибрационных колебаний осуществляют вибраторами, работающими в противофазе.
6. Способ по п. 3, отличающийся тем, что для сварки конструкций, имеющих значительные продольные размеры, используют два дополнительных вибратора.
| СПОСОБ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2009 |
|
RU2424885C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ ПРИ СВАРКЕ ПОД ФЛЮСОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2477202C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2015 |
|
RU2605888C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2004 |
|
RU2280547C2 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ ТРУБОПРОВОДОВ | 2012 |
|
RU2492037C1 |
| JP 56154293 A, 28.11.1981 | |||
| US 20030066869 A1, 10.04.2003 | |||
| CN 102922150 A, 13.02.2013 | |||
| KR 1020090016853 A, 18.02.2009. | |||

